基于高速线激光的可拓展可变光斑的光固化增材制造装置及控制方法
- 国知局
- 2024-08-01 03:31:37
本发明涉及3d打印,尤其涉及基于高速线激光的可拓展可变光斑的光固化增材制造装置及控制方法。
背景技术:
1、光固化成形是应用最早、发展最为成熟的3d打印技术。该技术利用材料叠加成形,将目标模型划分为若干个平面层,以一定波长的光束扫描液态光敏树脂,被扫描到的光敏树脂固化变为固体,而未被扫描到的树脂依然保持液态,随着层层叠加,最终累积得到所需的目标模型。该技术现已运用到航空航天、汽车制造等多个领域。
2、目前主流的光固化3d打印技术主要以立体光刻成sla和数字光处理dlp以及两种技术为主。立体光刻成sla技术所涉及的是逐点扫描的打印方式,振镜一次偏转只能完成一个点打印,由点连成线,再由线连成面,随着材料的层层叠加,最终得到目标模型,但受限于逐点扫描的方式,该技术在打印大面积时耗费时间急剧增多,效率难以满足大尺寸的打印需求。数字光处理dlp技术所涉及的面曝光打印方式,可以一次成形一个面,成形效率高,但受到光学引擎像素点限制,导致大幅面打印时精度下降,也不适合于大尺寸模型的制作。立体光刻成sla与数字光处理dlp技术各有优势,但两种技术在大尺寸光固化打印的过程中都难以同时兼顾打印,lsu打印技术是通过精度与打印效率,这个缺点随着打印尺寸的增大体现得越来越明显,影响了光固化3d打印的进一步推广。因此,目前迫切需要一种能满足多种大尺寸模型打印需求的,使用时兼顾打印效率与打印精度的高质量打印装置。
技术实现思路
1、为解决现有技术所存在的技术问题,本发明提供基于高速线激光的可拓展可变光斑的光固化增材制造装置及控制方法,通过选用线光斑扫描的打印方式,能在充分保证打印质量的前提下,适当加快了打印速度。
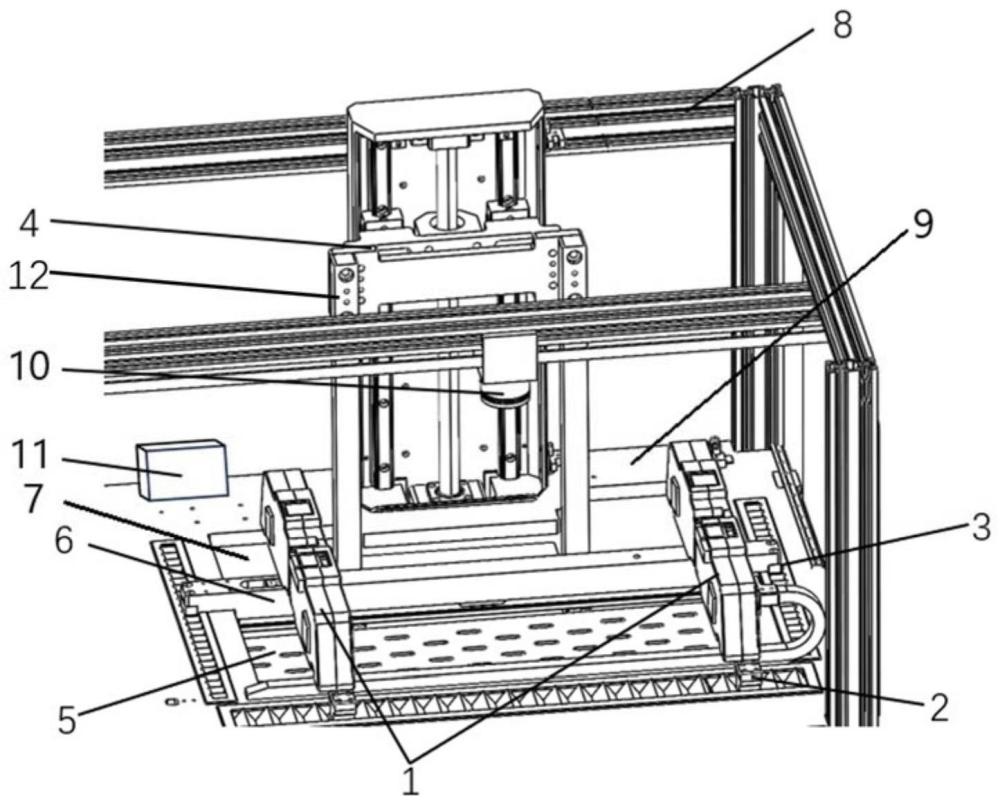
2、本发明装置采用以下技术方案来实现:基于高速线激光的可拓展可变光斑的光固化增材制造装置,包括光学引擎,x方向移动模块,y方向移动模块,z方向移动模块、打印平台,刮刀,料缸、机架、隔板、点激光扫描器与控制中心;
3、其中,光学引擎设置在打印平台的上方并与x方向移动模块相连接,使光学引擎在x方向移动模块的带动下沿x方向直线往复运动;
4、打印平台与z方向移动模块相连接,使打印平台在z方向移动模块的带动下在料缸内部沿z方向直线往复运动;
5、刮刀安装在打印平台上方,并在y方向移动模块的带动下,完成打印平台材料的铺覆;
6、x方向移动模块安装在隔板的x方向导轨内;
7、y方向移动模块安装在隔板y方向导轨内;
8、z方向移动模块安装在机架后方;
9、料缸放在隔板的下方,打印平台在料缸内直线移动,粘覆打印材料;
10、点激光扫描器安装在机架上部,通过点状激光对两组光学引擎线状光斑x方向重合区域以及线状光斑y方向搭接交界区域进行二次扫描固化;
11、控制中心与光学引擎,x方向移动模块,y方向移动模块,z方向移动模块以及点激光扫描器相互连接通信。
12、本发明控制方法采用以下技术方案来实现:基于高速线激光的可拓展可变光斑的光固化增材制造装置的控制方法,包括以下步骤:
13、s1、获取打印模型;
14、s2、将打印模型导入切片软件,根据光学引擎激光器激光光斑的大小,识别轮廓、精细结构、激光搭接处,激光重合处以及其它区域的特征尺寸,并划分大小光斑扫描的相关区域;
15、s3、得到含有激光扫描路径的切片文件,并导入装置准备打印;
16、s4、利用z方向移动模组带动打印平台上升,直至打印平台上表面与隔板上表面处于同一高度;
17、s5、将料缸装满打印材料,直至材料的水平面刚好没过打印平台;
18、s6、利用y方向移动模组带动刮刀铺覆均匀打印平台上表面的材料;
19、s7、导入切片文件,开始打印;
20、s8、控制x轴直线运动模组带动两组光学引擎相向运动,并开启大光斑激光器i进行扫描,两组光学引擎沿x方向由两端向中间移动,大光斑填充结束,关闭大光斑激光器i;
