一种铝合金硬质阳极氧化加工方法与流程
- 国知局
- 2024-07-27 11:57:36
本发明属于铝合金表面处理领域,具体涉及一种铝合金硬质阳极氧化加工方法。
背景技术:
1、铝及铝合金具有密度低、塑性好、易强化、耐腐蚀、导电导热能力强、力学性能优异和可加工性能好等一系列优点,广泛应用于航空、航天、船舶和汽车等领域。但铝及铝合金在特定浓度范围内的酸碱环境下会发生不同程度的腐蚀,且容易在铝合金表面生成一层耐腐蚀性能差的氧化膜,特别是在潮湿环境下更容易发生,同时,铝合金的硬度及耐磨性较差。近年来,硬质阳极氧化是改进铝合金耐蚀性、耐磨性及硬度的主要工艺。
2、铝合金的硬质阳极氧化处理是在电解液中,以铝合金为阳极,利用电解作用,使材料表面形成硬质阳极氧化膜层。硬质阳极氧化膜层比自然形成的氧化膜性能更好,膜层厚度、硬度、耐磨性明显提高,而硬质阳极氧化膜为多孔型,外观为浅灰色、深灰色、灰褐色至黑色膜层。铝合金阳极氧化的常规工艺流程包括脱脂→水洗→碱蚀→水洗→中和出光→水洗→硬质氧化→水洗→封闭→干燥→检验,其中硬质氧化主要以硫酸硬质阳极氧化正直流稳流法应用最广,但实际应用中,受结构或成分影响,铝合金在进行阳极氧化时极易产生烧蚀或膜层厚度、硬度不满足要求的情况,合格率较低,且需制作专用的氧化工装,生产成本较大。因此,为进一步提高硬质阳极氧化膜层的硬度、耐磨性,降低零件烧蚀风险和生产成本,急需一种新的铝合金硬质阳极氧化方法。
技术实现思路
1、针对上述技术问题,本发明提供一种铝合金硬质阳极氧化加工方法,该方法在硬质阳极氧化过程中将传统直流稳流的加工方式替换为叠加脉冲加工方式,进行硬质阳极氧化,该工艺方法简单,操作方便,可有效提高硬质阳极化膜层质量和产品的加工效率。
2、为实现上述目的,本发明采用如下技术方案:
3、一种铝合金硬质阳极氧化加工方法,包括以下步骤:
4、s1、将铝合金进行前处理,所述前处理包括除油、出光、碱蚀、水洗;
5、s2、将经过前处理的铝合金置于阳极氧化槽液中,采用直流叠加脉冲法进行硬质阳极氧化;所述阳极氧化槽液的温度为-9℃~-4℃,电流密度为2.0~2.5a/dm2,慢升时间为10~15min,脉冲占空比为20%~30%,脉冲宽度为40ms~50ms,脉冲间隙为50ms~60ms;
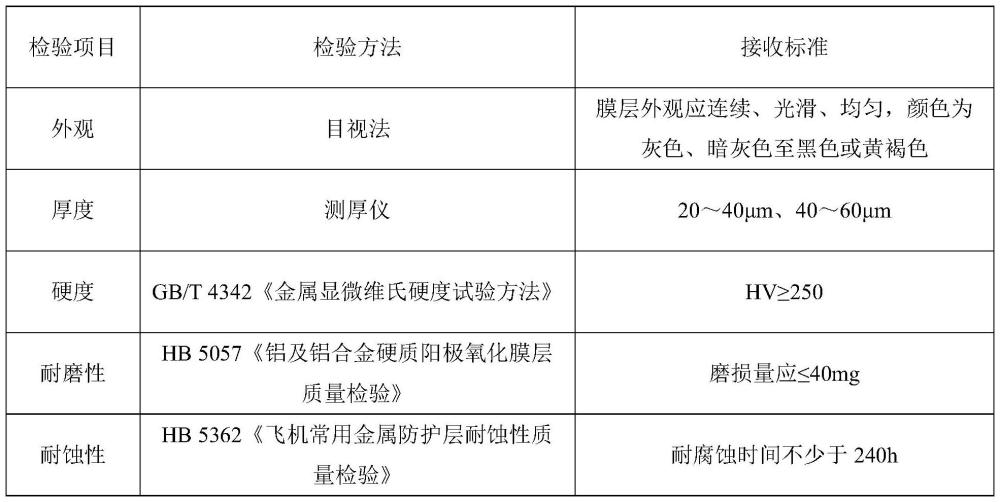
6、s3、将硬质阳极氧化后的铝合金水洗、干燥后,检验。
7、脉冲通常指电子技术中经常运用的一种像脉搏似的短暂起伏的电冲击(电压或电流),主要特征有脉冲宽度、脉冲间隙和脉冲占空比;脉冲宽度指一个脉冲周期内高电平持续的时间,脉冲间隙为两个相邻脉冲之间的时间间隔,脉冲占空比指高电平在一个脉冲周期中所占的比例。现有技术中常使用单一的氧化方式如交流、直流或脉冲进行氧化,容易出现阳极氧化槽液温度不稳定、脉冲工艺参数控制不当等问题,导致加工膜层硬度、厚度、外观不合格。本发明采用直流叠加脉冲法进行硬质阳极氧化,在硬质阳极化成膜过程中,工作电流脉冲式作用于铝合金表面,电流不易长时间聚集,不会造成零件烧伤;还可使膜层孔隙中不断循环成膜过程,致使生成膜层孔隙更小,生成膜层更加均匀,制备得到的硬质阳极化膜层致密、孔隙少、硬度高、耐磨性和耐蚀性高,且零件的报废率和加工成本大大降低。
8、进一步地,步骤s1中所述铝合金为2a12铝合金、2a50铝合金、7050铝合金、7a09铝合金中的一种。
9、进一步地,步骤s1中所述铝合金的表面粗糙度ra值≤0.8μm。
10、进一步地,步骤s1中所述前处理依次包括铝合金表面状态验收、有机溶剂除油、装挂、水洗、化学除油、水洗、出光、水洗、碱蚀、水洗、出光、水洗。
