数控加工中心用的刀库智能换刀控制系统的制作方法
- 国知局
- 2024-08-05 11:56:32
本发明涉及换刀,具体为一种数控加工中心用的刀库智能换刀控制系统。
背景技术:
1、数控机床是数字控制机床的简称,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,用代码化的数字表示,通过信息载体输入数控装置。经运算处理由数控装置发出各种控制信号,控制机床的动作,按图纸要求的形状和尺寸,自动地将零件加工出来。
2、现有的数控加工中心用的刀库智能换刀装置不能检测刀具的状态,导致加工时被加工件易出现加工精度不精确的问题,实用性差,且现有的数控加工中心用的刀库智能换刀装置不能控制夹持深度,进而导致在加工时稳定性差。
3、因此,设计实用性强和稳定性强的一种数控加工中心用的刀库智能换刀控制系统是很有必要的。
技术实现思路
1、本发明的目的在于提供一种数控加工中心用的刀库智能换刀控制系统,以解决上述背景技术中提出的问题。
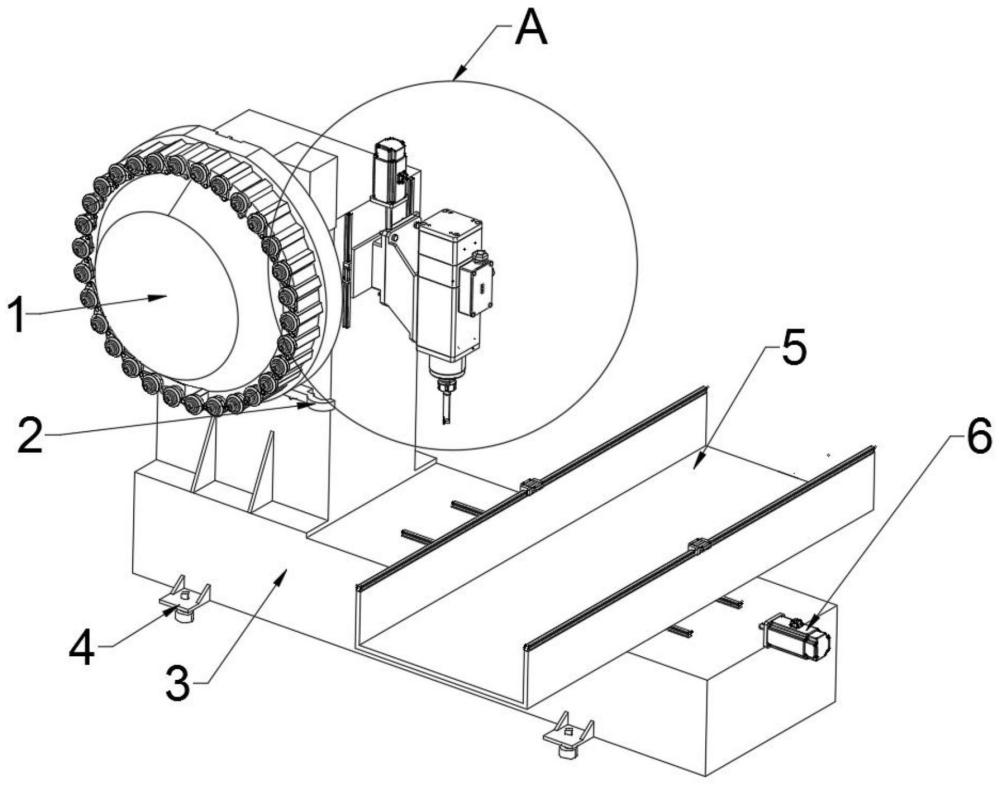
2、为了解决上述技术问题,本发明提供如下技术方案:一种数控加工中心用的刀库智能换刀控制系统,其特征在于:所述智能换刀控制系统使用的装置为智能换刀装置,所述智能换刀装置包括机架,所述机架的四周固定安装有固定架,所述机架上设置有加工平台,所述加工平台的一侧设置有第一驱动单元,所述第一驱动单元固定安装在机架上,所述机架的左侧设置有刀库,所述机架的左侧设置有机械臂。
3、根据上述技术方案,所述机架的一端设置有滑轨,所述滑轨的一侧滑动连接有主轴板,所述主轴板的一端设置有主轴,所述主轴板的一侧设置有第二驱动单元,所述第二驱动单元固定安装在机架上,所述主轴的下侧设置有自动卡簧,所述主轴的内部设置有伸缩气缸,所述伸缩气缸的一侧设置有输出杆,所述输出杆与主轴为滑动连接,所述输出杆的一侧设置有电磁吸引头,所述电磁吸引头的下侧卡接有刀具,所述伸缩气缸上设置有测震器、温度传感器。
4、根据上述技术方案,所述换刀控制系统包括振动检测模块、智能换刀模块、温度检测模块、深度控制模块,所述振动检测模块与深度控制模块电连接;
5、所述振动检测模块的作用在于检测振动,所述智能换刀模块的作用在于智能换刀,所述温度检测模块的作用在于检测温度,所述深度控制模块的作用在于控制夹持深度发生变化。
6、根据上述技术方案,所述振动检测模块包括振幅检测单元、振频检测单元,所述智能换刀模块包括换刀单元、控制单元,所述温度检测模块包括温度检测单元、反馈调节单元,所述深度控制模块包括夹持单元、深度控制单元,所述振幅检测单元与控制单元电连接,所述振频检测单元与深度控制单元电连接;
7、所述振幅检测单元的作用在于检测振动的幅值,所述振频检测单元的作用在于检测振动的频率,所述换刀单元的作用在于换刀,所述控制单元的作用在于控制换刀,所述温度检测单元的作用在于检测温度,所述反馈调节单元的作用在于调节进给深度,所述夹持单元的作用在于夹持,所述深度控制单元的作用在于控制夹持深度。
8、根据上述技术方案,所述换刀控制系统的工作过程包括以下工作步骤:
9、s1:数控加工中心开始加工被加工件;
10、s2:测震器开始检测主轴的振频与振幅,得出振幅与时间的曲线,进而得出振幅的绝对值的平均值大小及振频的大小;
11、s3:根据振幅的绝对值的平均值大小及振频的大小得出是否需要换刀及换什么种类的刀;
