保证大型刚卡轮胎胎体均匀分布的生产工艺的制作方法
- 国知局
- 2024-08-30 14:41:29
本发明涉及轮胎生产,具体涉及一种保证大型刚卡轮胎胎体均匀分布的生产工艺。
背景技术:
1、目前大型刚卡轮胎在生产过程中存在设备及工艺的设计不合理的问题,如一段平鼓的直径较小,且与二段成型机头的直径差值>10%,导致在胎筒传递过程中,二段成型机头膨胀,因平鼓直径小于二段成型机头直径,即胎筒内径小于二段成型机头,机头膨胀过程中会导致胎筒出现拉伸问题;传递环夹持的胎筒与二段成型机头不同心导致的机头膨胀过程中机头表面与胎筒内侧未同步接触,造成胎筒接取过程中胎筒局部拉伸问题;二段成型机头在接取胎筒的过程中,直径膨胀不到位时传递环夹持弧便松开,此过程中胎筒在重力作用下出现变形下垂,且呈椭圆形,二段成型机头在直径膨胀至100%的过程中即会造成胎筒上平面与下平面出现不均匀拉伸问题;传递环的夹持弧长度较短,胎筒被夹持过程中,夹持弧之间的间隙位置的胎筒弧度出现不规则变化(该不规则变化是受胎筒重力及橡胶收缩力的作用下导致的),然后在胎筒接取过程中,二段成型机头膨胀时易造成夹持弧间隙位置的胎筒受力不均匀,从而导致胎筒被局部异常拉伸。
2、以上问题会导致胎体出现分布不均匀,出现胎体钢丝稀开的废次品,在使用过程中易出现胎侧脱层、胎肩脱层或轮胎爆破的风险。因此,针对这些问题,亟需改进轮胎的生产工艺,以保证大型刚卡轮胎胎体均匀分布。
技术实现思路
1、本发明要解决的技术问题是:克服现有技术的不足,提供一种保证大型刚卡轮胎胎体均匀分布的生产工艺,有效解决了胎筒传递过程中因工艺设计不合理、设备状态不合格等问题导致的巨胎胎筒异常拉伸问题,提升了生产过程中胎筒质量的稳定性、符合性与均匀性,避免了胎体分布不均匀、钢丝稀开等异常质量问题。
2、本发明的技术方案为:
3、保证大型刚卡轮胎胎体均匀分布的生产工艺:
4、1)一段胎筒生产完成后、在卸胎筒之前,增加平鼓直径使其与二段成型机头的直径差值≤10%;
5、2)成型胎筒生产之前,将二段成型机头的直径膨胀至100%,然后操作二段成型机头移动至设定的胎筒接取位(即:二段机头移动至传递环内侧),操作传递环的夹持弧伸出,待其完全伸出后,测量传递环夹持弧的上下左右四个位置的夹持弧至二段成型机头表面的垂直距离,保证上与下、左与右方向的距离差在预设范围内;
6、3)在一段平鼓胎筒生产完成后,平鼓移动至卸筒位,传递环的夹持弧伸出,平鼓进行缩鼓,缩鼓完成后平鼓移出过程中二段成型机头移入,到位后进行二段成型机头膨胀,膨胀直径为二段成型机头设计直径的100%,然后松开传递环的夹持弧,二段成型机头移回操作工位;
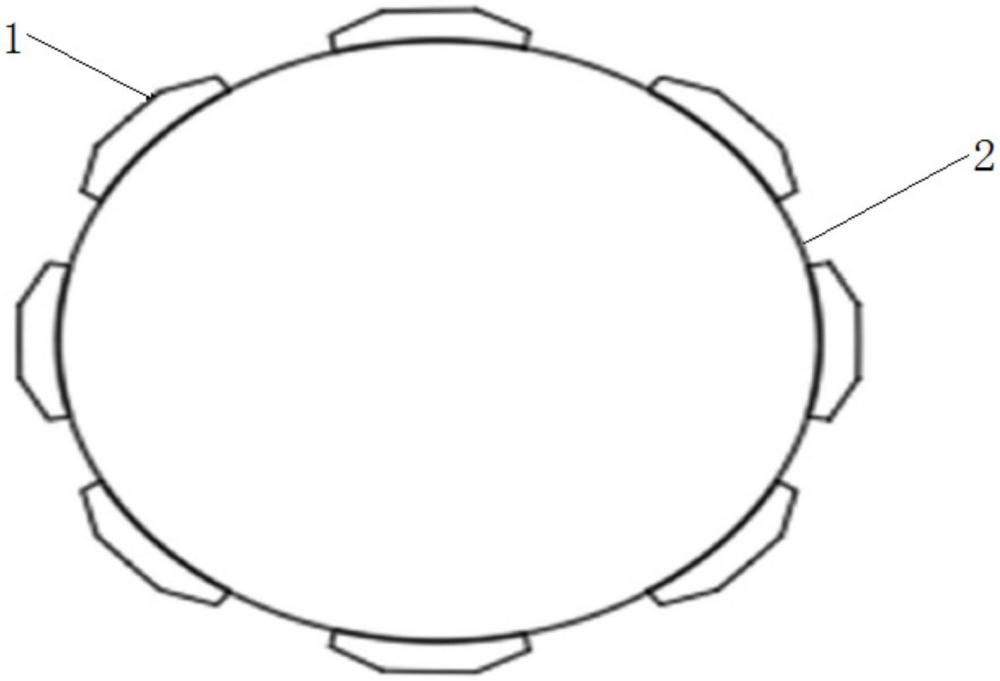
