冲压成型分析方法、冲压成型分析装置以及冲压成型分析程序与流程
- 国知局
- 2024-08-05 11:52:23
本发明涉及对使用从存在形状变动(shape variation)的金属板(metal sheet)获取的坯料(blank)进行冲压成型时的所述坯料的形状变动的影响进行预测的冲压成型分析(press forming analysis)方法、冲压成型分析装置(apparatus)以及冲压成型分析程序。
背景技术:
1、由于汽车的碰撞安全性(collision safety)标准的严格化,在提高汽车车身(automotive body)的碰撞安全性的过程中,受到当今二氧化碳排放限制,为了提高汽车的燃料经济性(improvement of fuel efficiency)而需要实现车身的轻量化(weightreduction of automotive body)。为了兼顾碰撞安全性能和车身的轻量化,车身逐渐采用与以往相比更高强度(high-strength)的金属板。
2、以往,获取用于得到冲压成型品的坯料的实际的金属板并不完全平坦,具有波形状(waveform)(形状变动)。因此,从金属板获取的实际的坯料也未必一定平坦,存在具有形状变动的情况。
3、在将这样的波形状(waveform)的金属板用作坯料而冲压成型为车身部件(automotive part)的情况下,冲压成型后得到的冲压成型品受到其形状变动的影响,可能会超出目标尺寸精度(dimensional accuracy)。
4、作为分选超出目标尺寸精度的冲压成型品的技术,例如公开了专利文献1、专利文献2。
5、现有技术文献
6、专利文献
7、专利文献1:(日本)特开昭62-047504号公报
8、专利文献2:(日本)特开2019-002834号公报
技术实现思路
1、发明所要解决的技术问题
2、专利文献1或专利文献2所公开的技术对冲压成型后的成型品(press formedpart)彼此的形状进行比较,无法预测冲压成型前的坯料的形状变动对冲压成型后的冲压成型品的影响。以往,没有预测坯料的形状变动对冲压成型品的形状的影响,另外,也没有确定冲压成型品的哪个部位(portion)容易受到坯料的形状变动的影响。
3、本发明是为了解决以上问题而做出的,其目的在于提供一种对使用从存在形状变动的金属板获取的坯料进行冲压成型时的所述坯料的形状变动的影响进行预测的冲压成型分析方法、冲压成型分析装置以及冲压成型分析程序。
4、用于解决技术问题的技术方案
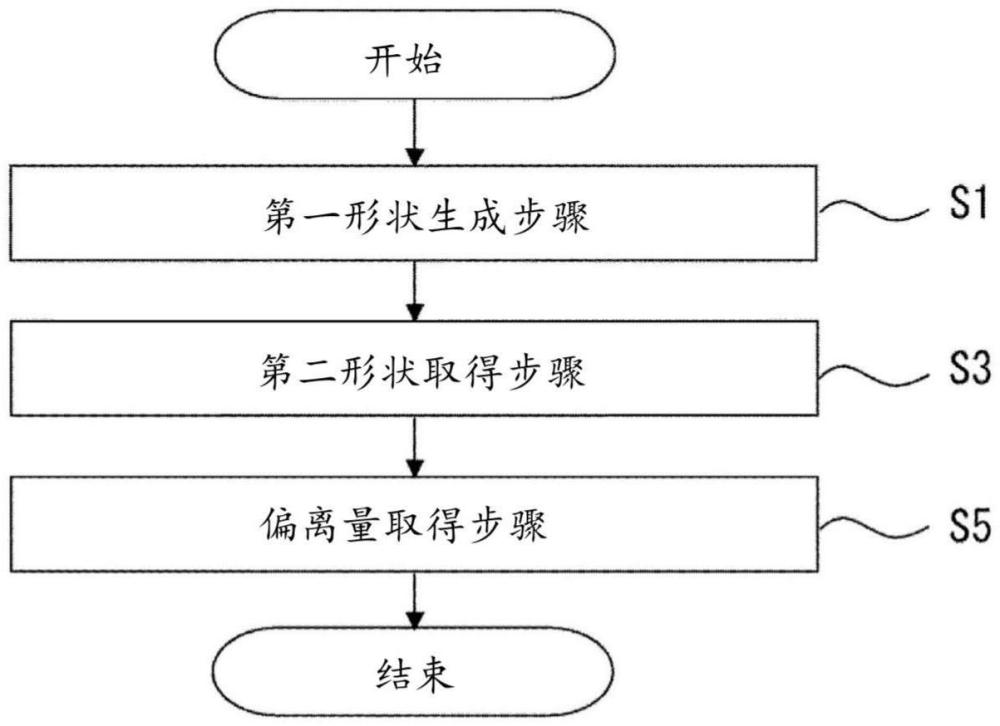
5、本发明的冲压成型分析方法对使用从存在形状变动的金属板获取的坯料进行冲压成型时的所述坯料的形状变动的影响进行预测,包含:第一形状生成步骤,基于对使用从所述存在形状变动的金属板获取的实际坯料(actual blank)而以规定的模具(tool ofpress forming)进行冲压成型后的实际冲压成型品(actual press formed part)的脱模(die release)后的形状进行测定的测定数据,生成与所述实际冲压成型品相同形状的第一形状;第二形状取得步骤,使用平坦形状的平坦坯料模型,进行以与所述规定的模具相同形状的模具模型进行冲压成型时的冲压成型分析,取得脱模后的冲压成型品形状作为第二形状;偏离量取得步骤(deviation amount acquisition step),对所述第二形状和所述第一形状进行比较,求出两形状偏离的部位和偏离量(deviation amount of shapechange)。
6、可以是,在所述偏离量取得步骤中,求出使用所述平坦坯料模型的冲压成型分析中的成型下止点(bottom dead center)形状作为基准,取得同与该成型下止点的规定位置对应的所述第一形状的差异、和同与所述成型下止点形状的所述规定位置对应的所述第二形状的差异之差作为所述偏离量。
7、可以是,在所述偏离量取得步骤中,求出所述模具模型的成型面形状(formingsurface shape)作为基准,取得同与该成型面形状的规定位置对应的所述第一形状的差异、和同与所述成型面形状的所述规定位置对应的所述第二形状的差异之差作为所述偏离量。
