一种无缝压纹足球热熔焊接设备及其制备方法与流程
- 国知局
- 2024-08-22 14:42:22
本发明涉及热熔焊接领域,尤其涉及一种无缝压纹足球热熔焊接设备及其制备方法。
背景技术:
1、现有技术中,在生产足球的过程中,足球外层的多边形的贴片,材质大多为合成塑料,在与足球的球芯连接时,常常采用热熔的方式进行连接。
2、现有技术中公开了部分有关热熔焊接的专利文件,公开号为cn220031209u的实用新型专利,公开了一种无缝压纹足球热熔焊接装置,包括焊接模块和拼接模块,所述焊接模块包括第一撑架、与所述第一撑架插接的两个垫板、与所述垫板顶部贴合的半球形壳体、安装于所述半球形壳体内部的硅胶、与所述第一撑架连接的第二撑架。
3、在将贴片放入热熔机内部后,后续在放入球芯或着热熔箱翻转闭合的过程中,贴片的位置均有可能发生偏移,尤其是在热熔箱闭合后,无法观察到热熔箱内部情况,在对球芯进行充气过程中,贴片在球芯的摩擦作用下,位置更容易偏移,进而影响热熔焊接质量。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种无缝压纹足球热熔焊接设备及其制备方法。
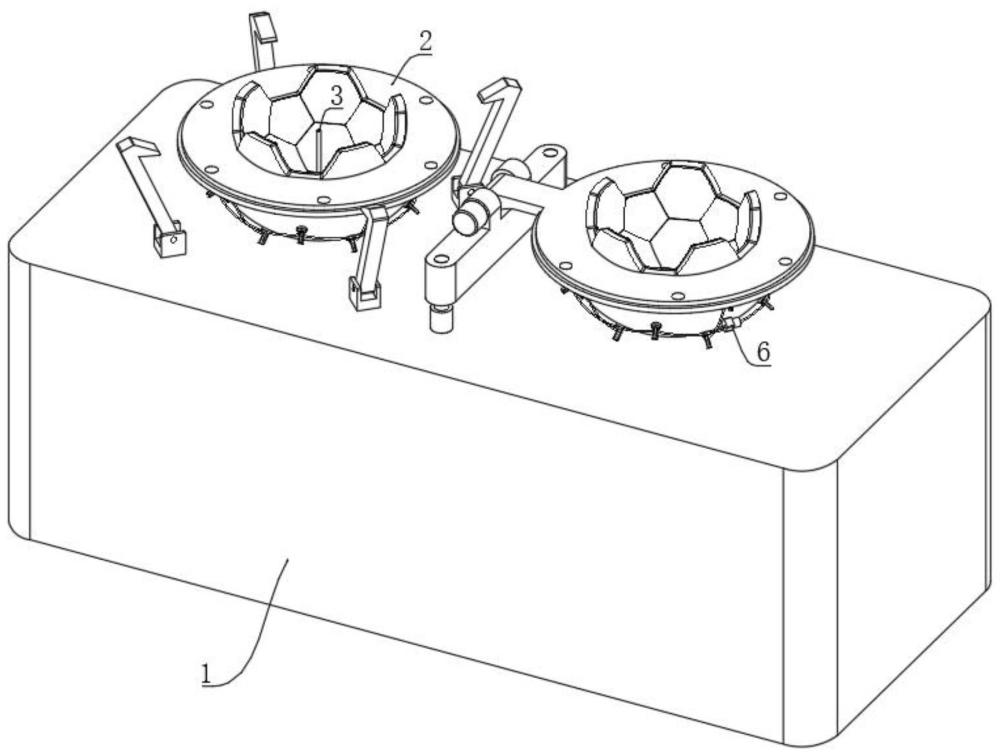
2、为达到以上目的,第一方面,本发明提供了一种无缝压纹足球热熔焊接设备,包括加工台,所述加工台的顶面上设置有两个热熔箱,其中一个所述热熔箱的内壁上固定有充气管,还包括:
3、多个吸气槽,多个所述吸气槽均开设在热熔箱的内部,所述吸气槽的端部具有吸气孔,所述吸气孔的孔径小于吸气槽的内径,所述吸气槽通过管道与吸气泵相连,所述吸气泵固定在热熔箱的外壁上;
4、填充柱,所述填充柱设置在吸气槽内部,所述填充柱的端部设置有弧面,所述弧面与热熔箱的内壁适配,所述填充柱的底部固定有第一电缸;
5、其中,所述填充柱的外径与吸气孔的孔径相同,当第一电缸推动填充柱进入吸气孔内部后,填充柱能对吸气孔进行填充,并且端部的弧面能与热熔箱内部内壁适配,保证热熔箱内壁的完整性;
6、第一气压传感器,当球芯安装在充气管上后,所述第一气压传感器用于检测球芯内部的气压,以确定球芯是否充满气体;
7、控制器,所述控制器用于在球芯充满气体后,控制第一电缸推动填充柱移动,闭合吸气槽;
8、具体的,现有技术中,在生产足球的过程中,足球外层的多边形的贴片,材质大多为合成塑料,在与足球的球芯连接时,常常采用热熔的方式进行连接,在将贴片放入热熔机内部后,后续在放入球芯或着热熔箱翻转闭合的过程中,贴片的位置均有可能发生偏移,尤其是在热熔箱闭合后,无法观察到热熔箱内部情况,在对球芯进行充气过程中,贴片在球芯的摩擦作用下,位置更容易偏移,进而影响热熔焊接质量;
9、本发明可以解决上述问题,具体的工作方式如下,通过在热熔箱内部开设吸气槽,将贴片放入热熔箱内部后,通过启动吸气泵,使得吸气槽内部产生负压,从而吸附贴片,保证贴片的稳定性;
