一种高性能铸造成型机构的制作方法
- 国知局
- 2024-06-20 14:50:04
本技术涉及铸造设备,具体为一种高性能铸造成型机构。
背景技术:
1、铸造模具是指铸造成形工艺中,用以成形铸件所使用的模具,在对不同型号的工件进行生产铸造中,需要生产不同型号的模具,而模具内部则是与工件形状相同的空腔,此时向模具内部倒入流动的液体,等待液体冷却成型就可以得到相应的工件,不锈钢铸件在生产时则需要用到铸造成型模具。
2、传统的铸造成型模具在使用时,当不锈钢铸件铸造冷却成型后,工人将不锈钢铸件从下模具中取出,在取出过程中铸造成型模具处于停机状态,特别是当不锈钢铸件体型较大时,铸件取出消耗时间更长,使得在加工生产不锈钢铸件时,铸造成型模具停机时间占用了大多时间,生产效率较低,对此,我们提出了一种高性能铸造成型机构来解决上述提出的问题。
技术实现思路
1、本实用新型的目的在于提供一种高性能铸造成型机构,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种高性能铸造成型机构,包括:
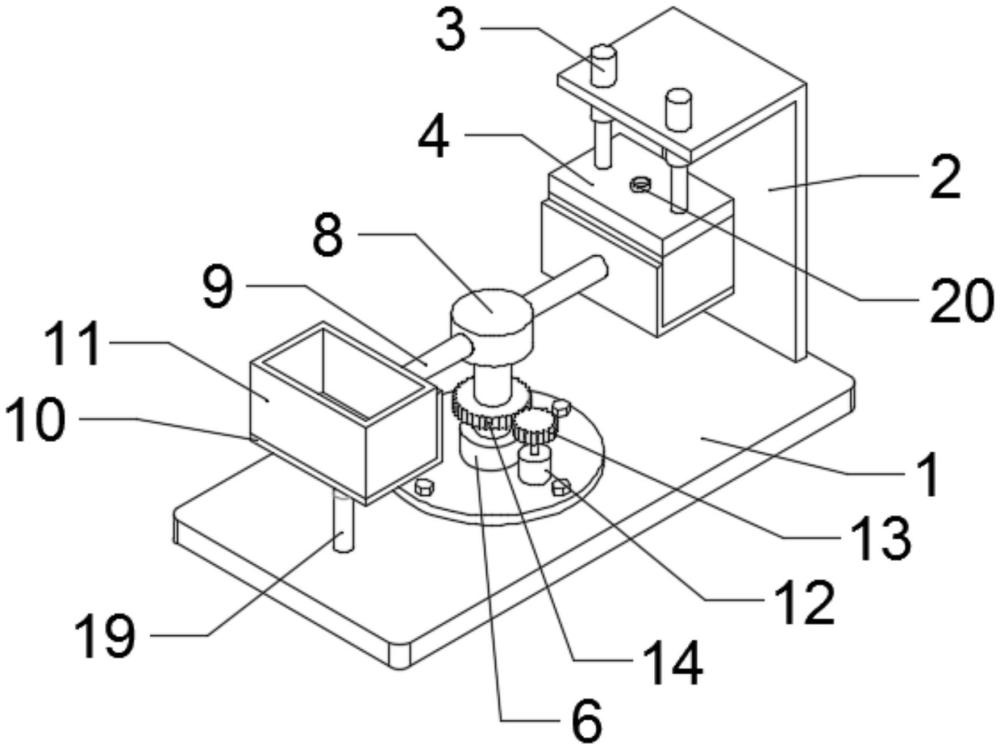
3、底座,所述底座靠近后端的顶壁上固定安装有l型支撑架,所述l型支撑架上固定安装有两个液压杆,两个所述液压杆底端固定安装有上模具,所述底座顶壁中部固定安装有固定座,所述固定座上固定安装有转动座,所述转动座上转动连接有转杆,所述转杆的顶端固定焊接有安装座,所述安装座上固定焊接有两个连接杆,所述连接杆远离安装座的一端固定焊接有l型托板,所述l型托板上固定安装有与上模具相适配的下模具,所述固定座上设置有驱动组件。
4、优选的,所述驱动组件包括伺服电机和从动齿轮,所述伺服电机固定安装在固定座顶壁上,所述伺服电机的输出轴顶端固定安装有主动齿轮,所述从动齿轮固定安装在转杆上,所述从动齿轮与所述主动齿轮啮合连接。
5、优选的,两个所述下模具上均设置有顶出组件,所述顶出组件包括顶板,所述顶板设置在下模具的内腔中,所述顶板底壁上固定焊接有滑杆,所述滑杆滑动连接在下模具和l型托板的底壁上,所述滑杆底端固定焊接有半圆块,所述滑杆上套设有弹力弹簧,所述弹力弹簧的两端分别与l型托板和半圆块固定粘接。
6、优选的,所述底座顶壁靠近前端位置处固定焊接有推杆,所述推杆设置在前侧下模具的半圆块下方。
7、优选的,所述上模具上设置有注料口,所述注料口外接有注料设备。
8、与现有技术相比,本实用新型的有益效果是:
9、1、本实用新型在使用时,当后侧的下模具铸造成型后,伺服电机启动,带动主动齿轮转动,主动齿轮通过与从动齿轮的啮合带动转杆转动,将后侧的下模具转动至前侧,前侧的下模具转动后侧,在工人对铸造成型的不锈钢铸件取下过程中,液压杆带动上模具向下移动盖合在对应位置的下模具上,进行注料成型,从而减少了铸造成型模具的停机等待时间,大大提高了铸造的工作效率,提高了铸造成型模具的性能;
