一种防止粉面塌陷的增材制造方法及增材制造设备与流程
- 国知局
- 2024-08-22 14:54:00
本申请涉及增材制造,特别是涉及一种防止粉面塌陷的增材制造方法及增材制造设备。
背景技术:
1、增材制造技术是一种通过控制激光器逐层扫描,层层叠加形成三维物体的快速制造技术。其工艺流程如下:首先对工件的三维模型进行切片处理,得到工件每一层的截面信息;将粉末状材料均匀地铺洒在工作平台表面上,激光器根据系统指令选择性地熔化粉末;一个截面完成后,再铺上一层新材料,继续有选择性地根据三维物体对应的截面信息进行扫描;按照此方法再对下一个截面进行铺粉扫描,最终得到三维物体。
2、在上述增材制造技术中,平铺在成形缸体底板或已成形产品上表面的粉末,并不是完全密实状态,粉末颗粒与颗粒之间存在空隙。上述空隙中填充着气体,在烧结过程中,粉末中的气体会通过粉面外表层慢慢排出。尤其是当烧结的产品中含有大面积的倒v型结构,其结构粉末中的气体排出更容易受阻,在烧结过程的某一瞬间,粉末中的气体便会从粉面中喷出来,气体喷出会使粉面局部大量缺粉(也就是粉面塌陷),缺粉则会导致产品缺失严重,影响产品完整性,严重的话,可导致产品报废。粉末中气体喷出导致粉面塌陷现象见图1。
技术实现思路
1、为了解决现有技术存在的上述问题,本发明提供了一种防止粉面塌陷的增材制造方法及增材制造设备,该防止粉面塌陷的增材制造方法根据倒v型结构有选择性地对成形缸内的粉末进行振动,从而避免了粉面缺失,保证了制件的稳定打印,且提高了制件的打印质量。
2、为了实现上述目的,本发明提供了一种防止粉面塌陷的增材制造方法,包括以下步骤:
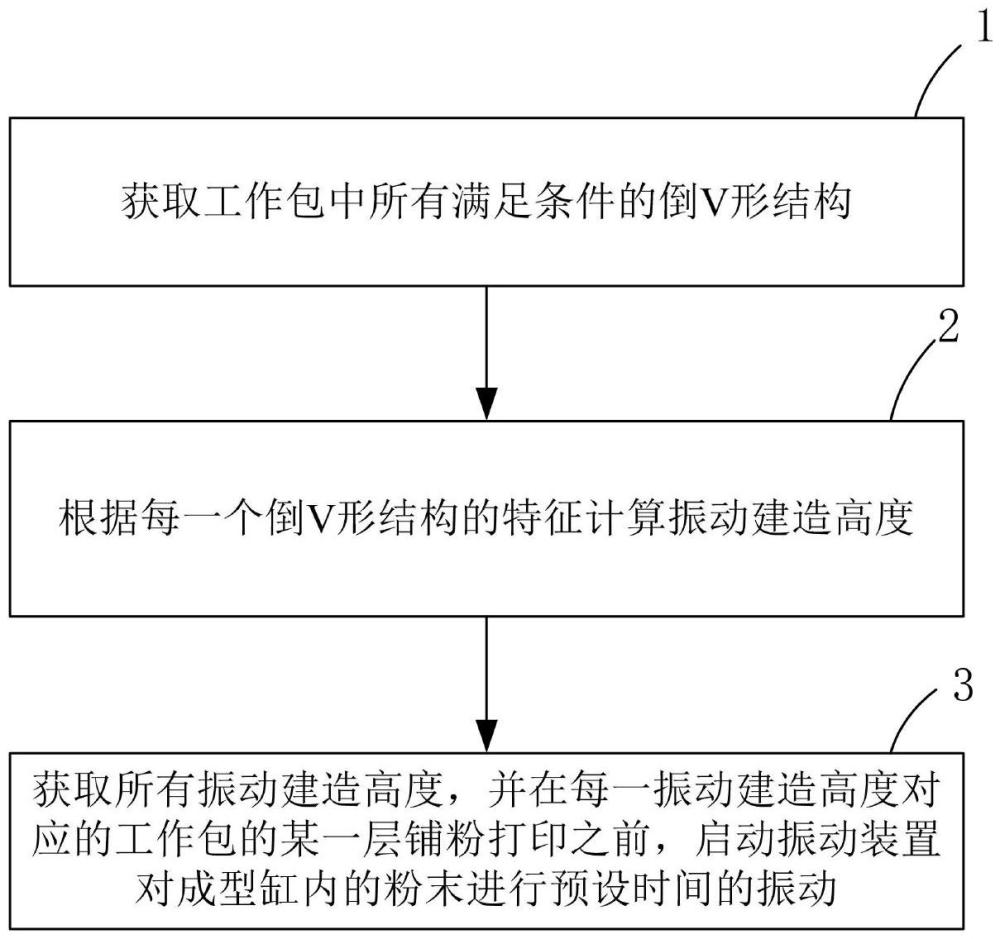
3、步骤s1、获取工作包中所有满足条件的倒v型结构;
4、步骤s2、根据每一个倒v型结构的特征计算振动建造高度;
5、步骤s3、获取所有振动建造高度,并在每一振动建造高度对应的工作包的某一层铺粉打印之前,启动振动装置对成形缸内的粉末进行预设时间的振动。
6、作为本发明的进一步优选方案,所述倒v型结构需满足以下条件:
7、所述倒v型结构的横截面积自上而下逐渐递增,且沿z轴方向逐渐闭合于顶点,所述倒v型结构中至少有一条直线或者曲线的切线与xy面的夹角小于90°。
8、作为本发明的进一步优选方案,根据每一个倒v型结构的特征计算振动建造高度具体包括以下步骤:
9、步骤31、将所述倒v型结构分别投影至过z轴的所有平面得到若干个二维平面图形,对于二维平面图形选取一条水平线使其形成面积最大的闭合图形;选取面积最大的闭合图形记作图形a;
10、步骤32、将图形a的顶点、两个底点连接形成三角形b;
11、步骤33、根据公式n=lh/k计算振动次数n,其中l为三角形b的底部距离,h为三角形b的高度距离;k为常数,取值800-1000,n取整;