10、贴片定位完成后,将球芯安装在具有充气管的热熔箱内部,然后,驱动另一个热熔箱翻转后竖直向下闭合,此为现有技术,在此不过多赘述;
11、闭合后,先通过充气管向球芯内部充气,再启动热熔箱内部的加热组件,对贴片进行加热,使得贴片上的胶水融化与球芯沾粘在一起;
12、与现有技术不同是,贴片在加热后,会变得柔软,此时,若吸气孔处于开启状态,贴片的表面可能会陷入吸气孔内部,影响热熔焊接质量,鉴于此,本发明通过设置第一气压传感器,对球芯内部的气压进行监测,当球芯充满后,此时,在球芯的挤压作用下,贴片能与球芯紧密接触,因此也无需再对贴片进行吸附,通过关闭吸气泵,并启动第一电缸推动填充柱移动至吸气孔内部,填充柱的外径与吸气孔的孔径相同,当第一电缸推动填充柱进入吸气孔内部后,填充柱能对吸气孔进行填充,并且端部的弧面能与热熔箱内壁适配,保证热熔箱内壁的完整性,进而避免在加热过程中,贴片陷入吸气孔,影响足球表面质量的情况发生。
13、压纹足球的贴片上具有压纹,直接通过吸气孔进行吸附,压纹位置形成的凹槽可能会漏气,影响吸附的稳定性,鉴于此,本发明提出了以下实施方式,
14、优选的,所述吸气槽内部还设置有柔性组件,所述柔性组件用于对贴片上的压纹进行填充,所述柔性组件包括:
15、连接环,所述连接环滑动设置在吸气槽的内部;
16、第二气压传感器,所述第二气压传感器用于检测吸气槽内的压强,以确定贴片是否吸附完成;
17、柔性气囊环,所述柔性气囊环呈上端小下端大的锥形结构,所述柔性气囊环套设在填充柱的外侧,所述柔性气囊环的底部固定在连接环上;
18、第二电缸,所述第二电缸固定在热熔箱的外壁上,所述第二电缸的活动端与连接环固定,在吸气前,所述第二电缸用于控制柔性气囊环的端部伸出吸气槽,在对贴片吸附完成后,所述第二电缸控制柔性气囊环向吸气槽内部收缩;
19、具体的,在吸气前,柔性气囊环的端部伸出吸气槽,在向热熔箱内部安装贴片时,柔性气囊环的端部与贴片接触,从而能对贴片上的压纹位置的凹槽进行填充,从而保证吸附的稳定性;
20、但凸出的柔性气囊环,虽然能提高吸附的稳定性,但由于柔性气囊环凸出设置,会导致贴片难以与热熔箱的表面紧密接触,因此,通过在吸气槽的内壁上安装第二气压传感器,检测吸气槽内的压强,当压强达到预审压强范围时,说明吸附完成,此时,通过第二电缸调节柔性气囊环向吸气槽内部收缩,在吸附作用下,能拉动贴片同步移动,从而使得贴片能与热熔箱的表面紧密接触;
21、并且柔性气囊环设置呈上端小下端大的锥形结构,在对吸气孔进行填充时,填充柱在移动时,能挤压柔性气囊环,撑大柔性气囊环的顶口位置后伸出,完成填充功能。
22、但当填充柱脱离柔性气囊环的顶口的过程中,在摩擦力的作用下,可能会带动柔性气囊环的顶部向下移动,甚至可能直接翻面,形成上端大下端小的锥形结构,鉴于此,本发明提出了以下实施方式,
