一种混联机器人加工流水线的制作方法
- 国知局
- 2024-08-22 15:02:35
本发明涉及机械加工,具体为一种混联机器人加工流水线。
背景技术:
1、混联机器人融合了串联机器人和并联机器人的特点,具有精度高、工作空间大、承载能力强、响应速度快等优点,为大型复杂结构件的高精度加工制造提供了有效解决方案,混联机器人加工流水线是一种结合自动化机器人技术和人工智能技术的先进制造技术。
2、在当前工业生产中,由于产品种类繁多、需求不断变化以及人工成本的不断上升,传统的流水线生产模式已经难以满足市场的需求,混联机器人采用机器人、传感器、视觉识别系统等先进设备,实现对生产过程的自动监控、调整和优化,在混联机器人加工流水线中,不仅有传统的固定机器人,还包括灵活的移动机器人、协作机器人和自主导航机器人等,这些机器人可以根据生产任务的需求进行灵活调度,协同工作,提高生产效率和灵活性,同时,配备了人工智能技术的混联机器人加工流水线还能通过学习和优化算法,不断提升自身的智能水平,适应不同的生产场景和需求变化,混联机器人加工流水线不仅提高了工厂的生产效率和质量,还降低了人力成本和劳动强度,促进了制造业的转型升级和智能化发展。
3、目前,现有技术在流水线作业中采用混联机器人对工件进行焊接时,通常需要对工件焊接的同时向焊接处喷保护气体,但是,当工件形状特殊时,喷保护气体的喷头容易被工件阻挡,使得保护气体难以准确喷射在焊接处,从而容易影响焊接加工效果;因此,不满足现有的需求,对此我们提出了一种混联机器人加工流水线。
技术实现思路
1、本发明提供了一种混联机器人加工流水线,具备便于保护气体准确喷射在焊接处,从而改善焊接加工效果的有益效果,解决了上述背景技术中所提到现有技术在流水线作业中采用混联机器人对工件进行焊接时,通常需要对工件焊接的同时向焊接处喷保护气体,但是,当工件形状特殊时,喷保护气体的喷头容易被工件阻挡,使得保护气体难以准确喷射在焊接处,从而容易影响焊接加工效果的问题。
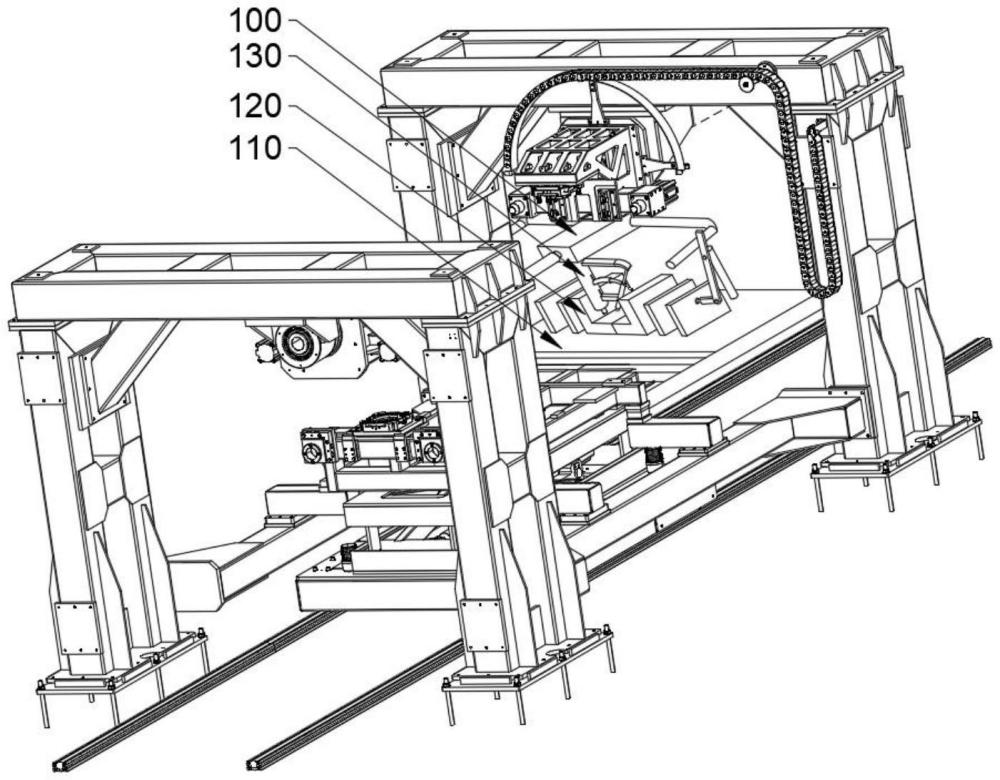
2、本发明提供如下技术方案:一种混联机器人加工流水线,包括升降台、焊接台以及设置在所述焊接台上侧的工件本体,所述升降台侧部滑动设置有安装座,所述安装座端部安装有用于焊接所述工件本体的焊接头,所述安装座侧部活动设置有用于喷射保护气体的气管,所述焊接台上侧滑动设置有定位组件,所述定位组件用于固定所述工件本体,所述焊接台上侧安装有立柱,所述立柱端部转动安装有活动杆,所述立柱和所述活动杆之间设置有涡卷弹簧,所述升降台侧部安装有与所述活动杆抵触的抵压杆,所述活动杆下端转动安装有连接杆,所述连接杆端部与所述定位组件转动连接。
3、作为本发明所述的一种混联机器人加工流水线可选方案,其中:所述安装座侧部安装有第一滑块,所述升降台侧部开设有与所述第一滑块配合使用的槽体,所述第一滑块滑动插设在所述升降台侧部的槽体内,所述升降台外侧安装有伸缩件,所述伸缩件设置为液压杆,所述伸缩件的伸缩端与所述第一滑块连接。
