一种用于制造厚壁小直径筒体的方法与流程
- 国知局
- 2024-08-30 14:31:33
本申请总体上涉及制造压力容器的,尤其涉及一种用于制造厚壁小直径筒体的方法。
背景技术:
1、近年来,随着石油、化工、能源动力、核工业等领域的迅速发展,由厚壁小直径筒体制造的单层高压压力容器在合成氨、合成甲醇、高压聚乙烯、石油加氢裂化等方面得到广泛应用。“碳达峰、碳中和”愿景目标的提出,对化工装备的高效节能化、模块化、智能化以及装备使用周期规划了新的目标,同时这些新目标对压力容器产品的结构优化、材料、制造工艺等方面提出了更高要求。
2、筒节的卷制成型通常是在卷板机上完成的,钢板弯卷的塑性变形程度沿钢板厚度方向是不同的。厚壁小直径筒体由于钢板越厚、筒节的弯卷半径越小,则变形率越大,较大的变形率对成形后材料的晶格扭曲、晶格畸变、力学性能、冷作硬化、回弹量等方面影响也越大。因此,需要比一般大直径筒体更加严格的制造厚壁小直径筒体的方法。
技术实现思路
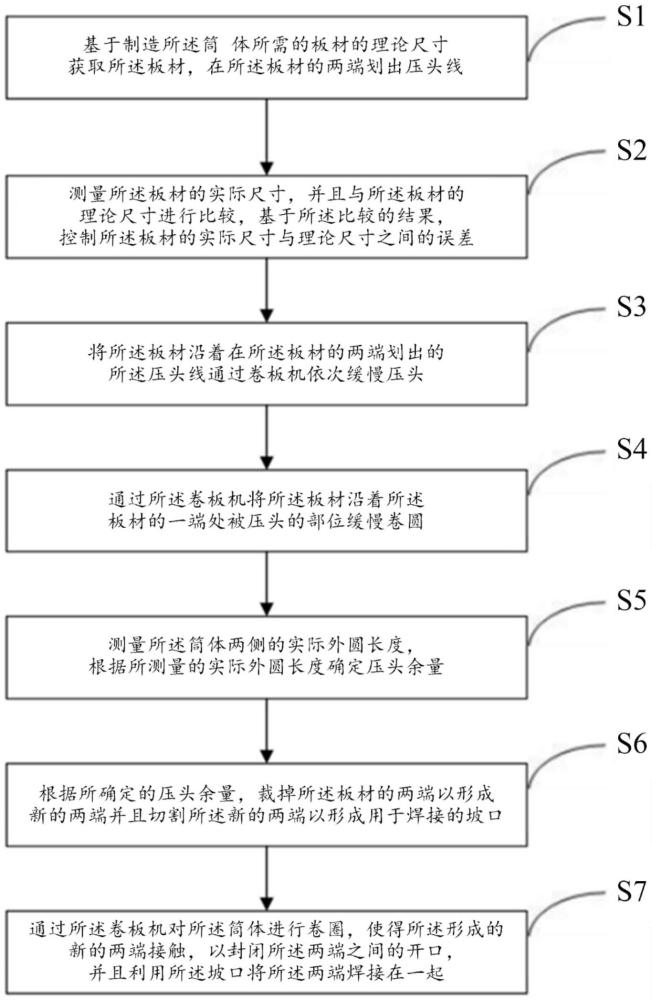
1、鉴于上述技术问题,本公开内容提出了一种用于制造厚壁小直径筒体的方法,其特征在于,所述方法包括以下步骤:s1、基于制造所述筒体所需的板材的理论尺寸获取所述板材,在所述板材的两端划出压头线;s2、测量所述板材的实际尺寸,并且与所述板材的理论尺寸进行比较,基于所述比较的结果,控制所述板材的实际尺寸与理论尺寸之间的误差;s3、将所述板材沿着在所述板材的两端划出的所述压头线通过卷板机依次缓慢压头;s4、通过所述卷板机将所述板材沿着所述板材的一端处被压头的部位缓慢卷圆;s5、测量所述筒体两侧的实际外圆长度,根据所测量的实际外圆长度确定压头余量;s6、根据所确定的压头余量,裁掉所述板材的两端以形成新的两端并且切割所述新的两端以形成用于焊接的坡口;以及s7、通过所述卷板机对所述筒体进行卷圈,使得所述形成的新的两端接触,以封闭所述两端之间的开口,并且利用所述坡口将所述两端焊接在一起。
2、在一个优选实施方式中,在s2中,将所述板材的理论长度与实际长度之间的偏差以及理论与实际宽度之间的偏差控制在±1.5mm内。
3、在一个优选实施方式中,在s2中,所述板材的对角线相对差不大于2mm。
4、在一个优选实施方式中,在s3-s4中,使用样板对所述筒体进行反复测量,直至所述样板与所述筒体之间的间隙不超过2mm。
5、在一个优选实施方式中,所述压头线到所述板材的一端的距离l=1.5*所述筒体的厚度。
6、在一个优选实施方式中,所述坡口为x形坡口。
7、在一个优选实施方式中,在s6中,在进行所述切割时使用砂轮机清除所述板材的淬硬层。
8、在一个优选实施方式中,在s6中,修磨所述坡口直至所述坡口的表面露出金属光泽。