7、4)增加传递环的夹持弧长度,提升传递环夹持弧对胎筒周向的夹持宽度,最终更好地保证胎筒周向形状。
8、优选地,步骤1)中,平鼓直径增加8-15%。
9、优选地,步骤2)中,预设范围为≤5mm。
10、优选地,步骤4)中,传递环的夹持弧长度增加50-80%。
11、本发明与现有技术相比,具有以下有益效果:
12、本发明通过增加一段平鼓涨鼓动作及标准,使得胎筒内径与二段成型机头的直径差值减小,改善了胎筒传递过程中二段成型机头膨胀造成的胎筒拉伸问题。同时,本发明增加了传递环与二段成型机头的同心度确认步骤,保证传递环夹持的胎筒在与二段成型机头同心,可保证机头膨胀过程中机头表面与胎筒内侧接近同步接触,以保证胎筒接取过程中造成的胎筒局部拉伸问题。并且,本发明在传递环在夹持胎筒的情况下,在二段成型机头直径膨胀至100%后再松开传递环的夹持弧,避免了过早松开传递环夹持弧导致胎筒变形造成胎筒不均匀拉伸的问题。此外,本发明增加了传递环的夹持弧宽度,提升了传递环周向夹持对胎筒的约束力,有效改善夹持弧与夹持弧之间间隙过大造成的胎筒弧度变化问题,从而保证胎筒形状,避免因此造成的不均匀拉伸问题。
技术特征:1.保证大型刚卡轮胎胎体均匀分布的生产工艺,其特征在于,
2.如权利要求1所述的保证大型刚卡轮胎胎体均匀分布的生产工艺,其特征在于,步骤1)中,平鼓直径增加8-15%。
3.如权利要求1所述的保证大型刚卡轮胎胎体均匀分布的生产工艺,其特征在于,步骤2)中,预设范围为≤5mm。
4.如权利要求1所述的保证大型刚卡轮胎胎体均匀分布的生产工艺,其特征在于,步骤4)中,传递环的夹持弧(1)长度增加50-80%。
技术总结本发明公开了一种保证大型刚卡轮胎胎体均匀分布的生产工艺,1)一段胎筒生产完成后卸胎筒之前,增加平鼓直径使其与二段成型机头直径差值≤10%;2)成型胎筒生产前,二段成型机头直径膨胀至100%,二段成型机头移动至胎筒接取位,传递环夹持弧伸出,测量上下左右夹持弧至机头表面的垂直距离,使该距离在预设范围内;3)一段平鼓胎筒生产后,平鼓移动至卸筒位,传递环夹持弧伸出,平鼓缩鼓,平鼓移出时二段成型机头移入,二段成型机头膨胀为其设计直径的100%,松开夹持弧,二段成型机头移回操作工位;4)增加传递环夹持弧长度。本发明解决了胎筒传递过程中因工艺设计不合理、设备状态不合格等问题导致的巨胎胎筒异常拉伸问题。技术研发人员:瞿安业,岳振,王振国,郭震,夏效坤受保护的技术使用者:泰凯英(青岛)专用轮胎技术研究开发有限公司技术研发日:技术公布日:2024/8/27本文地址:https://www.jishuxx.com/zhuanli/20240830/283346.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表