一种低焊接压力的微波-电阻联合熔融焊接装置
- 国知局
- 2024-09-05 14:26:37
本发明属于热塑性高分子材料、复合材料、陶瓷、金属等焊接,涉及一种低焊接压力的微波-电阻联合熔融焊接装置,根据极性分子材料在微波场作用下产生震动进而发热的特性设计而来,焊接头系统可以在焊接大尺寸复合材料零部件的时候,矫正和固定复合材料零部件,并提供夹持力的功能,在焊接过程中,提供足够的焊接预压力和冷却保压时间,有效提高焊接效率和焊接质量。
背景技术:
1、电阻焊接技术发展至今依然存在一些暂时无法解决的问题,如1)焊接效率低;2)焊接界面有加热元件,影响焊接强度和防腐性能;3)加压装置难以轻量化应用;4)电阻焊对待焊接件的加工精度要求高等。
2、专利:一种热塑性复合材料的双机器人辅助电阻焊接设备(cn212219341u)。专利:热塑性材料的机器人辅助连续电阻焊接装备(cn212422216u)。这两个专利中热塑性材料的机器人辅助电阻焊接装备中所用到的连续加压模块都为滚轮式。经焊接实验验证滚轮式加压装备在焊接区域压力不均匀,滚轮式的压力仅仅局限于滚轮与待焊接材料接触的线上,并且由于焊接后需要一定保压时间,意味着需要加压滚轮保持焊接位置不动直至热塑性材料完全固化,以上问题导致了其他位置由于焊接压力不足会导致无法焊接上,如图9(a)~9(c)所示。
3、对于制备精度不足的热塑性待焊接件的连接,如待焊接件制备过程中发生翘曲变形,如图10(a)~图10(b)所示,当待焊接件厚度和刚度大的时候,翘曲变形造成的配合间隙无法在常温下完成待焊接件的熔融焊接。
4、对于待焊接件的焊接区域存在过盈配合或大的间隙配合情况,如图11(a)~图11(d)所示:当待焊接件的焊接位置为图中存在装配关系时,如待焊接件之间的装配关系是过盈配合时,会导致焊接薄膜和加热元件无法放置在焊接区域,如待焊接件之间的装配关系为较大的间隙配合,且即使放置了焊接薄膜和加热元件,焊缝位置依然存在较大的间隙,会导致电阻焊接过程中发生焊接压力无法达到要求或压力不均匀的问题。
5、热塑性待焊接件在传统电阻焊接过程中,需要待焊接件的焊接界面可以紧密贴合在一起,对待焊接件的产品精度要求高,如待焊接件的焊接界面位置存在缝隙,则无法保证焊接强度。如待焊接件的焊接界面位置为过盈配合,则加热元件、焊接薄膜等无法安置在焊接界面位置,无法完成电阻焊接。
6、并且电阻焊的单次焊接最大长度受边缘效应限制,无法一次性焊接大尺寸;且电阻焊接需要的焊接压力较大,如何实现大尺寸高分子材料、复合材料的高效焊接,成为国际上现阶段的难题。
技术实现思路
1、针对上述焊接设备或连接方法产生的缺陷,本发明根据极性分子材料在微波场作用下产生震动进而发热的特性,提出了一种低焊接压力的微波-电阻联合熔融焊接装备,在焊接大尺寸复合材料零部件的时候,固定复合材料零部件,并提供夹持力的功能,在焊接过程中,提供足够的焊接预压力和冷却保压时间,有效提高焊接效率和焊接质量。
2、本发明的技术方案是:
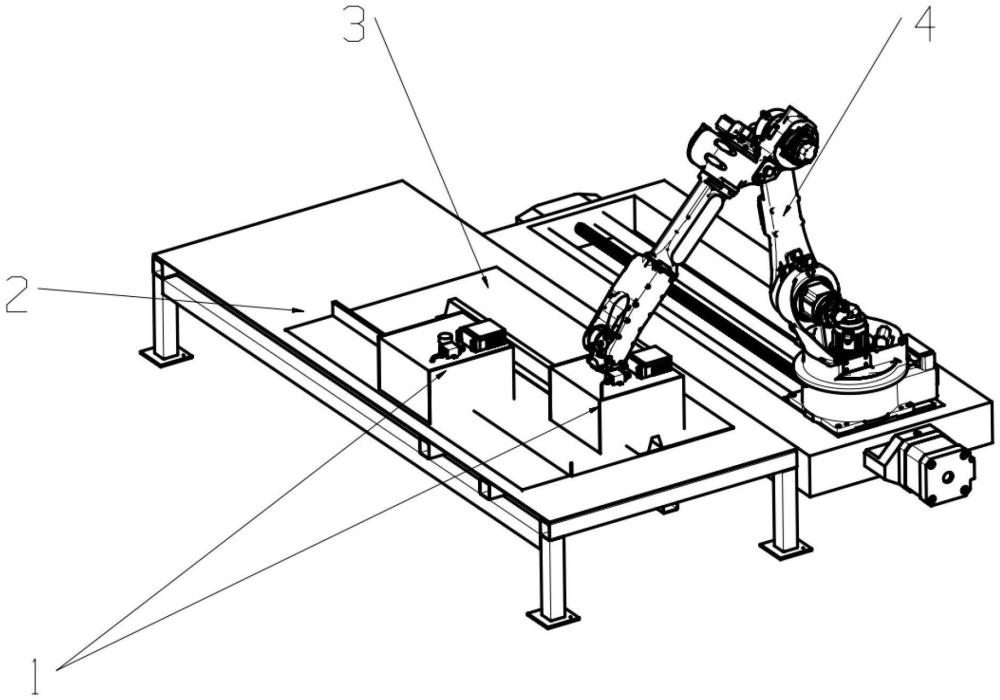