12、s4:根据振频的大小确定夹持深度,并在振频异常时停止加工,退刀并调整夹持深度后再进行加工;
13、s5:检测温度,并根据温度对换刀结果及夹持深度做出修正;
14、s6:完成加工。
15、根据上述技术方案,上述s3中,得出振幅的绝对值的平均值及振频f,进而根据及f的大小确定是否换刀及换刀的种类:
16、当时,判断此时振幅的绝对值的平均值小,不会对被加工件的加工精度造成影响,此时f无论为多少大小都不会换刀;
17、当时,判断此时振幅的绝对值的平均值适中,此时需要判断加工状态,当处于粗加工时,需要根据f的大小判断是否需要换刀,即当时,判断刀具振动剧烈需要退刀并换上直径大于现有刀具直径的刀具,而当时,判断刀具振动情况适中,不需要换刀,当处于精加工且时,即需要换刀,反之不需要换刀;
18、当时,直接判断此时振动幅度剧烈,当处于粗加工时,予以换上直径大于现有刀具直径的刀具,当处于精加工时,换上直径大于现有刀具的刀具并将进给深度降为初始的一半,并持续判断振动幅度,当振动幅度过高时通知相关的工作人员。
19、根据上述技术方案,上述s4中,当且时,判断此时不需要换刀,但需要改变刀具的夹持深度,使刀具的夹持更为稳定,现有的夹持深度的计算公式为:
20、
21、式中:h初为加工时刀具(12)初始的夹持深度,f单位是单位频率,δ为修正系数。
22、与现有技术相比,本发明所达到的有益效果是:本发明,可以实时检测加工时刀具的振动,根据振动情况确定是否需要换刀,保证加工件的加工精度,且可以在加工的过程中判断振动频率,进而改变夹持深度,增大加工的稳定性。
技术特征:1.一种数控加工中心用的刀库智能换刀控制系统,其特征在于:所述数控加工中心用的刀库智能换刀控制系统使用的装置为智能换刀装置,所述智能换刀装置包括机架(3),所述机架(3)的四周固定安装有固定架(4),所述机架(3)上设置有加工平台(5),所述加工平台(5)的一侧设置有第一驱动单元(6),所述第一驱动单元(6)固定安装在机架(3)上,所述机架(3)的左侧设置有刀库(1),所述机架(3)的左侧设置有机械臂(2);
2.根据权利要求1所述的一种数控加工中心用的刀库智能换刀控制系统,其特征在于:上述s4中,当且时,判断此时不需要换刀,但需要改变刀具(12)的夹持深度,使刀具(12)的夹持更为稳定,现有的夹持深度的计算公式为:
技术总结本发明公开了一种数控加工中心用的刀库智能换刀控制系统,所述智能换刀控制系统使用的装置为智能换刀装置,所述智能换刀装置包括机架,所述机架的四周固定安装有固定架,所述机架上设置有加工平台,所述加工平台的一侧设置有第一驱动单元,所述第一驱动单元固定安装在机架上,所述机架的左侧设置有刀库,所述机架的左侧设置有机械臂,所述机架的一端设置有滑轨,所述滑轨的一侧滑动连接有主轴板,所述主轴板的一端设置有主轴,所述主轴板的一侧设置有第二驱动单元,所述第二驱动单元固定安装在机架上,所述主轴的下侧设置有自动卡簧,所述主轴的内部设置有伸缩气缸,本发明,具有实用性强和稳定性强的特点。技术研发人员:胡为鹏受保护的技术使用者:胡为鹏技术研发日:技术公布日:2024/8/1本文地址:https://www.jishuxx.com/zhuanli/20240802/260191.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。