贯流风叶及空调器的制作方法
- 国知局
- 2024-07-30 14:33:40
本技术涉及空调,具体而言,涉及一种贯流风叶及空调器。
背景技术:
1、空调器的室内机结构包括进风格栅、蒸发器、底壳、蜗舌、贯流风叶等主要零件,除贯流风叶外的其余零件都是一次性注塑完成即可投入使用的,而贯流风叶的生产是在注塑后还需要进行焊接和后处理等多个工序的。
2、在贯流风叶的生产制造过程中,将多个中节风叶以及轴盖、端盖逐个焊接而成,焊接时需要人为旋转中节风叶以找到焊接槽并插入,这就需要工人的经验比较丰富,对人力物力造成了浪费,而且生产效率和自动化程度均较低。
3、另外,在贯流风叶的焊接过程中,叶片与圆盘之间是通过面接触的,容易产生虚焊,从而导致焊接效率较低且生产售后时发生破损等问题。
技术实现思路
1、本实用新型的主要目的在于提供一种贯流风叶及空调器,以解决现有技术中的贯流风叶的生产制造过程的生产效率和自动化程度均较低且容易产生虚焊的问题。
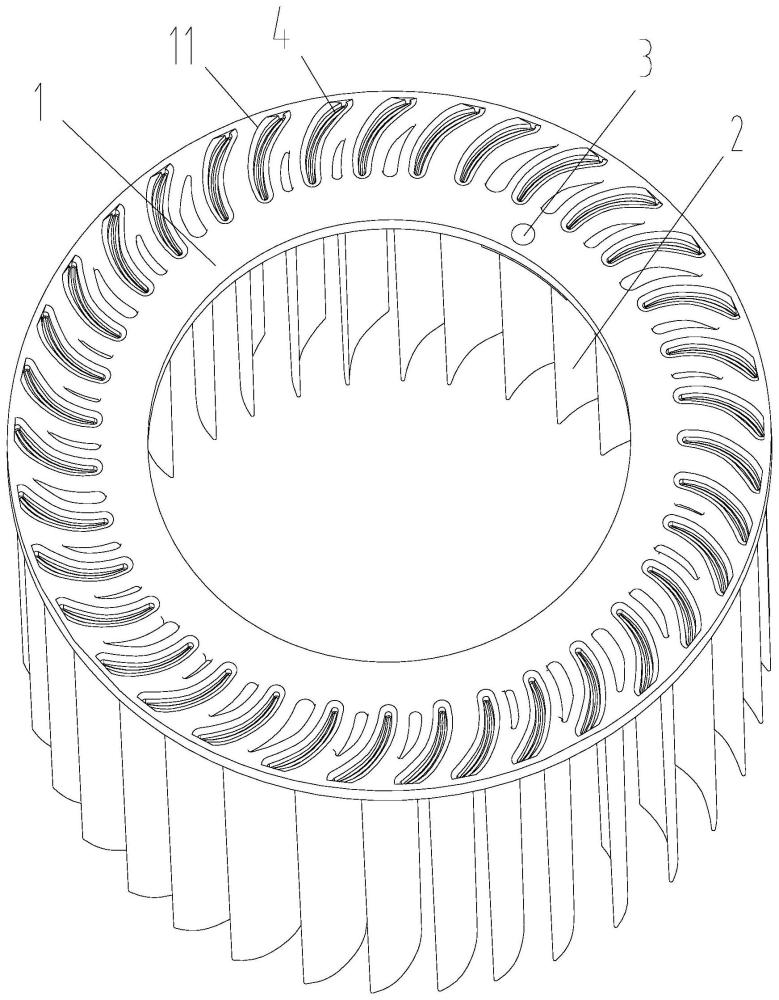
2、为了实现上述目的,根据本实用新型的一个方面,提供了一种贯流风叶,包括多个圆盘和多个叶片组,多个圆盘沿预定中心线依次间隔设置,多个叶片组与多个圆盘一一对应地设置,各个叶片组均包括多个叶片,各个圆盘上均设置有用于供相应的叶片组中的多个叶片一一对应地插入的多个焊接槽;其中,各个圆盘上均设置有旋转定位孔,旋转定位孔靠近相应的圆盘的内孔设置,任意两个圆盘上的旋转定位孔的中心之间的连线均倾斜于预定中心线,以使任意一个叶片组中的各个叶片均和与其相邻的叶片组中的任意一个叶片在平行于预定中心线的方向上错位布置,以通过控制待定位的圆盘上的旋转定位孔与已定位的圆盘上的旋转定位孔的相对位置来对待定位的圆盘进行定位;各个焊接槽的槽底面上均设置有用于与相应的叶片接触的辅助焊接凸起。
3、进一步地,旋转定位孔为盲孔。
4、进一步地,盲孔包括相连接的圆柱孔体和半球孔体,半球孔体位于圆柱孔体的底部。
5、进一步地,圆盘的厚度为h,圆柱孔体和半球孔体的直径均为d,圆柱孔体的高度为h1;其中,h/2<(h1+d)<2h/3;和/或圆盘的内孔的孔径为d0;以旋转定位孔的中心与预定中心线之间的第一连线为半径且以第一连线与预定中心线的交点为圆心所形成的圆的直径为d1;以叶片的内侧表面与预定中心线之间的第二连线为半径且以第二连线与预定中心线的交点为圆心所形成的圆的直径为d2;以叶片的外侧表面与预定中心线之间的第三连线为半径且以第三连线与预定中心线的交点为圆心所形成的圆直径为d3;其中,d0<d1<d2<d3。
6、进一步地,辅助焊接凸起为沿预定轨迹延伸的条形凸起,辅助焊接凸起的横截面为三角形或半球形或梯形,横截面的宽度沿远离相应的焊接槽的槽底面的方向逐渐减小。
7、进一步地,辅助焊接凸起的最大宽度为l1,焊接槽的最小宽度为l2,其中,l1<l2;和/或辅助焊接凸起的高度h2,焊接槽的高度为h3,其中,h2<h3/3。
8、进一步地,预定轨迹为圆弧或直线。
9、进一步地,任意相邻两个圆盘上的旋转定位孔的中心之间的连线与预定中心线之间的夹角为β;其中,β的取值范围为33度至46度。
10、进一步地,各个焊接槽均与相应的叶片之间间隙配合,各个焊接槽的宽度与相应的叶片之间的间隙的宽度均为0.1mm至0.3mm。
11、根据本实用新型的另一方面,提供了一种空调器,包括上述的贯流风叶。
