电极丝及其制备方法与流程
- 国知局
- 2024-08-05 11:44:12
本申请涉及电火花切割,尤其涉及电极丝。
背景技术:
1、近年来,随着工件加工难易程度、模具零件复杂程度、零件精度和加工表面质量要求的不断提高,对加工机床设备的要求也越来越高,对慢走丝电火花线切割产品的性能要求也越来越高。企业生产复杂的工件通常存在许多不同尺寸和角度的过渡连接,如尖角、圆角或钝角,这些过渡连接统称为转角。由于有棱角的工件需要弯曲,不能在直线上切割,使复杂的工件不易加工。
2、电火花线切割机是一种基于电火花加工原理,利用一种丝线形工具电极,即电极丝进行精密加工的切割技术,可通过放电切削法加工各种含转角的工件。现有技术表明电极丝上有裂缝会对切割有利,即包覆在电极丝芯材表面的表层断裂能提高切割速度,但也会降低电极丝的抗拉强度,使电极丝容易被拉断,无法继续切割,对此技术问题的解决方案通常是增大芯材的直径、在芯材和断裂的表层之间添加加强层等。但上述电极丝的切割能力仍然不够理想,通常其对难加工工件只能割1修2,即同一个电极丝进行慢走丝加工时对工件最多只能切割3刀,其中第1刀粗加工,第2、3刀精修,电极丝在第4刀容易断裂,且切割过程中会发生明显的停顿,对多转角复杂工件的加工能力有限。
技术实现思路
1、本申请实施例提供了一种电极丝及其制备方法,以解决现有电极丝对多转角复杂工件的加工能力有限的技术问题。
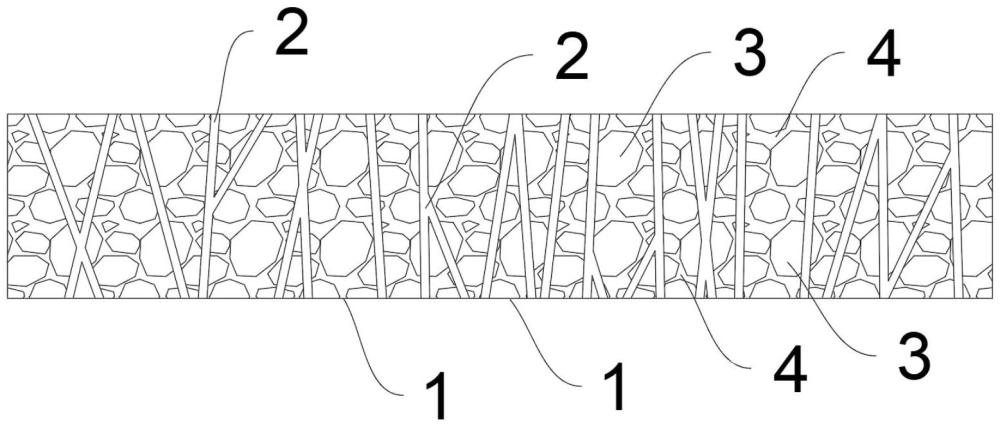
2、第一方面,本申请实施例提供一种电极丝,所述电极丝包括:
3、芯材;
4、覆盖在所述芯材表面的若干不规则块,所述不规则块之间具有第一间隙;
5、覆盖在所述不规则块表面的若干不规则子块,所述不规则子块之间具有第二间隙。
6、在本申请的一些实施例中,所述芯材的材料为铜锌合金;和/或,
7、所述不规则块和所述不规则子块的材料为铜锌合金。
8、在本申请的一些实施例中,所述电极丝的直径为0.15~0.25mm。
9、在本申请的一些实施例中,所述不规则块的尺寸在0.1um~0.4um之间;和/或,
10、所述第一间隙的宽度在0.02um~0.08um之间;和/或,
11、所述不规则块的总面积占所述芯材表面积的50%~80%。
12、在本申请的一些实施例中,所述不规则子块的尺寸在0.03um~0.08um之间;和/或,
13、所述第二间隙的尺寸在0.05um~0.09um之间;和/或,
14、所述不规则子块的总面积占所述芯材表面积的20%~40%。
15、第二方面,本申请实施例提供第一方面任一实施例所述的电极丝的制备方法,所述制备方法包括如下步骤:
16、提供芯材;
17、在所述芯材的表面制备合金镀层,得到第一预制电极丝;
18、对所述第一预制电极丝进行拉伸处理,使所述合金镀层被处理成所述不规则块,并在所述不规则块之间形成所述第一间隙,得到第二预制电极丝;
19、对所述第二预制电极丝进行热处理,随后通过温度为-200~-100℃的冷却剂快速冷却处理所述第二预制电极丝,使所述不规则块表面开裂形成所述不规则子块,并在所述不规则子块之间形成所述第二间隙,得到所述电极丝。
20、在本申请的一些实施例中,所述合金镀层通过电镀的方式制备;和/或,