12、步骤34、当n等于0时,该倒v型结构对应的振动建造高度数量为0;当n大于或等于1时,按照以下公式获取所有振动建造高度hn:
13、△h=h1-h0;
14、hn=h0+n△h/(n+1);n为1,2……n;
15、其中,h0为三角形b两个底点所位于的建造高度,h1为三角形b顶点所位于的建造高度。
16、作为本发明的进一步优选方案,启动振动装置对成形缸内的粉末进行预设时间的振动具体包括:
17、启动振动装置对成形缸内的粉末进行预设时间的振动,铺粉装置铺粉一层,检测粉面是否缺粉,如缺粉,继续铺粉,直至该层粉面不缺粉。
18、作为本发明的进一步优选方案,所述步骤s3具体包括:
19、获取所有振动建造高度,并将所有振动建造高度按照从小到大或从大到小的顺序进行依次排列;
20、当相邻两个振动建造高度的间隔距离小于或等于预设距离时,对该相邻两个振动建造高度保留其中一个振动建造高度;删除另一个振动建造高度;
21、获取删除后的所有振动建造高度,并在每一振动建造高度对应的工作包的某一层铺粉打印之前,启动振动装置对成形缸内的粉末进行预设时间的振动。
22、作为本发明的进一步优选方案,删除的振动建造高度为相邻两个振动建造高度中较高的振动建造高度。
23、作为本发明的进一步优选方案,所述预设时间为5-10s,所述预设距离为5~10mm。
24、作为本发明的进一步优选方案,在不同的振动建造高度,启动振动装置对成形缸内的粉末进行振动的预设时间相同。
25、作为本发明的进一步优选方案,所述振动装置包括第一振动电机和第二振动电机,第一振动电机和第二振动电机分别通过安装架对称设置于成形缸的外壁。
26、本发明还提供了一种增材制造设备,包括增材制造设备主体和振动装置,所述增材制造设备主体包括存储器和处理器,所述存储器存储有计算机程序,所述处理器执行所述计算机程序时实现上述任一项所述的防止粉面塌陷的增材制造方法的步骤;所述振动装置设置于增材制造设备主体的成形缸上,用于在处理器的控制下对成形缸内的粉末进行预设时间的振动。
27、本发明的防止粉面塌陷的增材制造方法及增材制造设备,通过采用上述技术方案,具有以下有益效果:
28、本发明的方法通过根据工作包中待打印制件的特征选择所有满足条件的倒v型结构,并根据不同的倒v型结构进行特定的计算得到若干个振动建造高度,从而当工作包建造到每一个振动建造高度对应的某一层时,启动振动装置对成形缸内的粉末进行振动,从而避免了粉面缺失,保证了制件的稳定打印,且提高了制件的打印质量;而且,本申请不是在整个工作包中均振动,而是根据倒v型结构有选择性地对成形缸内的粉末进行振动,从而在保证制件打印质量的前提下,减少了设备的等待时间(振动装置对成形缸内的粉末振动时,设备需停止打印),即提高了设备的打印效率。
