一种用于组装角码与铝型材的组角装置的制作方法
- 国知局
- 2024-08-05 13:00:37
本技术涉及铝型材装配设备,尤其涉及一种用于组装角码与铝型材的组角装置。
背景技术:
1、在断桥铝合金门窗装配环节中,需用采用手工或设备对铝型材组角,先在两个铝型材的对接端插接角码,在通过挤压、铆接等方式固定,装配形成门窗边框。由于手工组角效率低下、对接不准、容易松动,目前普遍使用组角机作为替代,确保门窗边框形成90度角连接。
2、专利号zl 201720186829.4公开了一种铝型材新型组角机,包括工作台、左组角机构和右组角机构,所述工作台上安装有外定位机构和内定位机构,其特征是,所述工作台上还设置有左导轨机构和右导轨机构,左组角机构和右组角机构分别以可位移方式坐于左导轨机构和右导轨机构上,且左导轨机构和右导轨机构上还分别设置有位移启停开关,以使左组角机构或右组角机构可沿其对应的左导轨机构或右导轨机构移动启动和停止。
3、上述专利方案提及的组角机,属于常规的组角机结构,通过相关机构进行组角,能够提高装配便精度。然而,工作人员需要提前对组角、铝型材进行对接,两者初步安装完成后,才能放入组角机进行组角,无疑大幅度降低装配效率。
技术实现思路
1、本实用新型目的是为了解决现有技术中存在的缺点,而提出一种用于组装角码与铝型材的组角装置。
2、为实现上述目的,本实用新型采用如下技术方案:
3、一种用于组装角码与铝型材的组角装置,包括机架、固设于机架的角部挡块,以及滑动连接于机架的铆接刀具和角部夹头,铆接刀具对称设置于角部挡块两侧,角部夹头与角部挡块中心对齐,铆接刀具、角部夹头沿角部挡块方向滑动,其特征在于:
4、还包括对角码进行固定的预装机构、对角码和铝型材进行运输的送料机构,以及推动铝型材与角码插接的推料机构,预装机构升降连接于角部挡块内侧,送料机构与机架升降连接,推料机构与送料机构滑动连接。
5、优选地,所述送料机构包括用于放置角码的角码升降台,以及驱动角码升降台沿垂直方向运动的角码升降器,角码升降台位于角部挡块内侧。
6、优选地,所述送料机构包括用于放置铝型材的型材升降台,以及驱动型材升降台沿垂直方向运动的型材升降器,型材升降台位于铆接刀具内侧。
7、优选地,所述机架设有垂直向下的容置腔,角码升降台、型材升降台滑动连接于容置腔内,容置腔的开口位置设有可开合的遮盖板。
8、优选地,所述预装机构包括设于角码升降台上方的压料块,以及驱动压料块沿垂直方向运动的压料驱动器,压料块向下延伸有限位部,限位部呈l形结构,且与角部挡块内侧对应设置。
9、优选地,所述型材升降台两侧分别设有夹料定板和夹料动板,以及驱动夹料动板往夹料定板方向移动的夹料驱动器,夹料定板与角部挡块内侧对齐。
10、优选地,所述角部挡块内侧包括两个相互垂直的挡块立面,夹料定板用于与铝型材接触的接触面与挡块立面平齐。
11、优选地,所述推料机构包括安装在型材升降台上方的推料块,以及驱动推料块沿角部挡块方向移动的推料驱动器,推料块位于型材升降台远离角部挡块的一侧。
12、优选地,所述推料块一侧与推料驱动器伸缩连接,推料块另一侧为斜面,且沿角部挡块方向延伸有插接部,插接部与铝型材内侧套接。
13、本实用新型具有如下有益效果:
14、本实用新型通过设置预装机构、送料机构和推料机构,能够对角码进行固定,对角码和铝型材进行运输,以及推动铝型材与角码插接。首先,将角码、铝型材堆叠放置在送料机构,随着送料机构上升,最上一层角码、铝型材运输至工作平台。然后,预装机构下降,并与角部挡块内侧贴合,预装机构、角部夹头对角码进行夹持。接着,推料机构推动铝型材滑行,角码与铝型材对接预装,预装机构、角部夹头复位,铝型材与角码相互插接。最后,角部挡块、角部夹头对插接完成后的铝型材进行夹持,铆接刀具对其进行铆接固定,完成组角装配工作,期间工作人员无需手动送料及安装,有效提高装配效率。
