电加热装置及其制造方法与流程
- 国知局
- 2024-08-08 16:49:36
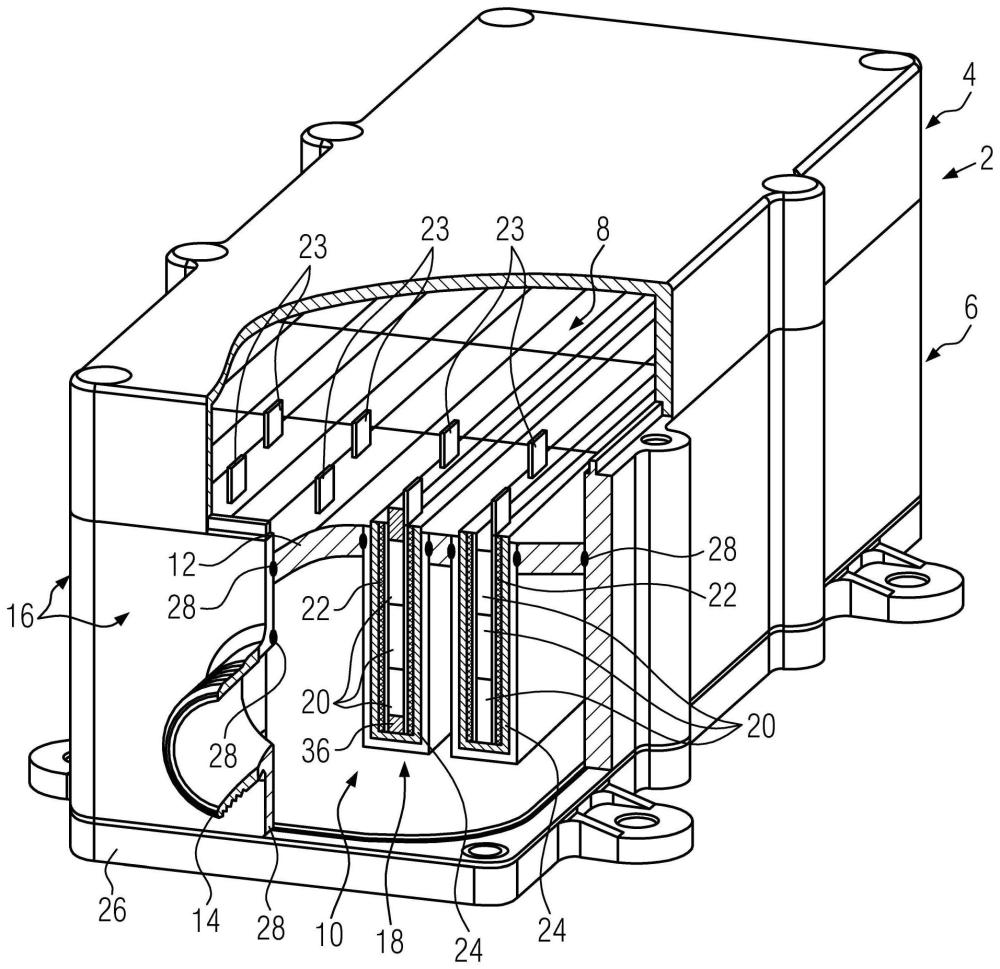
本发明涉及一种具有壳体的电加热装置,所述壳体具有分隔壁,所述分隔壁将连接室与用于发出热量的加热室分隔开。至少一个ptc加热组件在加热室的方向上从分隔壁突出。该ptc加热元件以加热肋的方式暴露在加热室中。ptc加热组件具有至少一个ptc元件和带状导体,所述带状导体以导电的方式连接到所述至少一个ptc元件,并且所述带状导体被分配有不同的极性以用于对ptc元件供能。这些带状导体被电连接到连接室中的电源电流。
背景技术:
1、例如从ep 2 337 425 a1中已知这种加热装置。在这样的电加热装置中,分隔壁与加热组件的壳体一体形成,所述壳体作为加热肋突出到加热室中。在上述的现有技术中,分隔壁通过铝压铸的方式与加热组件的壳体一体地制造。这种类型的制造需要大量的铝。因此,电加热装置相对较重。在上述的电加热装置中,提供了用于加热组件的多个壳体,所述多个壳体作为在下侧闭合的肋而突出到加热室中。由于制造过程的原因,这些(肋)必须彼此相距一定距离,这与紧凑结构的要求背道而驰。
2、在根据ep 3 334 242 a1的变型中,ptc加热元件首先被制造为单独的部件,并且由此被插入形成在分隔壁上的加热元件容纳部中,使得ptc加热元件的连接侧端被密封在分隔壁的加热元件容纳部中,并且带状导体的自由的连接侧端暴露在连接室中,以便在那里进行电连接。在该现有技术中,预组装的ptc加热元件以形状配合的方式保持在加热元件容纳部中,直到所述加热元件容纳部被灌浆为止。
3、这种灌浆容纳部要求分隔壁侧具有一定的壁厚度。在这种配置的情况下,ptc加热元件和加热元件容纳部之间的紧密性也是有问题的。在操作期间主要存在的温度下,由塑料材料制成的密封件可能老化,从而存在待加热的流体从加热室逸出到连接室的风险。然而,ptc元件与电源电流的电连接发生在连接室中,这使得针对操作安全性,液体不可以进入连接室。否则存在短路风险。特别是当在电动车辆中使用电加热装置时,其中车辆电气系统电压也用于操作电加热装置,这种缺陷会引起相当大的安全问题。
4、与首先讨论的通过压铸铝一体地制造壳体以及加热肋的现有技术相比,从de 102020 210 284 a1已知一种通用的加热装置,所述加热装置允许最初由薄的片状金属提供的部件进行后续连接,以便限定连接室和/或加热室,或设置在所述连接室和所述加热室之间的分隔壁。这同样适用于从壳体壁突出的任何连接件,例如适用于承载待在电加热装置中加热的流体的循环回路的流体管线。在de 10 2020210 284a1中,上述连接是通过感应钎焊实现的。
5、类似于de 10 2020 210 284 a1,从ep 2 428 746 a1已知例如通过胶合、钎焊或焊接的方式形成相应的连接。
