铝电解阴极钢棒及其镀层的制备方法与流程
- 国知局
- 2024-07-27 11:39:53
本发明涉及铝电解,尤其是涉及一种铝电解阴极钢棒及其镀层的制备方法。
背景技术:
1、铝电解阴极炭块组包括阴极碳块、阴极钢棒、浇铸用的磷生铁或捣固碳糊等,阴极炭块通过阴极钢棒与母线相连,以进行电流传导。
2、在装配式的铝电解阴极炭块组中,阴极钢棒和炭块之间会直接接触。当在高温条件下时,阴极钢棒会因为与炭块直接接触而发生渗碳反应,以及进一步发生化学反应生成碳化铁;随着工作时间的增加,阴极钢棒的电阻会逐渐上升,导致阴极压降逐步升高。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。
2、为此,本发明的第一方面提供了一种铝电解阴极钢棒,能够有效避免阴极钢棒与炭碗发生渗碳、铁碳反应,进而防止阴极压降因渗碳、铁碳反应而升高。
3、本发明的第二方面提供了一种铝电解阴极钢棒的镀层的制备方法。
4、本发明的第三方面提供了一种铝电解阴极钢棒的镀层的制备方法。
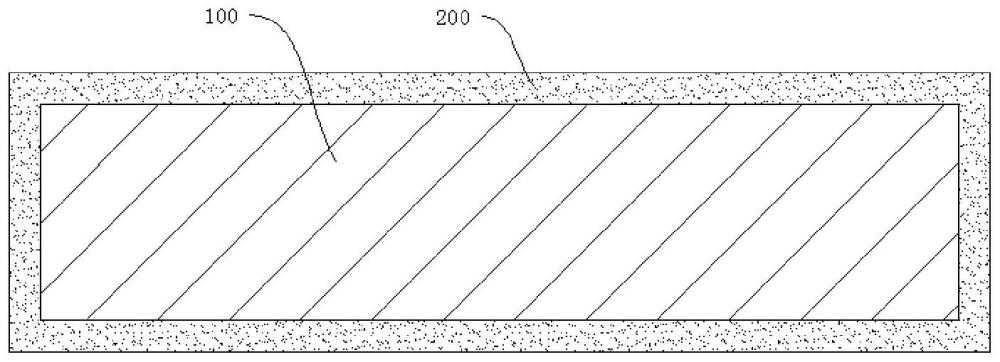
5、根据本发明的第一方面实施例的铝电解阴极钢棒,包括阴极钢棒本体,所述阴极钢棒本体的表面设置有防渗碳、防止铁碳反应的镀层;所述镀层为铟锡合金氧化反应后形成的氧化物膜。
6、根据本发明实施例的铝电解阴极钢棒,至少具有如下有益效果:在阴极钢棒本体的表面设置防渗碳、防止铁碳反应的镀层,镀层为铟锡合金氧化反应后形成的氧化物膜;铟锡合金氧化形成的氧化物镀层具有良好的导电性能,且具有耐高温特性,可以在高达950℃~1100℃的条件下使用,在避免阴极压降因渗碳、铁碳反应而升高的同时,还能够对阴极钢棒的本体进行保护。
7、根据本发明的一些实施例,所述镀层的厚度为10μm~50μm。
8、根据本发明的一些实施例,所述镀层的厚度优选为20μm。
9、根据本发明的一些实施例,所述铟锡合金中铟和锡的比例范围是8:1~10:1。
10、根据本发明的一些实施例,所述铟锡合金中铟和锡的比例优选是9:1。
11、根据本发明的一些实施例,所述铟锡合金在150℃~170℃的条件下,通过电镀或热喷镀或热刷镀的方式形成金属膜层覆盖在所述阴极钢棒本体的表面。
12、根据本发明的一些实施例,所述金属膜层在300℃~350℃的条件下形成所述镀层覆盖在所述阴极钢棒本体的表面。
13、根据本发明的第二方面实施例的一种铝电解阴极钢棒的镀层的制备方法,用于得到上述镀层,包括以下步骤:
14、对阴极钢棒本体的表面进行除油、除锈,使其表面净化;
15、将所述阴极钢棒本体的表面喷涂铟锡合金粉末;
16、对所述阴极钢棒本体进行加热至150℃~170℃,使得所述铟锡合金粉末在所述阴极钢棒本体的表面形成金属膜层;
17、继续对所述阴极钢棒本体进行加热至300℃~350℃,使得所述金属膜层形成可导电的防渗碳、防止铁碳反应的镀层,所述镀层为所述铟锡合金粉末氧化反应后形成的氧化物膜;所述镀层可以在950℃~1100℃的温度下安全使用。
18、在上述方法中,所述铟锡合金粉末的粒径为3μm~5μm。
19、根据本发明的第三方面实施例的一种铝电解阴极钢棒的镀层的制备方法,用于得到上述镀层,包括以下步骤:
20、对阴极钢棒本体的表面进行除油、除锈,使其表面净化;
