高寿命PPH污水处理净化槽的制作方法与流程
- 国知局
- 2024-08-30 15:02:25
本发明涉及塑料成型,特别是涉及一种高寿命pph污水处理净化槽的制作方法。
背景技术:
1、pph超大塑料罐体是一种可以用于污水处理罐的罐体,pph塑料罐体在生产制造时是通过将pph粒料,即塑料米在螺旋挤压绕线机上熔化,然后熔化的挤压料在旋转的钢制筒状模具上进而形成罐体,待温度降低到一定程度后即可脱模,以保证罐体的完整性。
2、现有的pph塑料罐体为了焊接牢靠,采用了天然气预热模具,用强光灯照射保温的方式,但耗能巨大,非常粗放。
技术实现思路
1、为克服现有技术存在的技术缺陷,本发明提供一种高寿命pph污水处理净化槽的制作方法,降低了能耗,保证了净化槽的强度和寿命。
2、本发明采用的技术解决方案是:
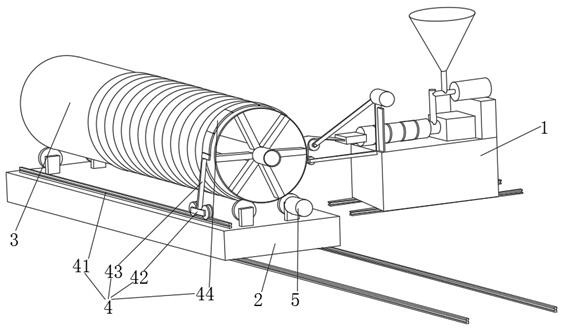
3、高寿命pph污水处理净化槽的制作方法,该高寿命pph污水处理净化槽利用净化槽绕卷生产线绕卷,所述净化槽绕卷生产线包括注塑机、移动机、筒状模具和柔性加热机,所述注塑机沿注塑方向滑动,所述移动机沿垂直于注塑机滑动方向滑动,所述移动机上安装有滚动机,所述筒状模具安装在滚动机上进而实现滚动,所述柔性加热机可滑动的安装在移动机上,所述柔性加热机的滑动方向与移动机的滑动方向相反且移动速度相同,所述柔性加热机贴合筒状模具,该该高寿命pph污水处理净化槽制作方法包括如下步骤:
4、s1:将柔性加热机贴合筒状模具,进而对筒状模具进行预热;
5、s2;启动滚动机及注塑机,注塑机热熔塑料米,进而产生熔融的pph带状材料,筒状模具在滚动机带动下转动,注塑机将pph带状材料成型在回转的筒状模具外表面;
6、s3:启动移动机,移动机带动筒状模具运动,进而实现螺旋状绕卷,柔性加热机贴合pph带状材料的侧边滑动,进而使得柔性加热机沿移动机滑动,直至绕卷结束后焊接封底。
7、优选的,所述注塑机包括注塑机架、注塑轨、注塑主机和挤压轮,所述注塑机架可滑动的安装在注塑轨上,所述注塑主机指向移动机,所述挤压轮安装在注塑机架上,所述注塑主机具有截面为矩形的挤出口。
8、优选的,所述挤压轮为中空状且挤压轮内腔连通有热水机。
9、优选的,所述移动机包括移动床和移动轨,所述移动床可滑动的安装在移动轨上。
10、优选的,所述筒状模具包括圆筒状表面和圆筒支架,所述圆筒支架安装在圆筒状表面内,所述圆筒支架支撑圆筒状表面的内侧。
11、优选的,所述柔性加热机包括柔性加热轨、加热滑动小车、加热连接杆和若干电加热板,所述柔性加热轨安装在移动机上,所述加热滑动小车沿柔性加热轨滑动,所述加热连接杆安装在加热滑动小车上,各所述电加热板安装在加热连接杆顶部,相邻所述电加热板相互铰接。
12、优选的,各所述电加热板的靠近圆筒模具一侧均设有台阶。
13、优选的,所述滚动机包括四个滚动轮,至少一个所述滚动轮上安装有滚动电机。
14、本发明的有益效果是:
15、注塑机沿注塑方向滑动,进而使得注塑机调整与移动机之间的距离,便于适应各种尺寸的筒状模具,移动机沿垂直于注塑机滑动方向滑动,进而实现螺旋绕卷,移动机上安装有滚动机,筒状模具安装在滚动机上进而实现滚动,柔性加热机可滑动的安装在移动机上,柔性加热机的滑动方向与移动机的滑动方向相反且移动速度相同,进而使得柔性加热机相对于地面静止,柔性加热机贴合筒状模具,筒状模具成型时,柔性加热机沿pph带状材料侧边滑动,进而给pph带状材料加温保温,保证了净化槽的强度和寿命。
16、高寿命pph污水处理净化槽的制作方法包括如下步骤:
17、s1:将柔性加热机贴合筒状模具,进而对筒状模具进行预热;
18、s2;启动滚动机及注塑机,注塑机热熔塑料米,进而产生熔融的pph带状材料,筒状模具在滚动机带动下转动,注塑机将pph带状材料成型在回转的筒状模具外表面;