6、以介绍方式提及的类型的电加热装置是这样一种产品,所述产品被特别配置为用于特定型号的机动车辆的汽车供应商零件,并且仅在较窄的所指定的公差内被电加热装置的客户接受。因此,用于制造电加热装置的方法必须是可推广的,并能够以良好的准确度执行。较大的制造公差是不可想象的。应当理解,在机动车辆的条件下,必须在电加热装置的整个使用寿命内可靠地保证壳体,特别是可靠地保证加热室和连接室之间的分隔开。机动车辆所暴露的变化的气候条件以及特别是由于机动车辆运行期间的振动而导致的电加热装置上的负载进一步对电加热装置提出了要求。
技术实现思路
1、本发明基于提供一种紧凑式电加热装置以及制造这种装置的方法的问题,其中该电加热装置能够以较低的公差大量制造。
2、为了解决装置方面的问题,本发明公开了一种根据权利要求1所述的电加热装置。在该电加热装置中,从分隔壁突出的壳体壁被激光焊接到分隔壁,该壳体壁能够限定连接室或加热室或连接室和加热室。另外地或替代地,这同样适用于加热组件的壳体与分隔壁的连接。
3、在本上下文中,“激光焊接”可以被优选地理解为熔焊工艺,所述熔焊工艺是一种用于永久地接合或连接两个或更多个工件的接合工艺,并在en iso 4063:工艺52中进行了定义。激光焊接有利地用于焊接需要以高焊接速度接合、具有窄而细的焊缝形状并具有低的热变形的部件。通常,激光焊接(也可以称为激光束焊接)在不添加填充材料的情况下执行。激光束通过光学器件聚焦。接合边缘的工件表面,因此待焊接的部件的接合部位于紧邻光学器件的焦点的位置(位于焦斑中)。焦点相对于工件表面的位置(上方或下方)是一个重要的焊接参数并且还决定了焊接深度。焦斑通常具有十分之几毫米的直径,如果所使用的激光器具有几千瓦的激光功率的典型输出,则这会导致非常高的能量集中。激光功率的吸收使得工件表面的温度极其快速地上升到金属的熔融温度以上,从而形成熔融体。
4、与首先讨论的现有技术相比,其中壳体和加热肋通过铝压铸一体地制造,本发明允许薄壁部件的后续接合,以便限定连接室和/或加热室或设置在所述连接室和所述加热室之间的分隔壁。这同样适用于从壳体壁突出的任何连接件,例如适用于承载待在电加热装置中加热的流体的循环回路的流体管线。根据本发明的电加热装置特别是机动车辆中的电加热装置。柔性软管通常连接到电加热装置的相应的连接件并对它们进行密封。
5、与使用填充材料的钎焊和其他焊接工艺相比,激光焊接不需要填充材料。
6、根据本发明的方法,首先在壳体上提供分隔壁,所述分隔壁将连接室与加热室分隔开,其中该分隔壁具有至少一个开口以用于电连接连接室中的ptc元件。ptc元件可以通过该开口从连接室的一侧插入到加热装置壳体中。加热组件的壳体通常在下侧被封闭,即所述壳体的端部位于加热室中。加热组件的壳体可以优选地通过深拉或挤出的方式生产。这使得可以将加热组件的壳体制造为在所述壳体的周缘和下侧是封闭的,并且仅对连接室是敞开的整体单元。