8、可以是,进一步包含确定步骤,在所述确定步骤中,将所述偏离量超过预先设定的阈值的部位(threshold)确定为需要采取对策部位(portion requiringcountermeasures)。
9、可以是,进一步包含确定步骤,在所述确定步骤中,将所述偏离量超过预先设定的阈值(threshold)的部位确定为需要采取对策部位(portion requiringcountermeasures)。
10、本发明的冲压成型分析装置对使用从存在形状变动的金属板获取的坯料进行冲压成型时的所述坯料的形状变动的影响进行预测,具备:第一形状生成部,其基于对使用从所述存在形状变动的金属板获取的实际坯料而以规定的模具进行冲压成型后的实际冲压成型品的脱模后的形状进行测定的测定数据,生成与所述实际冲压成型品相同形状的第一形状;第二形状取得部,其使用平坦形状的平坦坯料模型,进行以与所述规定的模具相同形状的模具模型进行冲压成型时的冲压成型分析,取得脱模后的冲压成型品形状作为第二形状;偏离量取得部(deviation amount acquisition unit),其对所述第二形状和所述第一形状进行比较,求出两形状偏离的部位和偏离量。
11、可以是,所述偏离量取得部求出使用所述平坦坯料模型的冲压成型分析中的成型下止点形状作为基准,取得同与该成型下止点形状的规定位置对应的所述第一形状的差异、和同与所述成型下止点形状的所述规定位置对应的所述第二形状的差异之差作为所述偏离量。
12、可以是,所述偏离量取得部求出所述模具模型的成型面形状作为基准,取得同与该成型面形状的规定位置对应的所述第一形状的差异、和同与所述成型面形状的所述规定位置对应的所述第二形状的差异之差作为所述偏离量。
13、可以是,进一步具备确定部,所述确定部将所述偏离量超过预先设定的阈值的部位确定为需要采取对策部位。
14、本发明的冲压成型分析程序使计算机作为本发明的冲压成型分析装置发挥功能。
15、发明的效果
16、根据本发明,能够获知坯料中的形状变动对冲压成型品的回弹(springback)后的形状造成的影响,即影响大的部位、由形状变动引起的偏离量。另外,基于偏离量和预先确定的阈值来判定冲压成型品的好坏,由此能够预测坯料的好坏。由此,能够掌握收敛于冲压成型品所要求的形状精度的坯料的形状精度(shape accuracy)的极限,通过选定适当的形状的坯料,能够稳定地进行冲压成型。另外,在产生了冲压成型品的形状不良的情况下,也能够确定冲压成型前的坯料的哪个部位是形状不良的原因,尽早采取相应对策,有益于生产率(productivity)的提高。
技术特征:1.一种冲压成型分析方法,对使用从存在形状变动的金属板获取的坯料进行冲压成型时的所述坯料的形状变动的影响进行预测,其特征在于,包含:
2.根据权利要求1所述的冲压成型分析方法,
3.根据权利要求1所述的冲压成型分析方法,
4.根据权利要求1至3中任一项所述的冲压成型分析方法,
5.一种冲压成型分析装置,对使用从存在形状变动的金属板获取的坯料进行冲压成型时的所述坯料的形状变动的影响进行预测,其特征在于,具备:
6.根据权利要求5所述的冲压成型分析装置,
7.根据权利要求5所述的冲压成型分析装置,
8.根据权利要求5至7中任一项所述的冲压成型分析装置,
9.一种冲压成型分析程序,其特征在于,使计算机作为权利要求5至8中任一项所述的冲压成型分析装置发挥功能。
技术总结本发明的冲压成型分析方法包含:第一形状生成步骤S1,基于对使用从存在形状变动的金属板获取的实际坯料3而以规定的模具进行实际冲压成型的实际冲压成型品的脱模后的形状进行测定的测定数据,生成与所述实际冲压成型品相同形状的第一形状5;第二形状取得步骤S3,使用平坦坯料模型7,以与所述规定的模具相同形状的模具模型进行冲压成型分析,并取得脱模后的冲压成型品形状作为第二形状9;偏离量取得步骤S5,对第一形状5和第二形状9进行比较,求出两形状偏离的部位和偏离量。技术研发人员:小川刚史,澄川智史,山崎雄司,新宫豊久受保护的技术使用者:杰富意钢铁株式会社技术研发日:技术公布日:2024/8/1本文地址:https://www.jishuxx.com/zhuanli/20240802/259833.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表