21、所述合金镀层的材料为铜锌合金;和/或,
22、所述合金镀层的厚度为20~30um。
23、在本申请的一些实施例中,所述芯材的直径为0.3~0.5mm,所述第二预制电极丝的直径为0.15~0.25mm,所述电极丝的直径为0.15~0.25mm。
24、在本申请的一些实施例中,所述热处理的温度为350~500℃。
25、在本申请的一些实施例中,所述快速冷却处理的时间为3~5s。
26、本申请实施例提供的上述技术方案与现有技术相比具有如下优点:
27、本申请实施例提供的电极丝,通过在芯材表面设置相互之间具有第一间隙的不规则块、在所述不规则块上又进一步设置相互之间具有第二间隙的不规则子块,所述第一间隙和所述第二间隙之间形成的复杂流体通道可以迅速导出电火花切割过程中产生的流体,从而降低电火花切割时的爆炸力和水压,减小加工缝隙中向加工路径后方的压差推力,从而使得所述电极丝对多转角复杂工件具有较高的加工能力,有效提高复杂转角加工的精度和表面质量。
技术特征:1.一种电极丝,其特征在于,所述电极丝包括:
2.根据权利要求1所述的电极丝,其特征在于,所述芯材的材料为铜锌合金;和/或,
3.根据权利要求1所述的电极丝,其特征在于,所述电极丝的直径为0.15~0.25mm。
4.根据权利要求1所述的电极丝,其特征在于,所述不规则块的尺寸在0.1um~0.4um之间;和/或,
5.根据权利要求1所述的电极丝,其特征在于,所述不规则子块的尺寸在0.03um~0.08um之间;和/或,
6.权利要求1~5中任意一项所述的电极丝的制备方法,其特征在于,所述制备方法包括如下步骤:
7.根据权利要求6所述的制备方法,其特征在于,所述合金镀层通过电镀的方式制备;和/或,
8.根据权利要求6所述的制备方法,其特征在于,所述芯材的直径为0.3~0.5mm,所述第二预制电极丝的直径为0.15~0.25mm,所述电极丝的直径为0.15~0.25mm。
9.根据权利要求6所述的制备方法,其特征在于,所述热处理的温度为350~500℃。
10.根据权利要求6所述的制备方法,其特征在于,所述快速冷却处理的时间为3~5s。
技术总结本申请涉及一种电极丝,所述电极丝包括:芯材;覆盖在所述芯材表面的若干不规则块,所述不规则块之间具有第一间隙;覆盖在所述不规则块表面的若干不规则子块,所述不规则子块之间具有第二间隙。本申请通过在芯材表面设置相互之间具有第一间隙的不规则块、在所述不规则块上又进一步设置相互之间具有第二间隙的不规则子块,所述第一间隙和所述第二间隙之间形成的复杂流体通道可以迅速导出电火花切割过程中产生的流体,从而降低电火花切割时的爆炸力和水压,减小加工缝隙中向加工路径后方的压差推力,从而使得所述电极丝对多转角复杂工件具有较高的加工能力,有效提高复杂转角加工的精度和表面质量。技术研发人员:蒋丽琼,王云中,罗未锋,杨肖,刘孝明受保护的技术使用者:东风汽车集团股份有限公司技术研发日:技术公布日:2024/8/1本文地址:https://www.jishuxx.com/zhuanli/20240802/259111.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表