一种双块式轨枕钢筋桁架整体入模方法及系统与流程
- 国知局
- 2024-08-05 12:07:17
本发明涉及双块式轨枕预制生产,更具体的是涉及双块式轨枕钢筋桁架整体入模方法及系统。
背景技术:
1、随着高速铁路技术的发展,以混凝土或沥青混合料等取代道砟道床的各类新型无砟轨道,旨在提高轨道的稳定性、平顺性,大幅减少维修工作量。无砟轨道在新建高速铁路干线大量铺设应用,取得了很好的技术经济效果。
2、目前,在无砟式高速铁路建设过程中,使用最多是双块式混凝土预制轨枕。在双块式混凝土预制轨枕的生产过程中,需要将钢筋桁架放置于模具中,目前采用人工放置,由于钢筋桁架沉重所以需要多名工人操作,现有工艺费时费力。现有专利公开了如下技术:
3、公开号为cn 111113664a,专利名称为“一种基于机械臂的双块式轨枕桁架钢筋入模设备”的专利公开了如下内容:一种基于机械臂的双块式轨枕桁架钢筋入模设备,包括搬运机构,以及安装在搬运机构上的入模机构,入模机构包括沿钢筋桁架长度方向设置的安装横梁,安装横梁上端面中部设有法兰件,用于与搬运机构连接,安装横梁下端面设有抓放桁架钢筋的夹持组件,以及防止箍筋摆动的固定组件,安装横梁下端面还设有压片旋转组件,用于旋拧轨枕模具中的压片实现对桁架钢筋的固定;所述搬运机构为六轴机器手;
4、其中桁架钢筋入模包括以下步骤:步骤s1:通过夹持组件两两配合,使其钩指钩持在同一钢筋桁架两端端部的上部钢筋下,实现桁架钢筋的抓取。s2:通过固定组件与夹持组件配合,实现对桁架钢筋的固定。s3:通过压片旋转组件,实现对桁架钢筋的锁定。s4.通过压紧组件,包括第四安装板,第四安装板数量为两个且分别设置在安装横梁下端面两端,第四安装板上设有压板以及驱使压板上下移动的第四伸缩气缸,压板沿安装横梁宽度方向设置,当夹持组件抓取钢筋桁架后,第四伸缩气缸驱动压板下行压紧钢筋桁架。
5、现有技术和上述专利分析得出还存在以下几个问题:
6、1、现有技术中,虽然采用的是机械臂入模方法,但是该方法为结构复杂,操作困难,在桁架筋入模作业时,机械臂抓取桁架筋作业时,稳定性不佳,容易造成桁架筋变形,存在质量隐患。
7、2、在连续生产条件下,机械臂需连续转向抓取桁架筋,每次抓取2组,必须人与机械臂完美配合,但人容易产生疲劳,机械臂未能抓取到桁架筋,存在伤人,桁架筋掉落等安全质量事故发生。
8、3、上述专利中,桁架筋入模分多次抓取入模,耗时、耗能都较大,存在经济环保方面的问题。
9、从目前各个轨枕预制企业的桁架筋入模方法调查中发现,大部分还是采用传统的人工入模的方式,这无疑降低了轨枕生产效率。也有部分企业运用机械臂进行桁架筋入模,虽然在一定程度上能提高轨枕生产效率,但其结构复杂,维修困难,增加了生产成本。
技术实现思路
1、本发明的目的在于:为了解决上述技术问题,本发明提供一种双块式轨枕钢筋桁架整体入模方法及系统。
2、本发明为了实现上述目的具体采用以下技术方案:
3、本发明的一个方面提供一种双块式轨枕钢筋桁架整体入模方法,包括如下步骤:
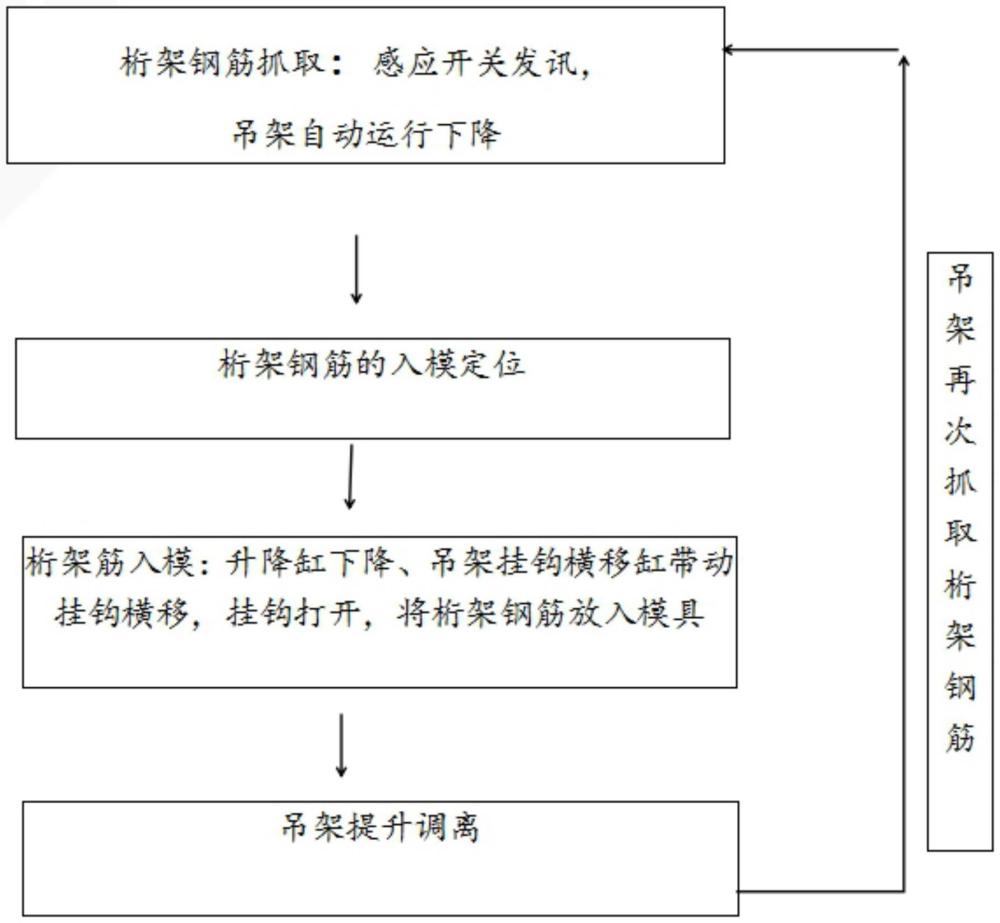