3、一种低焊接压力的微波-电阻联合熔融焊接装置,包括焊接头系统1、操作平台2和机器人系统4。所述的焊接头系统1安装在机器人系统4的执行末端上,所述的机器人系统4位于操作平台2的一侧,待焊接件3放置在操作平台2上。
4、所述的焊接头系统1包括平板焊接头系统12和加强筋梁焊接头系统13,二者平行布置;待焊接件3包括平板待焊接件和加强筋梁类的待焊接件,所述的平板焊接头系统12用于平板待焊接件一9和平板待焊接件二11之间的焊接,所述的加强筋梁焊接头系统13用于加强筋梁类的待焊接件10和平板待焊接件一9之间的焊接。
5、所述的平板焊接头系统12包括焊接头系统外壳14、电阻焊系统18、加压电机17和微波加热系统19;所述的焊接头系统外壳14为箱体结构,其中两个相对的面的下部以及底面设有与待焊接件3的待焊接位置凸起形状一致的开口,避免与待焊接件3产生干涉,通过机器人系统4将焊接头系统外壳14放置在待焊接件3上方,焊接头系统外壳14的底部与操作平台2相接触,焊接头系统外壳14的两个相对面的开口与待焊接件3的外表面相接触,使焊接头系统外壳14内部形成密封的空间防止微波逸散;所述的微波加热系统19包括微波源15、功率放大器16、两个点聚焦微波天线21和柔性波导管20;所述的微波源15和功率放大器16安装在焊接头系统外壳14的上表面;焊接头系统外壳14的上表面设有一个开孔,用于柔性波导管20的穿过;所述的功率放大器16,一端与微波源15连接,另一端与两个点聚焦微波天线21连接,两个点聚焦微波天线21固定在焊接头系统外壳14内壁上,相对布置,两个点聚焦微波天线21将焊接位置密闭包裹;微波源15发出的微波经功率放大器16后,通过柔性波导管20将微波引导到两个点聚焦微波天线21,由于点聚焦微波天线21内部有微波聚焦透镜,可以将微波聚焦在焊接位置上,通过微波加热系统19加热焊接位置;所述的电阻焊系统18位于焊接头系统外壳14的内部,包括加压块24、电极22和电极气泵23;所述的加压块24为π字型结构,由一个横向块体和两个竖向块体组成,为对称结构,通过加压块24从上方对待焊接件3的焊接区域进行加压;所述的电极气泵23和电极22各两个,均布置在加压块24的两侧;所述的加压电机17有两个,分别位于待焊接件3的焊接区域两侧,加压电机17从两侧对焊接区域进行加压。
6、所述的加强筋梁焊接头系统13的组成部件相同,唯一区别在于,加强筋梁焊接头系统13中的两个点聚焦微波天线21均朝下布置。使用平板焊接头系统12时,通过平板焊接头系统12中的加压电机17进行加压,此时加压块24不加压;使用加强筋梁焊接头系统13时,通过加强筋梁焊接头系统13中的加压块24进行加压,此时加压电机17不加压。