15、附图说明
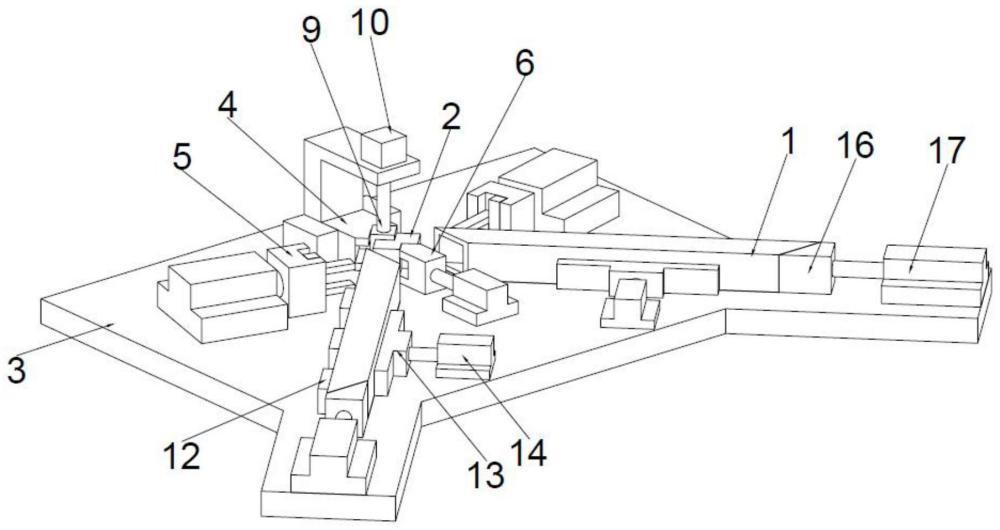
16、图1为本实用新型所述组角装置的装配结构示意图一
17、图2为本实用新型所述组角装置的装配结构示意图二
18、图3为本实用新型所述压料块的结构示意图
19、图4为本实用新型所述角部挡块的结构示意图
20、图5为本实用新型所述推料块的结构示意图
技术特征:1.一种用于组装角码与铝型材的组角装置,包括机架、固设于机架的角部挡块,以及滑动连接于机架的铆接刀具和角部夹头,铆接刀具对称设置于角部挡块两侧,角部夹头与角部挡块中心对齐,铆接刀具、角部夹头沿角部挡块方向滑动,其特征在于:
2.根据权利要求1所述一种用于组装角码与铝型材的组角装置,其特征在于:所述送料机构包括用于放置角码的角码升降台,以及驱动角码升降台沿垂直方向运动的角码升降器,角码升降台位于角部挡块内侧。
3.根据权利要求2所述一种用于组装角码与铝型材的组角装置,其特征在于:所述送料机构包括用于放置铝型材的型材升降台,以及驱动型材升降台沿垂直方向运动的型材升降器,型材升降台位于铆接刀具内侧。
4.根据权利要求3所述一种用于组装角码与铝型材的组角装置,其特征在于:所述机架设有垂直向下的容置腔,角码升降台、型材升降台滑动连接于容置腔内,容置腔的开口位置设有可开合的遮盖板。
5.根据权利要求3所述一种用于组装角码与铝型材的组角装置,其特征在于:所述预装机构包括设于角码升降台上方的压料块,以及驱动压料块沿垂直方向运动的压料驱动器,压料块向下延伸有限位部,限位部呈l形结构,且与角部挡块内侧对应设置。
6.根据权利要求3所述一种用于组装角码与铝型材的组角装置,其特征在于:所述型材升降台两侧分别设有夹料定板和夹料动板,以及驱动夹料动板往夹料定板方向移动的夹料驱动器,夹料定板与角部挡块内侧对齐。
7.根据权利要求6所述一种用于组装角码与铝型材的组角装置,其特征在于:所述角部挡块内侧包括两个相互垂直的挡块立面,夹料定板用于与铝型材接触的接触面与挡块立面平齐。
8.根据权利要求3所述一种用于组装角码与铝型材的组角装置,其特征在于:所述推料机构包括安装在型材升降台上方的推料块,以及驱动推料块沿角部挡块方向移动的推料驱动器,推料块位于型材升降台远离角部挡块的一侧。
9.根据权利要求8所述一种用于组装角码与铝型材的组角装置,其特征在于:所述推料块一侧与推料驱动器伸缩连接,推料块另一侧为斜面,且沿角部挡块方向延伸有插接部,插接部与铝型材内侧套接。
技术总结本技术公开一种用于组装角码与铝型材的组角装置,其特征在于:还包括对角码进行固定的预装机构、对角码和铝型材进行运输的送料机构,以及推动铝型材与角码插接的推料机构,预装机构升降连接于角部挡块内侧,送料机构与机架升降连接,推料机构与送料机构滑动连接。本技术将角码、铝型材堆叠放置在送料机构,最上一层角码、铝型材运输至工作平台;预装机构、角部夹头对角码进行夹持,推料机构推动铝型材滑行,角码与铝型材对接预装;预装机构、角部夹头复位,铝型材与角码相互插接;角部挡块、角部夹头对插接完成后的铝型材进行夹持,铆接刀具对其进行铆接固定,期间工作人员无需手动送料及安装,有效提高装配效率。技术研发人员:招钰佳受保护的技术使用者:广东佳华铝业有限公司技术研发日:20231128技术公布日:2024/7/23本文地址:https://www.jishuxx.com/zhuanli/20240725/265388.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
底部支架模具的制作方法
下一篇
返回列表