4、s1、桁架钢筋抓取:
5、桁架钢筋摆入托盘上,吊运小车在桁架上运行,吊运小车的定位装置打开,吊运小车运行到托盘工位后,吊运小车的定位装置伸出定位,吊运小车的升降缸下降带动吊架下降,将吊架放置在支座上,下降到位后吊架上的模具感应开关发讯,吊架停止下降,吊架挂钩的横移缸带动挂钩横移挂上托盘上的桁架钢筋,完成桁架钢筋饿抓取;
6、s2、桁架钢筋的入模定位:
7、吊运小车的升降装置上升,带动吊架吊起桁架钢筋,吊架上升到位,吊运小车的定位装置打开,吊架将桁架钢筋转运到入模工位,吊运小车的定位装置伸出,完成桁架钢筋的入模定位。
8、s3、桁架筋入模:
9、吊架将桁架钢筋抓取提升至设定高度后,走行至入模工位,待模具就位后,吊运小车的升降装置下降将吊架放置在模具上,吊架的升降缸下降将桁架钢筋放入模具,吊架挂钩横移缸带动挂钩横移,挂钩打开,吊运小车的升降装置吊起吊架,完成桁架钢筋入模作业;
10、s4、重复步骤s1至步骤s3,进行下一组桁架钢筋入模作业。
11、本方案提供一种既能实现快速高效又能结构简单,便于操作维修的桁架钢筋入模方法,就显得尤为实际。以上技术方案的技术特征表现在易懂的理论和简单的流程,整个入模过程区别于现有技术,本方案中的桁架钢筋的抓取位和桁架钢筋入模位均独立于轨枕生产流水线之外,但又大大提高了流水线的生产效率,节约了生产时间。不光能提高桁架筋效率,更重要的是降低了生产成本,解决了入模质量的技术难题,保证了桁架筋入模质量,具有创造性,值得推广应用。
12、本发明的另一个方面提供一种双块式轨枕钢筋桁架整体入模系统,适用于上述一种双块式轨枕钢筋桁架整体入模方法。
13、在一个实施方式中,步骤s1中,在桁架上设计独立的桁架钢筋吊运系统。
14、在一个实施方式中,桁架钢筋吊运系统包括吊运小车、升降装置、吊架、定位装置、模具感应开关以及行走钢架,吊运小车滑动设置在行走钢架上,吊架通过升降装置安装在吊运小车上,定位装置设置在吊运小车上,模具感应开关设置在吊架下方,吊架底部设置有挂钩和带动挂钩横向移动的横移缸。
15、在一个实施方式中,定位装置为液压泵油缸定位装置。
16、在一个实施方式中,还包括用于控制桁架钢筋吊运系统的智能系统,实现模具到位后的控制系统自动接通。
17、具体来说,吊架自动对接拖盘及模具提升抓取入模效率,该装置主要由设备主体结构件、液压泵站、模具感应开关、拉绳传感器,模具对接喇叭口、油缸固定导向滑板、导向滑板等部件组成,入模完成后,吊架自动调整至初始位置,以方便下次入模作业。
18、在一个实施方式中,当模具到位入模工位后,模具感应开关发出信号,智能系统接受到信号,控制吊架下降位置。
19、在一个实施方式中,吊架底部设置有四个挂钩,各挂钩能够抓取六根桁架钢筋。
20、具体来说,吊架采用设计四挂钩,各挂钩能够抓取六根桁架钢,一次抓取24根桁架钢筋,较现有技术的两组桁架筋抓取更加有效。
21、本发明的有益效果如下:
22、1、具有显著的有益效果。首先,本发明入模工位设计门框架轨道结构,整体架构比现有技术更加非常稳定简单。其次,当轨枕模具行走至入模工位预定位置后,由入模工位模具感应开关发讯,吊架自动下落将桁架钢筋入模。最后,本方案入模过程全部实现系统自动控制,从桁架钢筋抓取到桁架钢筋吊运落入模具上,都是通过系统自动控制,真正实现一键自动入模。本技术在效率上有了非常大的提高,利用模具感应开关、感应开关和自动化控制系统等先进技术,实现提高桁架筋入模吊运效率。本技术的设计、制作、操作、控制、使用更是十分简便,可以推广。
23、2、吊架采用设计四挂钩,各挂钩能够抓取六根桁架钢,一次抓取24根桁架钢筋,较现有技术的两组桁架筋抓取更加有效。
技术特征:1.一种双块式轨枕钢筋桁架整体入模方法,其特征在于,包括如下步骤:
2.一种双块式轨枕钢筋桁架整体入模系统,其特征在于,适用于权利要求1所述的一种双块式轨枕钢筋桁架整体入模方法。
3.根据权利要求2所述的一种双块式轨枕钢筋桁架整体入模系统,其特征在于,步骤s1中,在桁架上设计独立的桁架钢筋吊运系统。
4.根据权利要求3所述的一种双块式轨枕钢筋桁架整体入模系统,其特征在于,桁架钢筋吊运系统包括吊运小车、升降装置、吊架、定位装置、模具感应开关以及行走钢架,吊运小车滑动设置在行走钢架上,吊架通过升降装置安装在吊运小车上,定位装置设置在吊运小车上。
5.根据权利要求4所述的一种双块式轨枕钢筋桁架整体入模系统,其特征在于,定位装置为液压泵油缸定位装置。
6.根据权利要求5所述的一种双块式轨枕钢筋桁架整体入模系统,其特征在于,还包括用于控制桁架钢筋吊运系统的智能系统,实现模具到位后的控制系统自动接通。
7.根据权利要求6所述的一种双块式轨枕钢筋桁架整体入模系统,其特征在于,当模具到位入模工位后,模具感应开关发出信号,智能系统接受到信号,控制吊架下降位置。
8.根据权利要求4所述的一种双块式轨枕钢筋桁架整体入模系统,其特征在于,模具感应开关设置在吊架下方,吊架底部设置有挂钩和带动挂钩横向移动的横移缸。
9.根据权利要求8所述的一种双块式轨枕钢筋桁架整体入模系统,其特征在于,吊架底部设置有四个挂钩,各挂钩能够抓取六根桁架钢筋。
技术总结本发明公开了一种双块式轨枕钢筋桁架整体入模方法及系统,涉及双块式轨枕预制生产技术领域,本发明入模工位设计门框架轨道结构,当轨枕模具行走至入模工位预定位置后,由入模工位模具感应开关发讯,吊架自动下落将桁架钢筋入模。本方案入模过程全部实现系统自动控制,从桁架钢筋抓取到桁架钢筋吊运落入模具上,都是通过系统自动控制,真正实现一键自动入模。本发明设计合理,设计、制作、操作、控制、使用更是十分简便。技术研发人员:葛彪,朱江,杜亮,陈建申,王伟,熊舸,王长勇,张家均,王江,雷灿,任二龙,曹亮,万光军,杨柳,陈亭华,李维凌,向首屹,程恭海,李星旺,高宝才受保护的技术使用者:中铁八局集团第七工程有限公司技术研发日:技术公布日:2024/8/1本文地址:https://www.jishuxx.com/zhuanli/20240802/261166.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表