11、在本发明的一些实施例中,所述前处理依次为铝合金表面状态验收、有机溶剂除油、装挂、流动冷水洗、化学除油、热水洗、流动冷水洗、出光、流动冷水洗、碱腐蚀、热水洗、流动冷水洗、出光、流动冷水洗、去离子水洗;其中流动冷水洗的条件为室温、1min~2min;化学除油的条件为70℃~90℃、1min~2min;热水洗的条件为60℃~90℃、1min~2min;出光的条件为室温、至光亮;碱腐蚀的条件为40℃~55℃、小于0.5min;去离子水洗的条件为室温、1min~2min、30s水膜连续性检测。
12、进一步地,步骤s2中所述阳极氧化槽液为硫酸溶液,浓度为300~350g/l。
13、进一步地,步骤s2中所述硬质阳极氧化的氧化时间为50~70min,最低终止电压为22~40v;实际应用时可通过调节终止电压和氧化时间控制硬质阳极氧化膜层厚度。
14、进一步地,步骤s3中对硬质阳极氧化后的铝合金先后使用去离子水、60℃~90℃的热水水洗1~2min,再使用洁净压缩空气吹干;所述去离子水洗条件为室温。
15、与现有技术相比,本发明提供一种铝合金硬质阳极氧化加工方法,使用直流叠加脉冲的方式进行铝合金硬质阳极氧化,具有以下有益效果:
16、(1)本发明操作简便,加工产品可直接采用铝丝进行装挂,增加了同槽数量;
17、(2)本发明可有效避免硬质阳极化零件局部夹伤、烧伤、变形、夹具印大等问题,制备的硬质阳极化膜层均匀、光滑、完整,无夹具印;
18、(3)本发明制备的膜层致密,孔隙率低;膜层硬度均大于300hv0.05,优于直流法;膜层磨损量小于40mg,与直流法相当;膜层耐蚀性可达到500h不锈蚀,优于直流法;
19、(4)本发明对于硬质阳极氧化零件加工合格率可达到100%,在孔隙率、厚度、硬度、耐磨性和耐蚀性要求较高的铝合金零件的加工质量及生产成本控制上具有较强的实用性和推广价值。
技术特征:1.一种铝合金硬质阳极氧化加工方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的铝合金硬质阳极氧化加工方法,其特征在于,步骤s1中所述铝合金为2a12铝合金、2a50铝合金、7050铝合金、7a09铝合金中的一种。
3.根据权利要求1所述的铝合金硬质阳极氧化加工方法,其特征在于,步骤s1中所述铝合金的表面粗糙度ra值≤0.8μm。
4.根据权利要求1所述的铝合金硬质阳极氧化加工方法,其特征在于,步骤s1中所述前处理依次包括铝合金表面状态验收、有机溶剂除油、装挂、水洗、化学除油、水洗、出光、水洗、碱蚀、水洗、出光、水洗。
5.根据权利要求1所述的铝合金硬质阳极氧化加工方法,其特征在于,步骤s2中所述阳极氧化槽液为硫酸溶液,浓度为300~350 g/l。
6.根据权利要求1所述的铝合金硬质阳极氧化加工方法,其特征在于,步骤s2中所述硬质阳极氧化的氧化时间为50~70min,最低终止电压为22~40v。
7.根据权利要求1所述的铝合金硬质阳极氧化加工方法,其特征在于,步骤s3中对硬质阳极氧化后的铝合金先后使用去离子水、60℃~90℃的热水水洗1~2min,再使用洁净压缩空气吹干。
技术总结本发明公开了一种铝合金硬质阳极氧化加工方法,该方法中铝合金经除油、出光、碱蚀、水洗等前处理后,使用直流叠加脉冲的加工方式进行铝合金的硬质阳极氧化,控制氧化过程中电流密度为2.0~2.5A/dm2,慢升时间为10~15min,脉冲占空比为20%~30%,脉冲宽度为40ms~50ms,脉冲间隙为50ms~60ms,制备的硬质阳极化膜层致密、孔隙少、厚度均匀、硬度高、耐磨性和耐蚀性高。本发明工艺方法简单,操作方便,能有效提高加工件的合格率,降低加工成本,并且膜层性能优于传统制备的镀层,具有较高的应用价值。技术研发人员:赵金航,陈文举,朱鹏程,郭涛,李博,李涛,兰娟,马晓炜受保护的技术使用者:中航飞机起落架有限责任公司技术研发日:技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240726/120355.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表