12、应用本实用新型的技术方案,本实用新型的贯流风叶包括多个圆盘和多个叶片组,多个圆盘沿预定中心线依次间隔设置,多个叶片组与多个圆盘一一对应地设置,各个叶片组均包括多个叶片,各个圆盘上均设置有用于供相应的叶片组中的多个叶片一一对应地插入的多个焊接槽;其中,各个圆盘上均设置有旋转定位孔,旋转定位孔靠近相应的圆盘的内孔设置,任意两个圆盘上的旋转定位孔的中心之间的连线均倾斜于预定中心线,以使任意一个叶片组中的各个叶片均和与其相邻的叶片组中的任意一个叶片在平行于预定中心线的方向上错位布置,以通过控制待定位的圆盘上的旋转定位孔与已定位的圆盘上的旋转定位孔的相对位置来对待定位的圆盘进行定位;各个焊接槽的槽底面上均设置有用于与相应的叶片接触的辅助焊接凸起。这样,本实用新型的贯流风叶通过设置旋转定位孔和辅助焊接凸起,保证了焊接位置的准确性,解决了现有技术中的贯流风叶的生产制造过程的生产效率和自动化程度均较低且容易产生虚焊的问题,且使得贯流风叶的叶片与蜗舌之间的位置交错分布,改善了贯流风叶旋转时叶片与蜗舌之间的气流的碰撞频率,降低了空调器的气动噪声,解决了贯流风叶的生产焊接效率较低的问题,使叶片在插入到焊接槽时能够快速定位到槽中央,减少了虚焊等焊接质量隐患的发生,提升了生产焊接牢度,从而提升了空调器的整体生产质量。
技术特征:1.一种贯流风叶,其特征在于,包括多个圆盘(1)和多个叶片组(2),所述多个圆盘(1)沿预定中心线依次间隔设置,所述多个叶片组(2)与所述多个圆盘(1)一一对应地设置,各个所述叶片组(2)均包括多个叶片(21),各个所述圆盘(1)上均设置有用于供相应的所述叶片组(2)中的所述多个叶片(21)一一对应地插入的多个焊接槽(11);其中,
2.根据权利要求1所述的贯流风叶,其特征在于,所述旋转定位孔(3)为盲孔。
3.根据权利要求2所述的贯流风叶,其特征在于,所述盲孔包括相连接的圆柱孔体(31)和半球孔体(32),所述半球孔体(32)位于所述圆柱孔体(31)的底部。
4.根据权利要求3所述的贯流风叶,其特征在于,
5.根据权利要求1所述的贯流风叶,其特征在于,所述辅助焊接凸起(4)为沿预定轨迹延伸的条形凸起,所述辅助焊接凸起(4)的横截面为三角形或半球形或梯形,所述横截面的宽度沿远离相应的所述焊接槽(11)的槽底面的方向逐渐减小。
6.根据权利要求5所述的贯流风叶,其特征在于,
7.根据权利要求5所述的贯流风叶,其特征在于,所述预定轨迹为圆弧或直线。
8.根据权利要求1所述的贯流风叶,其特征在于,任意相邻两个所述圆盘(1)上的所述旋转定位孔(3)的中心之间的连线与所述预定中心线之间的夹角为β;其中,β的取值范围为33度至46度。
9.根据权利要求1所述的贯流风叶,其特征在于,各个所述焊接槽(11)均与相应的所述叶片(21)之间间隙配合,各个所述焊接槽(11)的宽度与相应的所述叶片(21)之间的间隙的宽度均为0.1mm至0.3mm。
10.一种空调器,其特征在于,包括权利要求1至9中任一项所述的贯流风叶。
技术总结本技术提供了一种贯流风叶及空调器,贯流风叶包括多个圆盘和多个叶片组,多个圆盘沿预定中心线依次间隔设置,多个叶片组与多个圆盘一一对应地设置,各个圆盘上均设置有用于供相应的叶片组中的多个叶片一一对应地插入的多个焊接槽;各个圆盘上均设置有旋转定位孔,旋转定位孔靠近相应的圆盘的内孔设置,任意两个圆盘上的旋转定位孔的中心之间的连线均倾斜于预定中心线,以通过控制待定位的圆盘上的旋转定位孔与已定位的圆盘上的旋转定位孔的相对位置来对待定位的圆盘进行定位;各个焊接槽的槽底面上均设置有与相应的叶片接触的辅助焊接凸起,以解决现有技术中的贯流风叶的生产制造过程的生产效率和自动化程度均较低且容易产生虚焊的问题。技术研发人员:黄美玲,邹建煌,曹锋受保护的技术使用者:珠海格力电器股份有限公司技术研发日:20231026技术公布日:2024/7/11本文地址:https://www.jishuxx.com/zhuanli/20240729/167400.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种智能风扇的制作方法
下一篇
返回列表