21、利用热喷涂的方式将铟锡合金丝喷涂到所述阴极钢棒本体的表面,热喷涂温度为150℃~170℃,使得熔化的铟锡合金液滴喷涂在所述阴极钢棒本体的表面形成金属膜层;
22、将所述金属膜层继续加热至300℃~350℃,使得所述金属膜层形成可导电的防渗碳、防止铁碳反应的镀层,所述镀层为所述铟锡合金氧化反应后形成的氧化物膜;所述镀层可以在950℃~1100℃的温度下安全使用。
23、在上述方法中,热喷涂的工艺参数如下:喷涂气体使用氧气和乙炔的流量比为1.5~1:1,保护气体氮气的流量为0.3~0.6m3/h,喷涂距离为160~200mm,喷枪速度为45~70mm/min,送料速度为20~30g/min,送料气体氮气流量为0.3~0.6m3/h。
24、本申请的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本申请而了解。本申请的目的和其他优点可通过在说明书、权利要求书以及附图中所特别指出的结构来实现和获得。
技术特征:1.一种铝电解阴极钢棒,其特征在于,包括阴极钢棒本体,所述阴极钢棒本体的表面设置有防渗碳、防止铁碳反应的镀层;所述镀层为铟锡合金氧化反应后形成的氧化物膜。
2.根据权利要求1所述的铝电解阴极钢棒,其特征在于,所述镀层的厚度为10μm~50μm。
3.根据权利要求2所述的铝电解阴极钢棒,其特征在于,所述镀层的厚度优选为20μm。
4.根据权利要求1所述的铝电解阴极钢棒,其特征在于,所述铟锡合金中铟和锡的比例范围是8:1~10:1。
5.根据权利要求4所述的铝电解阴极钢棒,其特征在于,所述铟锡合金中铟和锡的比例优选是9:1。
6.根据权利要求1所述的铝电解阴极钢棒,其特征在于,所述铟锡合金在150℃~170℃的条件下,通过电镀或热喷镀或热刷镀的方式形成金属膜层覆盖在所述阴极钢棒本体的表面。
7.根据权利要求6所述的铝电解阴极钢棒,其特征在于,所述金属膜层在300℃~350℃的条件下形成所述镀层覆盖在所述阴极钢棒本体的表面。
8.一种铝电解阴极钢棒的镀层的制备方法,其特征在于,用于得到权利要求1至7中任意一项所述的镀层,包括以下步骤:
9.一种铝电解阴极钢棒的镀层的制备方法,其特征在于,用于得到权利要求1至7中任意一项所述的镀层,包括以下步骤:
10.根据权利要求9中所述的制备方法,其特征在于,热喷涂的工艺参数如下:喷涂气体使用氧气和乙炔的流量比为1.5~1:1,保护气体氮气的流量为0.3~0.6m3/h,喷涂距离为160~200mm,喷枪速度为45~70mm/min,送料速度为20~30g/min,送料气体氮气流量为0.3~0.6m3/h。
技术总结本发明公开了一种铝电解阴极钢棒及其镀层的制备方法,铝电解阴极钢棒包括阴极钢棒本体,阴极钢棒本体的表面设置有防渗碳、防止铁碳反应的镀层;镀层为铟锡合金氧化反应后形成的氧化物膜。铟锡合金氧化形成的氧化物镀层具有良好的导电性能,且具有耐高温特性,可以在高达950℃~1100℃的条件下使用,在避免阴极压降因渗碳、铁碳反应而升高的同时,还能够对阴极钢棒的本体进行保护。技术研发人员:吕冰,梁刚受保护的技术使用者:北京雨亭环能工程技术有限公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240726/119067.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表