7、在制造加热组件的壳体的框架内,优选地配置有在深拉或挤出的框架内具有高精度的周向套环。根据本发明的优选的进一步发展,该周向套环被焊接到分隔壁上。在制造期间,加热器壳体优选地从面向连接室的一侧插入分隔壁中的开口中,直到套环抵靠分隔壁为止。套环因此而形成的接触表面通常作为加热组件的壳体的成形的一部分而获得,以便于制造所述套环。换言之,该套环优选是深拉或挤出工艺的结果。应当理解,在激光焊接之前,由套环形成的接触表面在限定接触表面与分隔壁的单个平面中延伸。此接触表面可以以尽可能好的方式适于激光焊接,例如以在分隔壁的方向上突出的肋的方式,所述肋在激光焊接期间熔化而无需将大量的热量引入到被焊接的接合部。已经表明,在对加热组件的壳体的激光焊接期间,在任何情况下,主要存在于加热组件的壳体内部的温度都不超过65℃。因此,通过激光焊接引入的温度低于在ptc元件的操作期间有效的温度水平。
8、以本身已知的方式,至少一个ptc元件可以容纳在优选由塑料制成的框架中,并且例如经由粘合剂连接到所述框架。该框架可以容纳至少一个绝缘层,例如由陶瓷制成的绝缘层,所述绝缘层在外侧抵靠带状导体。该绝缘层可以通过二次成型连接到框架。两个半框架也可以各自与绝缘层连接。在接合状态下,框架或两个接合的半框架包围ptc元件和它们之间的两个带状导体。仅电连接到相应的带状导体的接触舌部突出到该框架之上。上述元件在下文中也被描述为ptc加热组件。出于可推广式制造的原因,这种ptc加热组件有时被制备并插入到加热组件的壳体的容纳空间中。然而,在现有技术中,这种插入仅在加热组件的壳体被制造为接收凹部(receiving pocket)之后,例如在被制造为分隔壁的一体的部分之后发生。
9、本文中,本发明提供了一种在工艺可靠性和准确性方面更易于进行控制的替代变型,其中不仅可以将ptc加热组件制造为预制单元,而且首先将该ptc加热组件与加热组件的壳体一起制备。在插入ptc加热组件之后,可以将灌封化合物,特别是可以将导热良好的灌封化合物引入由加热器壳体形成的接收凹部中。激光焊接还允许对接收凹部内的所有自由空间进行这种预先填充,以实现ptc元件与接收凹部的内表面的尽可能好的导热连接。
10、由于激光焊接的原因,电加热装置的壳体或其零部件可以被制造成具有非常薄的壁厚,例如具有小于1mm的壁厚。因此,可以以较低的重量、以较低成本的所用材料制造电加热装置。相比于加热组件的壳体在分隔壁中形成的容纳部中的插入式接触,根据本发明的解决方案提供了在分隔壁上以彼此较小的距离提供各个加热组件的壳体的可能性。激光焊接允许局部有限的加热,使得即使在热接合之后也能确保电加热装置的先前制造的部件的良好尺寸准确性。此外,激光焊接可以用于实现分隔壁和连接到所述分隔壁的部件(例如,加热组件的壳体或壳体壁)之间的稳固的不透流体的连接。
