圆管激光焊接设备的制作方法
- 国知局
- 2024-06-21 09:38:21
本发明涉及圆管焊接,特别涉及一种圆管激光焊接设备。
背景技术:
1、目前激光焊接是激光加工材料加工技术应用的重要方面之一,由于其具有焊缝窄、穿透深、焊缝两边平行、热影响区小、焊接变形小灯优点,广泛应用于机械制造、航空航天、汽车工业、粉末冶金、生物医学微电子行业等领域。激光焊接的原理是将高强度的激光束辐射至金属表面,通过激光与金属的相互作用,金属吸收激光转化为热能使金属熔化后冷却结晶形成焊接。
2、现有金属圆管焊接装置主要是通过机械手定位焊接,调试效率慢,定位精度低,导致容易焊偏,不能满足激光焊接的工艺要求。
技术实现思路
1、本发明的主要目的是提出一种圆管激光焊接设备,旨在解决现有金属圆管焊接装置定位精度低的问题。
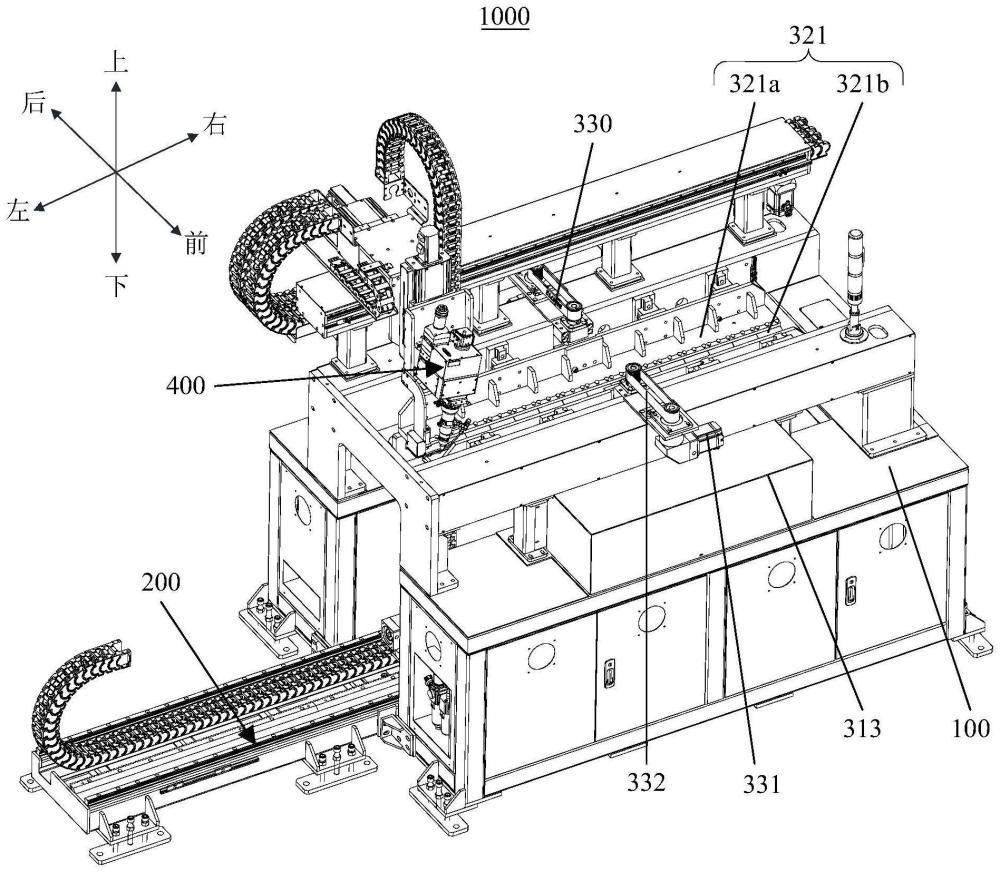
2、为实现上述目的,本发明提出一种圆管激光焊接设备,包括:
3、机座,形成有焊接工位;
4、圆管上料装置,设于所述机座,用以将待焊接圆管移送至所述焊接工位;
5、圆管定位装置,包括设于所述机座的夹持结构与压平结构,所述夹持结构用以将所述待焊接圆管夹持定位于所述焊接工位,所述压平结构包用以对所述待焊接圆管的焊缝进行压平;以及,
6、激光焊接装置,包括沿左右向活动安装于所述机座的激光器,用以发射激光对所述焊接工位处的所述待焊接圆管进行焊接。
7、可选地,所述圆管上料装置包括:
8、上料座,沿左右向活动安装于所述机座;
9、上料架,沿上下向活动安装于所述上料座;以及,
10、上料驱动组件,包括第一上料驱动结构和第二上料驱动结构,所述第一上料驱动结构驱动连接所述上料座,用以驱动所述上料座沿左右向活动,所述第二上料驱动结构驱动连接所述上料架,用以驱动所述上料架沿上下向活动。
11、可选地,所述第一上料驱动结构包括:
12、第一上料驱动电机,设于所述上料座;以及,
13、第一上料传动结构,设于所述上料座与所述机座之间,用以将所述第一上料驱动电机的转动转化为左右向活动。
14、可选地,所述第一上料传动结构包括相互啮合的齿轮与齿条,所述齿轮与所述齿条分别设于所述第一上料驱动电机与所述机座。
15、可选地,所述夹持结构包括沿前后向间隔设置的两个夹持部,各所述夹持部均沿前后向活动安装于所述机座,用以将所述待焊接圆管夹持于所述机座;和/或,
16、所述压平结构包括沿前后向间隔设置的两个压平部,各所述压平部均沿上下向活动安装于所述机座,用以将所述待焊接圆管的焊缝两侧压平。
17、可选地,各所述夹持部和各所述压平部与所述机座之间均设有定位驱动结构,所述定位驱动结构所述定位驱动结构包括:
18、定位驱动电机,设于机座;
19、定位传动结构,设于所述机座与所述定位驱动电机之间,用以将所述定位驱动电机的转动转化为直线活动。
20、可选地,所述压平部包括:
21、压平座,沿上下向活动安装于所述机座;以及,
22、多个压平块,可拆卸安装于所述压平座,多个所述压平块沿左右向布设。
23、可选地,所述激光焊接装置还包括:
24、激光滑移座,沿左右向活动安装于所述机座;
25、激光安装座,沿上下向活动安装于所述激光滑移座;
26、测距仪,设于所述激光安装座;以及,
27、激光焊接驱动组件,包括第一激光焊接驱动结构和第二激光焊接驱动结构,所述第一激光焊接驱动结构驱动连接所述激光滑移座,用以驱动所述激光滑移座沿左右向活动,所述第二激光焊接驱动结构驱动连接所述激光安装座,用以驱动所述激光安装座沿上下向活动;
28、其中,所述激光器设于所述激光安装座。