21、s9、同时开启小光斑激光器ii与点激光扫描器,控制x方向移动模块带动两组光学引擎相背运动,并开启小光斑激光器ii进行扫描,两组光学引擎沿x方向从中间向两端运动,小光斑填充结束,关闭小光斑激光器ii;点激光扫描器开启后将对中间两组光学引擎线状光斑x方向重合处以及线状光斑y方向光学引擎搭接交界处进行二次扫描固化,扫描完成关闭点激光扫描器,固化光源会对材料进行固化,从而完成一层的打印;
22、s10、利用z方向移动模块带动打印平台下降一个打印层厚,y方向移动模块带动刮刀铺覆均匀打印平台上表面材料;
23、s11、控制x方向移动模块、大光斑激光器i、小光斑激光器ii以及点激光扫描器,重复步骤s8与s9,激光使得新一层的材料固化,完成新一层的打印;
24、s12、利用z方向移动模块带动打印基板再下降一个打印层厚,y方向移动模块继续带动刮刀铺覆均匀打印平台上表面材料;
25、s13、重复步骤s8~s12直至整个模型打印完成。
26、本发明与现有技术相比,具有如下优点和有益效果:
27、1、本发明兼顾了打印精度与打印效率,现有的主流光固化3d打印技术为数字光处理dlp与立体光刻成形sla两种打印技术,在大尺寸打印时,dlp打印技术受限于光机像素点,存在打印精度低的问题;sla打印技术所涉及的逐点扫描打印方式,存在打印效率低等问题,导致了光固化3d打印技术始终难以向大尺寸进行突破;而本发明选用的线光斑扫描的打印方式,充分结合上述两种技术的优点,能在充分保证打印质量的前提下,适当加快了打印速度;为了能进一步提升打印效率,本发明还提出了变光斑交替扫描的打印方式,在光学引擎内部设置两个激光器,分别发射小直径激光光斑与大直径激光光斑,并通过控制电机的正转与反转的方式,带动光学引擎相向运动与相背运动;在相向运动时选用大光斑填充大幅面的打印区域,在相背运动时使用小光斑勾勒小尺寸打印细节,在保证打印精度的同时,进一步提高了打印效率。
28、2、本发明适合于大尺寸的打印,由于现有的增材制造的发展形势朝着大型化、一体化方向,因此这就要求设备能够满足大幅面模型成形的打印需求,传统的大尺寸模型的打印方法都是将模型切分为几个部分,每一部分完成制作后再组合在一起,这就导致了模型结合处精度不高,制作流程繁琐,需要较高的加工与人工成本,而本发明所提出的线光斑搭接方法,可在单个光学引擎射出的线状光斑宽度的基础上,通过多个光学引擎的串联,将线状光斑宽度成倍扩展;光学引擎的外壳上设计有卡扣,可直接与另一台光学引擎固定连接,同时光学引擎安装块采用龙门式结构,在进行搭接时可以灵活拆卸;为了保证线状光斑搭接处的固化质量,本发明还设计安装了点激光扫描器,对搭接区域进行二次扫描固化,进一步保证了搭接处的结构强度。
29、3、本发明具有较高的可拓展性与灵活度,通过线状光斑搭接方法,可将多个光学引擎在y方向上串联起来,使得线状光斑的扫描宽度成倍扩展,在x方向上,可以通过延长轨道,增加光学引擎的走扫长度的方法,实现线状光斑走扫距离的不断增加;通过x方向上走扫距离的增加与y方向上线状光斑扫描宽度的扩展,最终实现了装置允许的打印尺寸的进一步增大;可以根据实际打印需求,选择合适的走扫距离与光学引擎串联数量,完成更大尺寸模型的打印,具有很高的拓展性;在扩大打印幅面的同时,可增加使用多个点激光扫描器,划分不同的打印区域,每个点激光扫描器对对各自区域两组光学引擎线状光斑x方向重合区域以及线状光斑y方向搭接区域二次扫描固化,使得设备打印尺寸变化更加灵活,能同时兼顾尺寸、效率与精度三方面打印要求。
本文地址:https://www.jishuxx.com/zhuanli/20240723/212904.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种自强制喂料挤出机
下一篇
返回列表