19、s3:启动移动机,移动机带动筒状模具运动,进而实现螺旋状绕卷,柔性加热机贴合pph带状材料的侧边滑动,进而使得柔性加热机沿移动机滑动,直至绕卷结束后焊接封底,柔性加热机的运动动力来自于已经贴合在筒状模具上的pph带状材料,由于已经贴合在筒状模具上的pph带状材料为螺旋状,在筒状模具回转时,pph带状材料逐步挤压推动移动机滑动,于是移动机不需要另外设置动力,而且由于柔性加热机贴合pph带状材料的侧边,能够将热量充分施加到筒状模具上马上就要成型pph带状材料的位置,进一步节省了能量。
技术特征:1.高寿命pph污水处理净化槽的制作方法,该高寿命pph污水处理净化槽利用净化槽绕卷生产线绕卷,其特征在于,所述净化槽绕卷生产线包括注塑机、移动机、筒状模具和柔性加热机,所述注塑机沿注塑方向滑动,所述移动机沿垂直于注塑机滑动方向滑动,所述移动机上安装有滚动机,所述筒状模具安装在滚动机上进而实现滚动,所述柔性加热机可滑动的安装在移动机上,所述柔性加热机的滑动方向与移动机的滑动方向相反且移动速度相同,所述柔性加热机贴合筒状模具,该高寿命pph污水处理净化槽的制作方法包括如下步骤:
2.根据权利要求1所述的高寿命pph污水处理净化槽的制作方法,其特征在于,所述注塑机包括注塑机架、注塑轨、注塑主机和挤压轮,所述注塑机架可滑动的安装在注塑轨上,所述注塑主机指向移动机,所述挤压轮安装在注塑机架上,所述注塑主机具有截面为矩形的挤出口。
3.根据权利要求2所述的高寿命pph污水处理净化槽的制作方法,其特征在于,所述挤压轮为中空状且挤压轮内腔连通有热水机。
4.根据权利要求1所述的高寿命pph污水处理净化槽的制作方法,其特征在于,所述移动机包括移动床和移动轨,所述移动床可滑动的安装在移动轨上。
5.根据权利要求1所述的高寿命pph污水处理净化槽的制作方法,其特征在于,所述筒状模具包括圆筒状表面和圆筒支架,所述圆筒支架安装在圆筒状表面内,所述圆筒支架支撑圆筒状表面的内侧。
6.根据权利要求1所述的高寿命pph污水处理净化槽的制作方法,其特征在于,所述柔性加热机包括柔性加热轨、加热滑动小车、加热连接杆和若干电加热板,所述柔性加热轨安装在移动机上,所述加热滑动小车沿柔性加热轨滑动,所述加热连接杆安装在加热滑动小车上,各所述电加热板安装在加热连接杆顶部,相邻所述电加热板相互铰接。
7.根据权利要求6所述的高寿命pph污水处理净化槽的制作方法,其特征在于,各所述电加热板的靠近圆筒模具一侧均设有台阶。
8.根据权利要求1所述的高寿命pph污水处理净化槽的制作方法,其特征在于,所述滚动机包括四个滚动轮,至少一个所述滚动轮上安装有滚动电机。
技术总结本发明涉及一种高寿命PPH污水处理净化槽的制作方法,属于塑料成型技术领域,利用净化槽绕卷生产线绕卷,净化槽绕卷生产线包括注塑机、移动机、筒状模具和柔性加热机,注塑机沿注塑方向滑动,移动机沿垂直于注塑机的滑动方向滑动,移动机上安装有滚动机,筒状模具安装在滚动机上进而实现滚动,柔性加热机贴合筒状模具,该制作方法包括如下步骤:S1:柔性加热机贴合筒状模具,进而对筒状模具进行预热;S2;启动滚动机及注塑机,注塑机将PPH带状材料成型在筒状模具外表面;S3:启动移动机进而实现螺旋状绕卷,柔性加热机贴合PPH带状材料的侧边滑动,进而使得柔性加热机沿移动机滑动,降低了能耗,保证了净化槽的强度和寿命。技术研发人员:潘碧锋,李森盛,许求恩,苏中全,黄桂春,陈晓萍,肖启瑞,郑伟坚受保护的技术使用者:福建中科三净环保股份有限公司技术研发日:技术公布日:2024/8/27本文地址:https://www.jishuxx.com/zhuanli/20240830/285242.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。