高速电镀生产线用的钢带夹紧器的制作方法
- 国知局
- 2024-07-27 11:36:08
本技术属于半导体电镀设备领域,特别是一种高速电镀生产线用的钢带夹紧器。
背景技术:
1、高速电镀生产线一般利用钢带挂住半导体,然后对半导体进行电镀,生产线通过夹送轮组对钢带夹持并传送,当需要更换钢带时,把旧钢带取下换上新钢带,新钢带的头尾需要连接,形成一个环路,目前一般是通过连接块将新钢带的头尾连接,然后通过铆钉使连接块固定在新钢带上,存在的问题是,由于钢带的上部有定位孔,钢带的下部需要安装弹簧夹,因此连接块只能设置在钢带的中部,由于受力面积比较小,连接不太牢固,容易断开,导致整条生产线损坏;如果采用焊接连接,则不容易断开,但钢带的头尾不容易对正,并且焊接时容易偏移或错位。
技术实现思路
1、为了克服上述现有技术的缺陷,本实用新型提出一种高速电镀生产线用的钢带夹紧器,使用方便,能够对生产线上的钢带进行夹紧,避免钢带焊接时偏移或错位。本实用新型所要解决的技术问题是通过如下技术方案实现的:
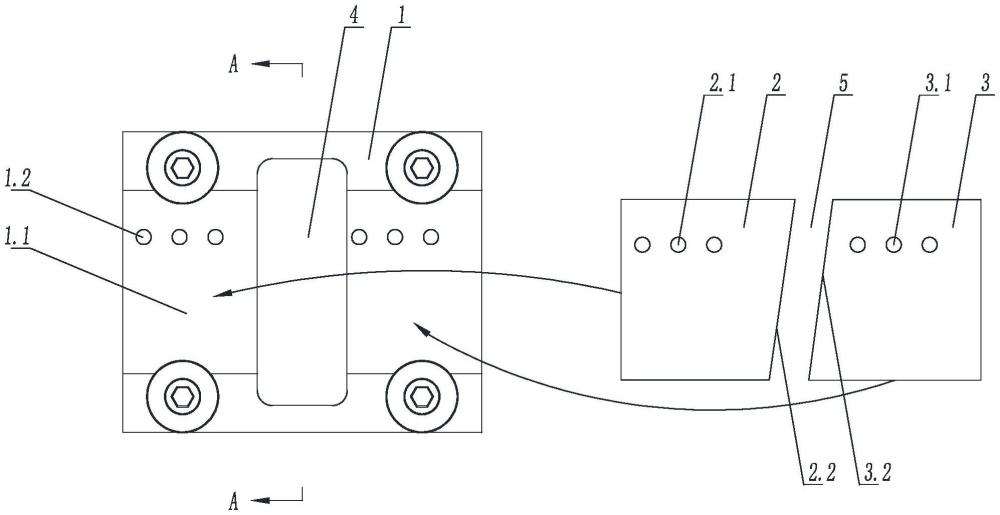
2、一种高速电镀生产线用的钢带夹紧器,包括夹紧座、第一限位块和第二限位块,在夹紧座设置夹紧槽,在夹紧槽内设置与钢带上的定位孔相对应的定位针,在夹紧槽的中间设置纵向凹槽,在纵向凹槽内设置铜块,铜块的上端面与夹紧槽的底面持平,第一限位块和第二限位块设置在夹紧槽内,在第一限位块设置第一通孔,在第二限位块设置第二通孔,第一通孔、第二通孔与定位针的位置相一致,在第一限位块和第二限位块之间设置间隙。
3、进一步地,在夹紧座设置4个螺孔,夹紧座通过螺丝和螺介将第一限位块和第二限位块固定。
4、进一步地,第一限位块包括第一斜边,第二限位块包括第二斜边。
5、进一步地,第一斜边与第二斜边之间形成间隙。
6、具体地,定位针的数量为2-10个。
7、具体地,第一通孔的数量为1-5个。
8、具体地,第二通孔的数量为1-5个。
9、本实用新型使用方便,能够对生产线上的钢带进行夹紧,避免钢带焊接时偏移或错位。
技术特征:1.一种高速电镀生产线用的钢带夹紧器,其特征是,包括夹紧座、第一限位块和第二限位块,在所述夹紧座设置夹紧槽,在所述夹紧槽内设置与钢带上的定位孔相对应的定位针,在所述夹紧槽的中间设置纵向凹槽,在所述纵向凹槽内设置铜块,所述铜块的上端面与夹紧槽的底面持平,所述第一限位块和第二限位块设置在夹紧槽内,在所述第一限位块设置第一通孔,在所述第二限位块设置第二通孔,所述第一通孔、第二通孔与所述定位针的位置相一致,在所述第一限位块和第二限位块之间设置间隙。
2.根据权利要求1所述的高速电镀生产线用的钢带夹紧器,其特征是,在所述夹紧座设置4个螺孔,所述夹紧座通过螺丝和螺介将第一限位块和第二限位块固定。
3.根据权利要求1所述的高速电镀生产线用的钢带夹紧器,其特征是,所述第一限位块包括第一斜边,所述第二限位块包括第二斜边。
4.根据权利要求3所述的高速电镀生产线用的钢带夹紧器,其特征是,所述第一斜边与第二斜边之间形成间隙。
5.根据权利要求1所述的高速电镀生产线用的钢带夹紧器,其特征是,所述定位针的数量为2-10个。
6.根据权利要求1所述的高速电镀生产线用的钢带夹紧器,其特征是,所述第一通孔的数量为1-5个。
7.根据权利要求1所述的高速电镀生产线用的钢带夹紧器,其特征是,所述第二通孔的数量为1-5个。
技术总结本技术属于半导体电镀设备领域,特别是一种高速电镀生产线用的钢带夹紧器,包括夹紧座、第一限位块和第二限位块,在夹紧座设置夹紧槽,在夹紧槽内设置与钢带上的定位孔相对应的定位针,在夹紧槽的中间设置纵向凹槽,在纵向凹槽内设置铜块,铜块的上端面与夹紧槽的底面持平,第一限位块和第二限位块设置在夹紧槽内,在第一限位块设置第一通孔,在第二限位块设置第二通孔,第一通孔、第二通孔与定位针的位置相一致,在第一限位块和第二限位块之间设置间隙。本技术使用方便,能够对生产线上的钢带进行夹紧,避免钢带焊接时偏移或错位。技术研发人员:陈杰尧,莫玉成,邱焕枢,曾志坚,陈耀锋,吴庆军,李志伟,彭伟才,陆志平,聂洪锦,梁晓,叶志贤,叶惠邦,陈威彬,曾章杰,黄永庆受保护的技术使用者:佛山市蓝箭电子股份有限公司技术研发日:20231107技术公布日:2024/5/29本文地址:https://www.jishuxx.com/zhuanli/20240726/118833.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表