一种IML注塑模具
- 国知局
- 2024-08-01 03:29:30
本发明涉及注塑,具体涉及一种iml注塑模具。
背景技术:
1、模内贴标(in-mold labeling,iml)工艺具有非常显著的特点,即iml工艺生产的产品表面为一层硬化的透明薄膜,中间为印刷图案层,背面为塑胶层。由于透明薄膜覆盖于印刷图案层上,在使用过程中,首先接触的是透明薄膜,透明薄膜可保护产品,增加产品表面的耐磨性,防正产品表面被刮花,同时由于印刷图案层上的油墨夹在中间,可避免油墨被刮花,并且可长期保持油墨颜色的鲜明,不易退色。
2、上述工艺是有别于传统的直接丝印、热收缩标签、不干胶标签的全新标签包装形式,主要用于注塑产品上。即在注塑前把已经印刷好的模内贴标放进注模腔内,当合模进行注塑时,经过模内高温、高压的作用使模内贴标同注塑件表面熔为一体,当模具打开后,一个印刷精美的模内贴标包装产品一次性完成。
3、上述工艺与传统成型印刷工艺相比优点如下:1、一步到位(下游工艺直接与注塑工艺相结合);2、更可靠的印刷质量(耐磨性和耐化学性);3、更换新的印刷图案时无需停止生产;4、杜绝二次印刷和贴标签的环境污染;5、标签与容器一体化;6、减少壁厚,使用更少的材料,从而降低材料成本;7、易于回收。
4、在注塑成型技术中使用模内贴标可为产品制造商或销售商以及最终用户带来显著优势,它消除了制造过程中的二次步骤,最终结果是永久性的。模内注塑贴标是一种注塑成型工艺,即背面注塑出平整、均匀的薄膜表面。在包装行业,当设计要求具有高度灵活性或无法在部件上直接成型印模时,模内贴标通常可替代印刷。模内贴标产品被广泛应用于医药、保健品、食品、饮料等的包装容器中。
技术实现思路
1、本发明的目的是:获得模塑应力小、翘曲趋势小、无飞边的扁平模塑件。
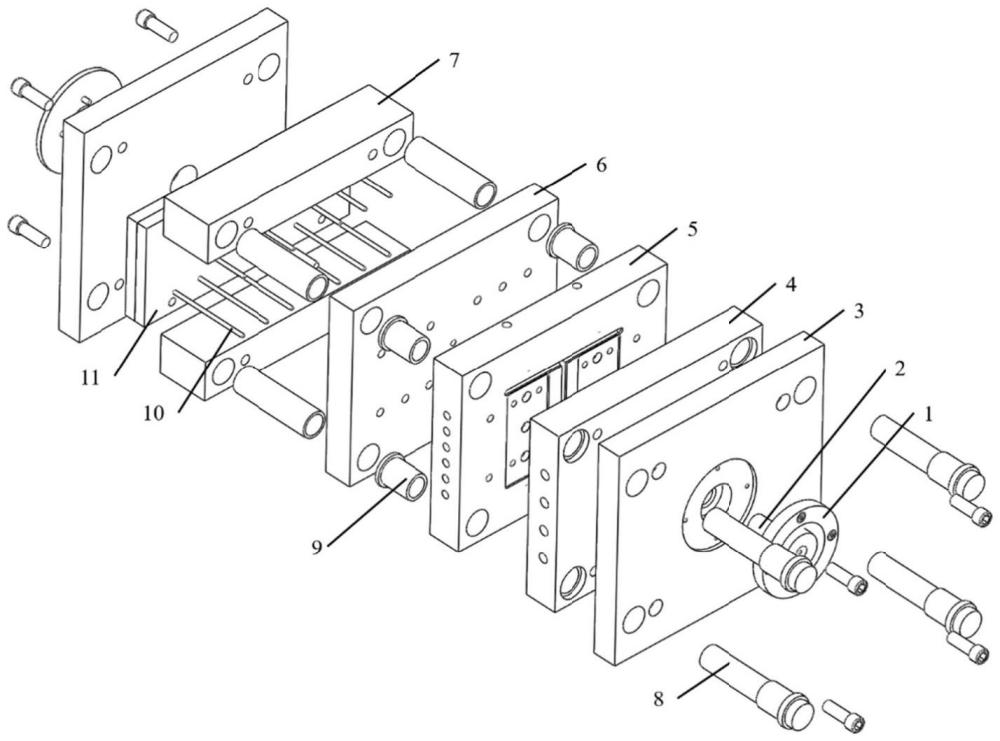
2、本发明的技术方案是提供了一种iml注塑模具,所述iml注塑模具用于通过灌注聚合物熔体得到iml零件,所述iml注塑模具包括用于开合所述iml注塑模具的型腔组件和用于向所述iml注塑模具灌注聚合物熔体的固定组件,定义灌注聚合物熔体时,型腔组件向固定组件移动的方向为第一方向;
3、所述型腔组件包括:
4、设有iml零件槽、第一冷却通道组、真空通道的型腔板;
5、所述iml零件槽设有n个真空吸嘴组、冷流道和压力温度组合传感器,真空吸嘴组与真空通道连接,用于吸附膜内标签,真空吸嘴组四周设有第一顶针,冷流道的横截面为抛物线形,设于iml零件槽的活动侧,冷流道靠近iml零件一侧设有薄膜浇口,压力温度组合传感器内嵌于iml零件槽的槽壁,用于直接测量聚合物熔体的压力和温度,;
6、所述第一冷却通道组包括第一冷却通道和第二冷却通道,第一冷却通道和第二冷却通道相互对称设于型腔板表面,第一冷却通道组一侧设有入水口和出水口,用于通过流动的冷却液体对灌注的聚合物熔体进行冷却;
7、采用导套与型腔板连接的支撑板,用于为型腔板提供支撑力;
8、采用支承柱与支撑板连接的顶出机构,顶出机构包括顶杆和设有顶出销以及回位销的顶出板,顶出销内部设有第二顶针,回位销内部设有螺旋弹簧;