11、与其他的材料锁定连接(诸如钎焊或其他焊接工艺等)相比,激光焊接与显著较低的热辐射和较小的局部热输入相关联。这可以防止损坏其他部件,诸如防止损坏由塑料制成的部件等。还可以防止被接合部件的变形。由于激光束集中,所以产生的热量较少,因此传递到金属的热量较少。因此,冶金结构受到的影响较小,使得焊缝的质量高于传统焊接。
12、非常局部的加热还允许在通过激光焊接将壳体的一个部件连接到壳体的另一部件之前,将电气部件或电子部件以及必要时的密封件或电绝缘件安装在壳体的所述一个部件中。
13、激光焊接通常产生分隔壁、加热元件壳体和/或壳体壁或加热组件的壳体之间的完整表面连接,并因此产生紧密连接。这允许在壳体的部件之间形成不透气体和不透液体的连接。为此,为了将加热装置的第一部件连接到第二部件,可以首先组装这些部件,然后可以在所提供的或适当配置的位置处,优选地在组装两个部件的区域中,以材料锁定方式通过激光焊接将两个部件接合在一起。因此,根据本发明的方法还提供了这样的可能性,即首先使连接室装配有控制单元,然后通过激光焊接将封闭连接室的连接室盖连接到限定连接室的壁。此处,也进行不透流体的连接,使得在电加热装置的使用寿命内防止湿气进入连接室。在加热组件的壳体被焊接到分隔壁并且连接室盖被焊接到相对侧的情况下,控制单元的所有部件都以不透流体的连接方式设置在连接室中。在紧密性方面满足更高要求的插头接触套管完成了控制单元在连接室内的密封封装。连接器壳体也可以被激光焊接到壳体,所述连接器壳体在壳体的外部上提供用于插头接触的接触舌部并且将这些插头接触传递到控制单元的内部。
14、根据优选的方法,分隔壁由均匀的壳体上部构成,所述壳体上部还形成了通常在与加热室相对的一侧上从分隔壁突出的壁。分隔壁本身具有多个开口。加热组件的一个壳体被插入每个开口中并被焊接到分隔壁。均匀的壳体上部通过深拉或挤出成形。最初可用作片状金属的材料的这种成形通常还在成形过程的结束时形成相应的开口。换言之,加热组件的壳体和壳体上部可以各自单独地通过深拉或挤出由片状材料制备,然后被接合,其中加热组件的壳体通常被预先装配。
15、在激光焊接中,有色金属、黑色金属、铬镍钢和非金属材料可以以材料锁定方式接合在一起作为可能的组成材料。还可以想到的是具有不同材料性质的不同材料,并且材料的任何组合也是可以的,例如由片状金属制成的部件和压铸制成的部件之间的激光焊接连接。此外,通过激光焊接形成的接合部是耐腐蚀的。
本文地址:https://www.jishuxx.com/zhuanli/20240808/270611.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。