技术特征:1.一种防止粉面塌陷的增材制造方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的防止粉面塌陷的增材制造方法,其特征在于,所述倒v型结构需满足以下条件:
3.根据权利要求2所述的防止粉面塌陷的增材制造方法,其特征在于,根据每一个倒v型结构的特征计算振动建造高度具体包括以下步骤:
4.根据权利要求1所述的防止粉面塌陷的增材制造方法,其特征在于,启动振动装置对成形缸内的粉末进行预设时间的振动具体包括:
5.根据权利要求1所述的防止粉面塌陷的增材制造方法,其特征在于,所述步骤s3具体包括:
6.根据权利要求5所述的防止粉面塌陷的增材制造方法,其特征在于,删除的振动建造高度为相邻两个振动建造高度中较高的振动建造高度。
7.根据权利要求5所述的防止粉面塌陷的增材制造方法,其特征在于,所述预设时间为5-10s,所述预设距离为5~10mm。
8.根据权利要求1至7任一项所述的防止粉面塌陷的增材制造方法,其特征在于,在不同的振动建造高度,启动振动装置对成形缸内的粉末进行振动的预设时间相同。
9.根据权利要求8所述的防止粉面塌陷的增材制造方法,其特征在于,所述振动装置包括第一振动电机和第二振动电机,第一振动电机和第二振动电机分别通过安装架对称设置于成形缸的外壁。
10.一种增材制造设备,包括增材制造设备主体和振动装置,所述增材制造设备主体包括存储器和处理器,所述存储器存储有计算机程序,其特征在于,所述处理器执行所述计算机程序时实现权利要求1至9中任一项所述的防止粉面塌陷的增材制造方法的步骤;所述振动装置设置于增材制造设备主体的成形缸上,用于在处理器的控制下对成形缸内的粉末进行预设时间的振动。
技术总结一种防止粉面塌陷的增材制造方法及增材制造设备,其中方法包括:获取工作包中所有满足条件的倒V型结构;根据每一个倒V型结构的特征计算振动建造高度;获取所有振动建造高度,并在每一振动建造高度对应工作包的某一层铺粉打印之前,启动振动装置对成形缸内的粉末进行预设时间的振动。本发明根据不同的倒V型结构进行特定的计算得到若干个振动建造高度,从而当工作包建造到每一个振动建造高度对应某一层时,启动振动装置对成形缸内的粉末进行振动,避免粉面缺失,提高制件的打印质量;且本申请不是在整个工作包中均振动,而是根据倒V型结构有选择性地对成形缸内的粉末进行振动,从而在保证制件打印质量的前提下,减少了设备的等待时间。技术研发人员:赵伟,刘加发,许梦飞,郭文郁,陈虎清,李乐,宋敏,唐璟受保护的技术使用者:湖南华曙高科技股份有限公司技术研发日:技术公布日:2024/8/20本文地址:https://www.jishuxx.com/zhuanli/20240822/280309.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表