10、2、本实用新型的下模具在转动至前侧位置时,底部的半圆块会与推杆发生碰撞,半圆块受到挤压,向上移动带动滑杆在下模具底壁上向上滑动,推动顶板在下模具内腔中向上移动,将成型的不锈钢铸件顶出,实现了对不锈钢铸件自动顶出的作用,达到了快速脱模的目的,避免了不锈钢铸件粘接不便于取模的问题。
技术特征:1.一种高性能铸造成型机构,其特征在于,包括:
2.根据权利要求1所述的一种高性能铸造成型机构,其特征在于:所述驱动组件包括伺服电机(12)和从动齿轮(14),所述伺服电机(12)固定安装在固定座(5)顶壁上,所述伺服电机(12)的输出轴顶端固定安装有主动齿轮(13),所述从动齿轮(14)固定安装在转杆(7)上,所述从动齿轮(14)与所述主动齿轮(13)啮合连接。
3.根据权利要求1所述的一种高性能铸造成型机构,其特征在于:两个所述下模具(11)上均设置有顶出组件,所述顶出组件包括顶板(15),所述顶板(15)设置在下模具(11)的内腔中,所述顶板(15)底壁上固定焊接有滑杆(16),所述滑杆(16)滑动连接在下模具(11)和l型托板(10)的底壁上,所述滑杆(16)底端固定焊接有半圆块(17),所述滑杆(16)上套设有弹力弹簧(18),所述弹力弹簧(18)的两端分别与l型托板(10)和半圆块(17)固定粘接。
4.根据权利要求3所述的一种高性能铸造成型机构,其特征在于:所述底座(1)顶壁靠近前端位置处固定焊接有推杆(19),所述推杆(19)设置在前侧下模具(11)的半圆块(17)下方。
5.根据权利要求1所述的一种高性能铸造成型机构,其特征在于:所述上模具(4)上设置有注料口(20),所述注料口(20)外接有注料设备。
技术总结本技术公开了一种高性能铸造成型机构,包括:底座,所述底座靠近后端的顶壁上固定安装有L型支撑架,所述L型支撑架上固定安装有两个液压杆,两个所述液压杆底端固定安装有上模具,所述底座顶壁中部固定安装有固定座,所述固定座上固定安装有转动座,所述转动座上转动连接有转杆,所述转杆的顶端固定焊接有安装座,所述安装座上固定焊接有两个连接杆,所述连接杆远离安装座的一端固定焊接有L型托板,所述L型托板上固定安装有与上模具相适配的下模具。本技术减少了铸造成型模具的停机等待时间,大大提高了铸造的工作效率,提高了铸造成型模具的性能。技术研发人员:陈晓,李新华,李延长受保护的技术使用者:沧州华信不锈钢制品有限公司技术研发日:20231110技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/11050.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。