23、优选的,所述柔性组件还包括:
24、多个翻转板,所述翻转板的底端与连接环铰接,所述翻转板的表面与柔性气囊环的表面固定;
25、凸起块,所述凸起块固定在翻转板的顶端;
26、具体的,通过在柔性气囊环与填充柱之间的位置设置翻转板,使得填充柱在移动过程中,不与柔性气囊环接触,从而避免带动柔性气囊环翻面的情况发生;
27、并且在翻转板的顶端设置凸起块,当填充柱与凸起块接触后,能进一步撑大柔性气囊环的顶口,进一步减小了填充柱与柔性气囊环的接触机会。
28、优选的,所述翻转板远离柔性气囊环的一侧外壁上开设有多个条形透气槽;
29、具体的,由于柔性气囊环的表面距离填充柱较近,在吸附作用下,若柔性气囊环直接贴覆在填充柱的表面上,可能会导致填充柱上端难以形成负压区域,因此,通过在翻转板上开设条形透气槽,便于气体通过,从而在填充柱上方形成稳定的负压区域,维持吸附的稳定性,进而保证热熔焊接的稳定性。
30、优选的,所述翻转板上还安装有测距传感器,需要注意的是,所述测距传感器倾斜安装在翻转板上,从而能直接绕开翻转板顶部的凸起块,所述测距传感器用于检测吸附过程中,贴片的凹陷距离值;
31、当凹陷距离值达到预设凹陷距离范围时,所述控制器控制柔性气囊环向吸气槽内部收缩,并维持填充柱处于静止状态;
32、当凹陷距离值未达到凹陷距离范围时,所述控制器控制柔性气囊环向吸气槽内部收缩的同时,控制填充柱同步移动;
33、具体的,对于表面较为柔软的贴片在吸附时,可能会陷入吸气孔内部,长期吸附可能会对贴片的表面平整度造成影响;
34、因此,本发明通过设置测距传感器对吸附过程中,贴片的凹陷距离值进行检测,当凹陷距离值达到预设凹陷距离范围时,说明贴片较为柔软,因此,在柔性气囊环向吸气槽内部收缩时,控制填充柱维持不动,翻转板随柔性气囊环同步向吸气槽内部移动,并与填充柱表面滑动,在填充柱的阻挡作用下,翻转板的顶端推动柔性气囊环的顶口逐渐张大,在摩擦力作用下,柔性气囊环能将贴片的凹陷部分捋平,从而减小吸附过程中,对贴片表面平整度造成的影响;
35、对于表面较为坚硬的贴片,在吸附过程中,其凹陷距离值较小,甚至不凹陷,因此,在捋平时,其让位距离较短,若同样使柔性气囊环的顶口逐渐张大,柔性气囊环可能会与贴片之间产生相对滑动,若贴片上具有压纹形成的凹槽,在柔性气囊环与贴片相对滑动时,凹槽部分极有可能漏气,影响吸附的稳定性;
36、因此,当检测到的凹陷距离值未达到凹陷距离范围时,柔性气囊环向吸气槽内部收缩的同时,控制填充柱和柔性气囊环同步移动,从而避免柔性气囊环的顶端发生形变,与贴片之间产生相对滑动的情况发生,进而保证了对表面较为坚硬的贴片吸附的稳定性。
37、第二方面,本发明提供了一种无缝压纹足球的制备方法,该制备方法包括以下步骤:
38、所述控制器控制柔性气囊环伸出吸气孔,并同步启动吸气泵;
39、对贴片进行安装;