9、在一个优选实施方式中,在s7中,在所述焊接之后,对所述坡口处的焊料进行打磨使得所述焊料的内表面与所述筒体的内表面齐平。
10、在一个优选实施方式中,所述方法还包括:s8、对所述筒体的圆度进行校正,以确保所述筒体达到规定的圆度要求。
11、与现有技术相比,本公开内容的有益效果为:本公开的技术方案使得筒节的制作质量大为提高,同时相比热卷、热校制作等现有方法减少大量煤气等能量消耗、缩短了制作过程的生产周期。
技术特征:1.一种用于制造厚壁小直径筒体的方法,其特征在于,所述方法包括以下步骤:
2.根据权利要求1所述的方法,其特征在于,在s2中,将所述板材的理论长度与实际长度之间的偏差以及理论与实际宽度之间的偏差控制在±1.5mm内。
3.根据权利要求1所述的方法,其特征在于,在s2中,所述板材的对角线相对差不大于2mm。
4.根据权利要求1所述的方法,其特征在于,在s3-s4中,使用样板对所述筒体进行反复测量,直至所述样板与所述筒体之间的间隙不超过2mm。
5.根据权利要求1所述的方法,其特征在于,其中所述压头线到所述板材的一端的距离l=1.5*所述筒体的厚度。
6.根据权利要求1所述的方法,其特征在于,其中所述坡口为x形坡口。
7.根据权利要求1所述的方法,其特征在于,在s6中,在进行所述切割时使用砂轮机清除所述板材的淬硬层。
8.根据权利要求1所述的方法,其特征在于,在s6中,修磨所述坡口直至所述坡口的表面露出金属光泽。
9.根据权利要求1所述的方法,其特征在于,在s7中,在所述焊接之后,对所述坡口处的焊料进行打磨使得所述焊料的内表面与所述筒体的内表面齐平。
10.根据权利要求1所述的方法,其特征在于,还包括:
技术总结本申请公开了一种用于制造厚壁小直径筒体的方法。该方法包括以下步骤:S1、基于制造筒体所需的板材的理论尺寸获取板材,在板材的两端划出压头线;S2、测量板材的实际尺寸,控制板材的实际尺寸与理论尺寸之间的误差;S3、将板材沿着在板材的两端划出的压头线通过卷板机依次缓慢压头;S4、通过卷板机将板材沿着板材的一端处被压头的部位缓慢卷圆;S5、测量筒体两侧的实际外圆长度,确定压头余量;S6、裁掉板材的两端以形成新的两端并且切割新的两端以形成用于焊接的坡口;以及S7、通过卷板机对筒体进行卷圈,使得形成的新的两端接触,并且利用坡口将两端焊接在一起。该方法提高了筒节的制作质量,减少了制作过程的能量消耗,并且缩短了生产周期。技术研发人员:武少杰,高小斌,荆洪飞,杨晓受保护的技术使用者:山西阳煤化工机械(集团)有限公司技术研发日:技术公布日:2024/8/27本文地址:https://www.jishuxx.com/zhuanli/20240830/282467.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表