4、作为本发明所述的一种混联机器人加工流水线可选方案,其中:所述工件本体的数量设置为两个,所述工件本体均设置为“l”形,两个所述工件本体的焊接面相互接触,且所述焊接头位于所述工件本体焊接处的上方。
5、作为本发明所述的一种混联机器人加工流水线可选方案,其中:所述气管的数量设置为两个,且两个所述气管关于所述安装座对称设置,所述气管的出气端均向所述焊接头的方向倾斜设置,所述气管的出气端连接有喷头,所述气管的另一端连接有用于向所述气管内输送保护气体的输送管,且所述输送管设置为软管。
6、作为本发明所述的一种混联机器人加工流水线可选方案,其中:所述定位组件的数量设置为两个,且两个所述定位组件分别设置在两个所述工件本体的外侧,所述定位组件均包括第一定位板、与所述第一定位板连接的套管、滑动插设在所述套管内侧的滑管、与所述滑管端部连接的第二定位板、共同设置在所述套管和所述滑管内部的第一弹簧、以及分别安装在所述第一定位板和所述第二定位板外侧的第二滑块;
7、所述第一弹簧的一端与所述第一定位板连接,所述第一弹簧的另一端与所述第二定位板连接,所述第二定位板靠近所述工件本体,所述焊接台上侧开设有与所述第二滑块配合使用的槽体,所述第二滑块均滑动插设在所述焊接台上侧的槽体内,所述连接杆端部与所述第一定位板转动连接。
8、作为本发明所述的一种混联机器人加工流水线可选方案,其中:所述安装座侧部滑动设置有支撑杆,所述安装座侧部开设有与所述支撑杆滑动配合的槽体,所述支撑杆端部滑动插设在所述安装座的槽体内,且槽体内设置有第二弹簧,所述第二弹簧的两端分别与所述支撑杆和所述安装座连接,所述支撑杆侧部转动安装有转轴,所述转轴端部与所述气管固定连接,所述转轴外壁固定有齿轮,所述支撑杆侧部安装有固定杆,所述固定杆端部安装有与所述齿轮啮合的齿条。
9、作为本发明所述的一种混联机器人加工流水线可选方案,其中:所述安装座侧部滑动设置有弧管,所述安装座侧部开设有与所述弧管滑动配合的槽体,所述弧管端部滑动插设在所述安装座的槽体内,且槽体内设置有第三弹簧,所述第三弹簧的两端分别与所述弧管和所述安装座连接,所述弧管内侧滑动插接有弧杆,所述弧杆与所述气管连接,所述弧管内部还设置有第四弹簧,所述第四弹簧的两端分别与所述弧杆和所述弧管连接。
10、作为本发明所述的一种混联机器人加工流水线可选方案,其中:所述气管侧部滑动插接有控制杆,所述控制杆端部安装有调节塞,所述调节塞设置为圆台状,所述气管端部的内壁与所述调节塞形状相同,且所述调节塞与所述气管端部的内壁之间留有缝隙,所述控制杆外壁固定有保持环,所述保持环侧部开设有通孔,所述保持环与所述气管内壁滑动配合,所述控制杆外侧套设有第五弹簧,所述第五弹簧两端分别与所述保持环和所述气管连接。
11、作为本发明所述的一种混联机器人加工流水线可选方案,其中:所述控制杆上端安装有限位球,所述安装座外侧安装有固定架,所述固定架侧部开设有与所述限位球配合使用的限位槽,所述限位球滑动插设在所述限位槽内,且所述限位槽设置为弧形槽。