40、所述控制器获取由第二气压传感器检测吸气槽内的压力值,并将压力值与预设的压力范围进行比对,当压力值达到预设的压力范围时,确定贴片吸附完成,生成第一控制信息,所述第一控制信息用以控制测距传感器启动,所述控制器将第一控制信息发送给测距传感器;
41、所述控制器获取由测距传感器检测贴片的凹陷距离值,并将凹陷距离值与预设凹陷距离范围进行比对;
42、当凹陷距离值达到预设凹陷距离范围时,说明贴片较软,此时生成第二控制信息,所述第二控制信息用于控制第二电缸收缩,拉动柔性气囊环复位,而保持填充柱不动,在填充柱的阻挡作用下,翻转板的顶端推动柔性气囊环的顶口逐渐张大,在摩擦力作用下,柔性气囊环能将贴片的凹陷部分捋平,从而减小吸附过程中,对贴片表面平整度造成的影响;
43、所述控制器将第二控制信息发送给第二电缸;
44、当凹陷距离值未达到预设凹陷距离范围时,说明贴片较硬,此时生成第三控制信息,所述第三控制信息用于控制第二电缸和第一电缸同步收缩,维持柔性气囊环的顶口状态,从而避免由于柔性气囊环的顶端发生形变,与贴片之间产生相对滑动的情况发生,进而保证了对表面较为坚硬的贴片吸附的稳定性;
45、所述控制器将第三控制信息发送给第一电缸和第二电缸。
46、优选的,该制备方法还包括以下步骤:
47、所述控制器获取气压信息,所述气压信息由第一气压传感器检测球芯内部的气压生成;
48、所述控制器根据气压信息生成第四控制信息和第五控制信息,所述第四控制信息用以控制第一电缸收缩,所述第五控制信息用以控制第二电缸伸长;
49、所述控制器将第四控制信息发送给第一电缸;
50、所述控制器将第五控制信息发送给第二电缸。
51、与现有技术相比,本发明具有以下有益效果:
52、一、通过在热熔箱内部开设吸气槽,将贴片放入热熔箱内部后,通过启动吸气泵,使得吸气槽内部产生负压,从而吸附贴片,保证贴片的稳定性。
53、二、贴片在加热后,会变得柔软,此时,若吸气孔处于开启状态,贴片的表面可能会陷入吸气孔内部,影响热熔焊接质量,本发明通过设置第一气压传感器,对球芯内部的气压进行监测,当球芯充满后,此时,在球芯的挤压作用下,贴片能与球芯紧密接触,因此也无需再对贴片进行吸附,通过关闭吸气泵,并启动第一电缸推动填充柱移动至吸气孔内部,填充柱的外径与吸气孔的孔径相同,当第一电缸推动填充柱进入吸气孔内部后,填充柱能对吸气孔进行填充,并且端部的弧面能与热熔箱内壁适配,保证热熔箱内壁的完整性,进而避免在加热过程中,贴片陷入吸气孔,影响足球表面质量的情况发生。
54、三、在吸气前,柔性气囊环的端部伸出吸气槽,在向热熔箱内部安装贴片时,柔性气囊环的端部与贴片接触,从而能对贴片上的压纹位置的凹槽进行填充,从而保证吸附的稳定性。
本文地址:https://www.jishuxx.com/zhuanli/20240822/279566.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表