9、当聚合物熔体灌注完成时,顶杆向第一方向移动,带动顶出板由第二顶针向支撑板连接的型腔板传递第一方向上的压力,进而带动第一顶针将位于iml零件槽的iml零件顶出,此时螺旋弹簧处于压缩状态;当聚合物熔体灌注时,螺旋弹簧恢复至正常状态,带动顶出板沿第一方向的反方向移动,使得型腔组件根据聚合物熔体灌注状态做往复运动;
10、所述固定组件包括:
11、带有第二冷却通道组的模具板,用于与型腔板形成灌注聚合物熔体空间,且在灌注聚合物熔体时配合第一冷却通道组进行冷却;
12、采用导柱与模具板连接的模座板,采用定位圈进行定位,将浇口衬套固定至模座板,浇口衬套嵌套有浇口套管,以延伸至模具板,用于灌注聚合物熔体。
13、优选地,所述第二冷却通道组的直径大于所述第一冷却通道组的直径。
14、优选地,所述浇口套管位于所述模具板的一端设有锥形浇口,用于灌注聚合物熔体。
15、优选地,所述入水口设于靠近所述冷流道的位置。
16、本发明的技术方案是提出一种iml注塑模具,采用抛物线横截面的冷流道,其优点是最接近圆形横截面,而且只需在模具的一半进行简单加工。在冷流道附近设置薄膜浇口,提供了均匀的流动前沿且冷流道能够降低薄膜浇口灌注时的热量,从而获得模塑应力小、翘曲趋势小的扁平模塑件。本发明提出的iml注塑模具中嵌入了两个压力和温度组合传感器,确保了熔体压力和熔体温度的实时测量,而不是只能测量模具温度,能更好的检测注塑成型过程中的熔体压力和温度变化。
技术特征:1.一种iml注塑模具,其特征在于,所述iml注塑模具用于通过灌注聚合物熔体得到iml零件,所述iml注塑模具包括用于开合所述iml注塑模具的型腔组件和用于向所述iml注塑模具灌注聚合物熔体的固定组件,定义灌注聚合物熔体时,型腔组件向固定组件移动的方向为第一方向;
2.如权利要求1所述的一种iml注塑模具,其特征在于,所述第二冷却通道组的直径大于所述第一冷却通道组的直径。
3.如权利要求1所述的一种iml注塑模具,其特征在于,所述浇口套管位于所述模具板的一端设有锥形浇口,用于灌注聚合物熔体。
4.如权利要求1所述的一种iml注塑模具,其特征在于,所述入水口设于靠近所述冷流道的位置。
技术总结本发明的技术方案是提出一种IML注塑模具,采用抛物线横截面的冷流道,其优点是最接近圆形横截面,而且只需在模具的一半进行简单加工。在冷流道附近设置薄膜浇口,提供了均匀的流动前沿且冷流道能够降低薄膜浇口灌注时的热量,从而获得模塑应力小、翘曲趋势小的扁平模塑件。本发明提出的IML注塑模具中嵌入了两个压力和温度组合传感器,确保了熔体压力和熔体温度的实时测量,而不是只能测量模具温度,能更好的检测注塑成型过程中的熔体压力和温度变化。技术研发人员:张亚伟,高浪,熊书强,周善意,贾宇翔受保护的技术使用者:东华大学技术研发日:技术公布日:2024/7/4本文地址:https://www.jishuxx.com/zhuanli/20240723/212702.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表