12、本发明具备以下有益效果:
13、1、该混联机器人加工流水线,升降台带动安装座和焊接头下降,下降的过程中,气管转动,进行角度的调节,使得气管带动喷头指向工件本体的焊接处,焊接头与两个工件本体的接触面接触,同时伸缩件带动安装座移动,使得安装座带动焊接头沿工件本体的接触面移动,从而对两个工件本体进行焊接,并且气管在焊接时持续喷射保护气体,从而使得焊接头对工件本体进行焊接时,气管可以通过喷头准确的向焊接处喷射保护气体;
14、与此同时,升降台还带动抵压杆下降,将活动杆的上端向外挤压,使得活动杆转动并将涡卷弹簧挤压收卷,从而使得抵压杆的下端通过连接杆带动第一定位板和第二定位板移动,从而使得工件本体被第二定位板挤压夹持,避免工件本体在焊接过程中发生位移,焊接完成后升降台上升复位,同时活动杆在涡卷弹簧回弹力作用下带动第一定位板和第二定位板进行复位,不仅如此,当第二定位板与工件本体接触后,仍然移动的第一定位板带动套管套设在滑管外侧,并且将第一弹簧挤压,使得第二定位板对工件本体进行挤压定位,当工件本体尺寸大时第一弹簧被挤压的程度大,当工件本体尺寸小时第一弹簧被挤压的程度下,从而提高了定位组件对不同尺寸的工件本体的适应性,尽可能解决现有技术在流水线作业中采用混联机器人对工件进行焊接时,通常需要对工件焊接的同时向焊接处喷保护气体,但是,当工件形状特殊时,喷保护气体的喷头容易被工件阻挡,使得保护气体难以准确喷射在焊接处,从而容易影响焊接加工效果的问题。
15、2、该混联机器人加工流水线,安装座带动焊接头、气管以及齿条下降,气管被工件本体阻碍,使得支撑杆和弧管在安装座侧部滑动,同时将第二弹簧和第三弹簧挤压,通过齿条和齿轮的啮合,使得齿轮带动气管转动,同时弧杆滑动插入弧管内并将第四弹簧压缩,使得气管的下端带动喷头偏转,从而便于根据工件本体的形状调节气管的喷气角度,使得气管的出气端始终指向工件本体的焊接处,从而便于提高对工件本体焊接处喷射保护气体的准确性,随后,焊接完成后,升降台带动焊接头和气管上升,同时在第二弹簧回弹力作用下使得支撑杆复位,在第三弹簧和第四弹簧回弹力作用下使得弧杆复位,从而使得气管的角度复原。
16、3、该混联机器人加工流水线,气管与工件本体抵触后,安装座带动固定架下降,限位球在限位槽内滑动,且通过限位球在限位槽内的滑动,实现调节塞与喷头之间距离的改变,使得控制杆相对于气管下降且将第五弹簧压缩,使得控制杆带动调节塞下移至气管的底部,减小调节塞与气管出气端之间的缝隙,从而在保护气体充入量一定的情况下,提高了保护气体的流速,使得保护气体喷射的距离增大,从而使得气管调节角度后,即使与焊接头的距离增大,仍然可以确保足够的保护气体对焊接处的喷射。
本文地址:https://www.jishuxx.com/zhuanli/20240822/280893.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。