一种低屈强比Q550级高强度中厚板的生产方法与流程
- 国知局
- 2024-08-19 14:27:35
本发明属于钢铁冶炼与轧制,涉及一种低屈强比q550级高强度中厚板的生产方法。
背景技术:
1、屈服强度550mpa级的高强度中厚板在煤炭以及工程机械行业得到大力应用。煤炭行业综采设备主要包括“两机一架”,即采煤机、刮板运输机和液压支架,工程机械行业主要用于车架等载重结构件的制造。在实际工程应用中,钢材屈强比通常被作为衡量结构安全性的一个重要指标,因为屈强比较高则表明材料的抗变形能力强,但发生塑性变形后很快就会断裂破坏,发生脆性破坏的风险较大;屈强比低的材料,在外部拉力作用下容易产生塑性变形,因抗拉强度高材料不会轻易断裂,发生脆性破坏的风险较小。同时低屈强比钢材,在材料发生屈服后至断裂之前可以承受更多的塑性变形,充分保证结构的安全性。因此,低屈强比逐渐成为工程用钢材的衡量指标并实现推广应用。
2、cn201610891350公开了一种低屈强比q550d低合金高强结构钢及其生产方法,成分添加0.15%~0.3%cr以及0.15%~0.3%mo元素,合金成本高,不适用于批量生产。
3、cn202210291085公开了一种低屈强比高韧性结构钢板及其制造方法,该工艺采用离线热处理,制造流程复杂工序繁琐,同时抗拉强度偏低未能达到740mpa。
4、cn202111355823公开了一种低屈强比高强度中厚钢板及其短流程制造方法,该方法c含量设计偏低仅为0.04%~0.06%,轧后水冷采用双阶段冷却模式,终冷温度<50℃,对于冷却设备要求高.
5、cn202011535859公开了一种低屈强比q550d高强度钢板及其制造方法,该方法采用低温淬火+回火工艺生产,但制造流程繁琐,生产成本高且经过多次热处理,吨钢能源介质消耗及碳排放量大,不满足目前钢材绿色发展方向。同时屈强比性能仅能满足≤0.85,未能达到≤0.8的要求。
6、针对上述情况,亟待开发出经济型、工艺简单、屈服强度550-620mpa,抗拉强度740~830mpa,屈强比≤0.80,-20℃冲击≥200j的低屈强比q550级高强度中厚板。
技术实现思路
1、本发明的目的是提供一种低屈强比q550级高强度中厚板的生产方法,生产屈服强度550-620mpa,抗拉强度740~830mpa,屈强比≤0.80,-20℃冲击≥200j的低屈强比q550级高强度中厚板。
2、为实现上述目的,本发明采用的技术方案为:
3、一种低屈强比q550级高强度中厚板的生产方法,工艺流程为转炉冶炼→lf精炼→rh炉真空精炼→连铸→板坯加热→控制轧制→控制冷却,其特征在于:钢的化学成分质量百分比为:c=0.06~0.08,si=0.25~0.35,mn=1.60~1.80,p≤0.015,s≤0.003,alt=0.030~0.060,nb=0.045~0.055,b=0.0010~0.0015,ceq≤0.40%,pcm≤0.20;其余为fe和残留元素;钢板厚度20~40mm,屈服强度550~650mpa,抗拉强度730~830mpa,屈强比≤0.80,-20℃冲击≥200j;关键工艺步骤包括:
4、1)板坯加热:加热温度为1150~1180℃;
5、2)控制轧制:i阶段粗轧:开轧温度1000~1150℃,终轧温度≥950℃,再结晶区轧制总压下率≥55%,同时保证三道次压下量40~45mm;ii阶段精轧:开轧温度820-850℃,未再结晶区轧制总压下率≥60%,终轧温度770-800℃,轧后空气中摆冷15~20s,温度下降20~30℃;
6、3)控制冷却:采用mulpic设备进行轧后加速冷却,开冷温度740~770℃,冷却速度20~30℃/s,返红温度300~400℃,再放置于冷床上空冷至室温。
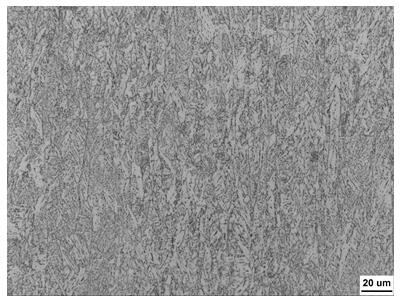
7、与现有技术相比,本发明的有益效果为:生产工艺中通过轧后空冷工艺产生少量并细小的多边形铁素体,利用在线冷却的大冷速获得适量的针状铁素体,最后严格控制返红温度区间获得贝氏体,最终获得少量铁素体+粒状贝氏体+板条贝氏体的复相组织,得到低屈强比q550级高强度中厚板,屈服强度550-620mpa,抗拉强度740~830mpa,屈强比≤0.80,-20℃冲击≥200j的低屈强比q550级高强度中厚板。具有低屈强比,强韧性好的优点。且制造流程简单,碳排放量以及综合成本低。
技术特征:1.一种低屈强比q550级高强度中厚板的生产方法,工艺流程为转炉冶炼→lf精炼→rh炉真空精炼→连铸→板坯加热→控制轧制→控制冷却,其特征在于:钢的化学成分质量百分比为:c=0.06~0.08,si=0.25~0.35,mn=1.60~1.80,p≤0.015,s≤0.003,alt=0.030~0.060,nb=0.045~0.055,b=0.0010~0.0015,ceq≤0.40%,pcm≤0.20;其余为fe和残留元素;钢板厚度20~40mm,屈服强度550~650mpa,抗拉强度730~830mpa,屈强比≤0.80,-20℃冲击≥200j;关键工艺步骤包括:
技术总结本发明提供一种低屈强比Q550级高强度中厚板的生产方法,钢的化学成分质量百分比为:C=0.06~0.08,Si=0.25~0.35,Mn=1.60~1.80,P≤0.015,S≤0.003,Alt=0.030~0.060,Nb=0.045~0.055,B=0.0010~0.0015,Ceq≤0.40%,Pcm≤0.20;其余为Fe和残留元素。工艺流程为转炉冶炼→LF精炼→RH真空精炼→连铸→板坯加热→粗轧→精轧→轧后加速冷却至300‑400℃,然后空冷至室温。获得细小均匀的少量铁素体+粒状贝氏体+板条贝氏体多相组织,厚度范围20~40mm,屈服强度550~‑650Mpa,抗拉强度730~830Mpa,屈强比≤0.80,‑20℃冲击≥200J,可广泛适用于矿机、工程机械等高强度结构用钢领域。技术研发人员:龙渊,史术华,杨小军,华浩,尚平,孙小平,李玉路,陈敏侠受保护的技术使用者:湖南华菱湘潭钢铁有限公司技术研发日:技术公布日:2024/8/16本文地址:https://www.jishuxx.com/zhuanli/20240819/275272.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表