29、可选地,所述激光焊接装置还包括活动安装于所述激光安装座的遮挡部,在其活动行程内,所述遮挡部具有遮挡所述测距仪的遮挡位置,以及处于所述遮挡位置外的显露位置。
30、可选地,所述激光焊接装置还包括:
31、激光活动座,沿前后向活动安装于所述机座;以及,
32、第三激光焊接驱动结构,安装至所述机座,且驱动连接所述激光活动座,用以驱动所述激光活动座沿前后
33、本发明的技术方案中,通过设置所述机座,以便安装所述圆管上料装置、所述圆管定位装置与所述激光焊接装置,通过设置所述圆管上料装置,以便将所述待焊接圆管移送至所述焊接工位,通过设置所述夹持结构,以便将所述待焊接圆管夹持定位于所述焊接工位,并通过设置所述压平结构,以便对所述待焊接圆管的焊缝进行压平,同时通过所述激光器的活动,以对所述待焊接圆管的纵缝进行焊接,如此,通过设置所述圆管上料装置,以使所述圆管激光焊接设备能够自动上料,并通过设置所述圆管定位装置,既能够将所述待焊接圆管夹持定位于所述焊接工位,以免所述待焊接圆管焊接时发生移送,又能够对所述待焊接圆管的焊缝进行压平,以免所述待焊接圆管焊接时出现焊缝错位等缺陷,同时通过设置所述激光焊接装置,以对所述焊接圆管的纵缝进行焊接,焊接质量好且焊接效率高,从而解决了现有金属圆管焊接装置定位精度低的问题。
技术特征:1.一种圆管激光焊接设备,其特征在于,包括:
2.如权利要求1所述的圆管激光焊接设备,其特征在于,所述圆管上料装置包括:
3.如权利要求2所述的圆管激光焊接设备,其特征在于,所述第一上料驱动结构包括:
4.如权利要求3所述的圆管激光焊接设备,其特征在于,所述第一上料传动结构包括相互啮合的齿轮与齿条,所述齿轮与所述齿条分别设于所述第一上料驱动电机与所述机座。
5.如权利要求1所述的圆管激光焊接设备,其特征在于,所述夹持结构包括沿前后向间隔设置的两个夹持部,各所述夹持部均沿前后向活动安装于所述机座,用以将所述待焊接圆管夹持于所述机座;和/或,
6.如权利要求5所述的圆管激光焊接设备,其特征在于,各所述夹持部和各所述压平部与所述机座之间均设有定位驱动结构,所述定位驱动结构所述定位驱动结构包括:
7.如权利要求5所述的圆管激光焊接设备,其特征在于,所述压平部包括:
8.如权利要求1所述的圆管激光焊接设备,其特征在于,所述激光焊接装置还包括:
9.如权利要求8所述的圆管激光焊接设备,其特征在于,所述激光焊接装置还包括活动安装于所述激光安装座的遮挡部,在其活动行程内,所述遮挡部具有遮挡所述测距仪的遮挡位置,以及处于所述遮挡位置外的显露位置。
10.如权利要求8所述的圆管激光焊接设备,其特征在于,所述激光焊接装置还包括:
技术总结本发明公开一种圆管激光焊接设备,圆管激光焊接设备包括机座、圆管上料装置以及圆管定位装置,机座形成有焊接工位,圆管上料装置包括设于机座的夹持结构与压平结构,夹持结构用以将待焊接圆管夹持定位于焊接工位,压平结构包用以对待焊接圆管的焊缝进行压平,激光焊接装置设于机座,用以对焊接工位处的待焊接圆管进行焊接,通过设置圆管上料装置,以使圆管激光焊接设备能够自动上料,并通过设置圆管定位装置,既能够将待焊接圆管夹持定位于焊接工位,以免待焊接圆管焊接时发生移送,又能够对待焊接圆管的焊缝进行压平,以免待焊接圆管焊接时出现焊缝错位等缺陷,同时通过设置激光焊接装置,以对焊接圆管的纵缝进行焊接。技术研发人员:陈双庆,张益坚,王志伟受保护的技术使用者:深圳市铭镭激光设备有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/15372.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表