7、所述的加强筋梁焊接头系统13的具体结构描述如下:所述的加强筋梁焊接头系统13包括焊接头系统外壳14、电阻焊系统18、加压电机17和微波加热系统19;所述的焊接头系统外壳14为箱体结构,其中两个相对的面的下部以及底面设有与待焊接件3的待焊接位置凸起形状一致的开口,避免与待焊接件3产生干涉,通过机器人系统4将焊接头系统外壳14放置在待焊接件3上方,焊接头系统外壳14的底部与操作平台2相接触,焊接头系统外壳14的两个相对面的开口与待焊接件3的外表面相接触,使焊接头系统外壳14内部形成密封的空间防止微波逸散;所述的微波加热系统19包括微波源15、功率放大器16、两个点聚焦微波天线21和柔性波导管20;所述的微波源15和功率放大器16安装在焊接头系统外壳14的上表面;焊接头系统外壳14的上表面设有一个开孔,用于柔性波导管20的穿过;所述的功率放大器16,一端与微波源15连接,另一端与两个点聚焦微波天线21连接,两个点聚焦微波天线21固定在焊接头系统外壳14内壁上,均朝下布置,两个点聚焦微波天线21将焊接位置密闭包裹;微波源15发出的微波经功率放大器16后,通过柔性波导管20将微波引导到两个点聚焦微波天线21,由于点聚焦微波天线21内部有微波聚焦透镜,可以将微波聚焦在焊接位置上,通过微波加热系统19加热焊接位置;所述的电阻焊系统18位于焊接头系统外壳14的内部,包括加压块24、电极22和电极气泵23;所述的加压块24为π字型结构,由一个横向块体和两个竖向块体组成,为对称结构,通过加压块24从上方对待焊接件3的焊接区域进行加压;所述的电极气泵23和电极22各两个,均布置在加压块24的两侧;所述的加压电机17有两个,分别位于待焊接件3的焊接区域两侧,加压电机17从两侧对焊接区域进行加压。
8、所述的机器人系统4包括底座8、机器人6、步进电机5和丝杠导轨7,所述的丝杠导轨7安装在底座8上,所述的机器人6的底部安装在丝杠导轨7上,丝杠导轨7与步进电机5的输出端连接,通过步进电机5的驱动控制丝杠导轨7,从而带动机器人6左右移动。机器人系统4用于将平板焊接头系统12或加强筋梁焊接头系统13移动到焊接位置处。
9、所述的待焊接件3的材质为碳基材料、铁氧体等磁性材料、sic等微波吸收材料。
10、本发明所使用的焊接对象包括t型梁、l型梁、工字梁、几字形梁等与平板的焊接,以及各种平板翘曲,平板弯折等搭接形式的焊接等。
11、本发明的有益效果为:
12、本发明借鉴热塑性材料在微波环境下发热至熔融状态,使待焊接件软化,进而使焊接区域的可以紧密贴合,矫正待焊接件的翘曲问题,有效的保证了焊接质量。此为微波辅助加热的功能,针对待焊接件由于回弹变形或本身加工精度不足造成的焊接区域间隙过大或间隙过小,从而导致的无法焊接问题。
13、另外,结合微波吸收介质材料的应用,在焊接界面设置微波吸收介质材料,在焊接时,微波吸收介质材料快速发热,使焊接区域的材料熔融,待固化后形成焊接接头,完成微波焊接。
14、本专利采用步进式加压设计方案替代专利(cn212219341u)所用的滚轮式加压设计方案,保证了焊接时的压力均匀性,从而保证了焊接质量。
本文地址:https://www.jishuxx.com/zhuanli/20240905/286509.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表