一种船舶CPP桨叶矫正方法及其矫正工装与流程
- 国知局
- 2024-09-11 14:18:25
本发明属于船舶,涉及一种船舶cpp桨叶矫正方法及其矫正工装。
背景技术:
1、船舶cpp可变螺距的螺旋桨,是一种特有形状可快速改变方向,可每片单独拆除出来的cpp桨叶,这种cpp螺旋桨很多因为有导流罩,所以在航行中更加容易碰撞到浮物、渔网等硬物后缠绕着cpp桨叶无法摆脱碰撞物,比固定螺距的螺旋桨更容易产生弯曲、卷曲变形、缺损和断桨的海损事故。矫正这种cpp弯曲、卷曲变形的可变螺距螺旋桨,是目前难以解决的世界级别的技术难题,在矫正过程中无法和其他的叶片保持同一角度、同一方向、同一螺距和同一弧位相同水平面,在矫正过程中无法释放变形时产生的内应力。
技术实现思路
1、本发明在于提供一种船舶cpp桨叶矫正方法及其矫正工装,通过设定标准cpp桨叶固定定位和高温加热矫正,达到解决现有技术矫正叶片无法和其他的叶片保持同一角度、同一方向、同一螺距和同一弧位相同水平面,在矫正过程中无法释放变形时产生的内应力问题的目的。
2、为了实现上述目的,本发明采用了以下技术方案:
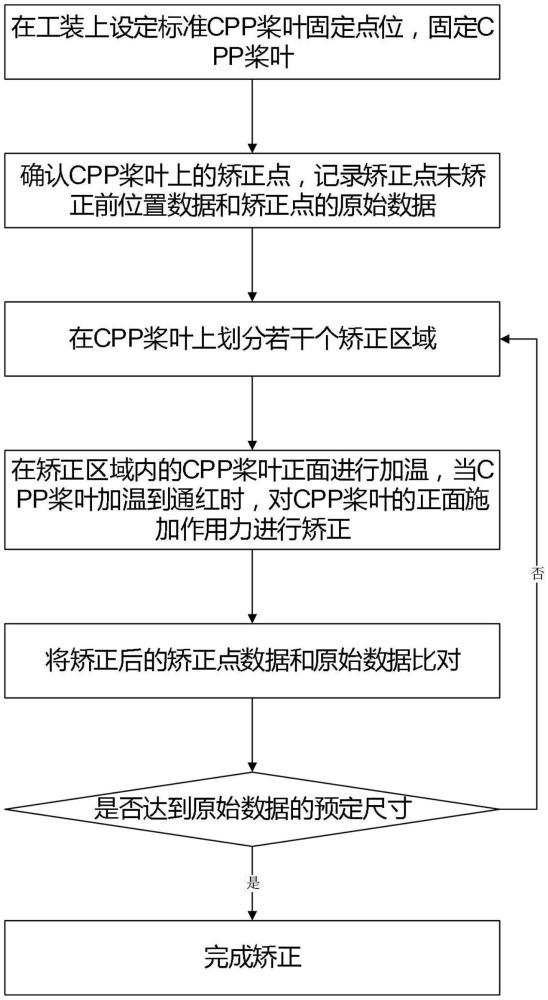
3、一种船舶cpp桨叶矫正方法,包括以下步骤:在工装上设定标准cpp桨叶固定点位,固定cpp桨叶;确认cpp桨叶上的矫正点,记录矫正点未矫正前位置数据和矫正点的原始数据;在cpp桨叶上划分若干个矫正区域;在矫正区域内的cpp桨叶正面进行加温,当cpp桨叶加温到通红时,对cpp桨叶的正面施加作用力进行矫正;将矫正后的矫正点数据和原始数据比对,若达到原始数据的预定尺寸则完成矫正,若未达到原始数据的预定尺寸则再矫正;重复上述矫正步骤直至所有矫正区域完成矫正。
4、优选的,所述在工装上设定标准cpp桨叶固定点位,固定cpp桨叶,包括:使用三个螺旋桨微调螺栓将cpp桨叶的侧身面调整成一个受压承重的平面;记录三个螺旋桨微调螺栓的位置数据。
5、优选的,所述确认cpp桨叶上的矫正点包括将cpp桨叶反方向摆放,核对矫正点,在矫正点上施加力,检验矫正点是否处于cpp桨叶的变形点上。
6、优选的,所述在矫正区域内的cpp桨叶正面进行加温,当cpp桨叶加温到通红时,对cpp桨叶的正面施加作用力进行矫正,包括:矫正时以cpp桨叶卷曲弯曲的反面为正面,使用天然气和氧气混合气体,软性火焰重熔矩进行缓慢均匀加热,加热温度通过变形的整个横截面积。
7、优选的,所述在矫正区域内的cpp桨叶正面进行加温,还包括:加热范围从变形部位向各个方向延展300mm邻近区域,各个方向的温度梯度不超过每300mm降低55℃。
8、优选的,所述使用天然气和氧气混合气体,软性火焰重熔矩进行缓慢均匀加热,还包括:用纯天然气加热到1小时后,再加入氧气变为中性火焰;中性火焰加热1小时之后变为碳化火焰进行加温;当看到cpp桨叶有暗红的迹象时,转为氧化火焰进行加热,此时再加一把重熔炬进去,在对应的位置反面方向加温。
9、优选的,所述中性火焰的氧气和天然气体积比为1.3;碳化火焰的氧气和天然气体积比小于1.3;所述氧化火焰的氧气和天然气体积比大于1.3。
10、优选的,所述对cpp桨叶的正面施加作用力进行矫正,包括:cpp桨叶的正面停止加热;根据矫正范围的大小,选择相对应的圆饼放在cpp桨叶上,在cpp桨叶的背面进行加热,加热到通红后;力的作用施加在圆饼上,顶压变形的位置。
11、优选的,所述将矫正后的矫正点数据和原始数据比对,包括:将顶压变形后的各点高度和距离与原始数据进行比对,若高度和距离与原始数据相同则完成矫正。
12、一种cpp桨叶矫正的工装,包括矫正支架、检测台、调整螺栓;所述检测台安装在矫正支架上,所述检测台设置有若干个勾槽,所述勾槽内安装有调整螺栓。
13、本发明的有益效果:本申请固定微调螺栓使每个cpp桨叶都处在固定相同形态的工装上,而且能保证每片cpp桨叶都在同一方向、同一角度、同一抛物线螺距、同一弧位水平面来进行测量检测每个叶片,另外cpp桨叶在矫正过程中不摆动、不翘头、不移位,在检测螺距数据的时候可以使每个cpp桨叶都在相同面,实现了cpp螺旋桨存在随意可变的客观特性,保证通过矫正后的cpp可变螺距的螺旋桨每个叶片都一致;螺旋桨在海损弯曲或卷曲变形时,属冷态强制变形,螺旋桨里面会产生材质内应力,本申请通过高温的加热使材料分子在不断的运动,可以起到内应力在加温过程中得到释放,而且恢复的螺距不会起波浪状和裂纹。
技术特征:1.一种船舶cpp桨叶矫正方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种船舶cpp桨叶矫正方法,其特征在于,所述在工装上设定标准cpp桨叶固定点位,固定cpp桨叶,包括:
3.根据权利要求1所述的一种船舶cpp桨叶矫正方法,其特征在于,所述确认cpp桨叶上的矫正点包括将cpp桨叶反方向摆放,核对矫正点,在矫正点上施加力,检验矫正点是否处于cpp桨叶的变形点上。
4.根据权利要求1所述的一种船舶cpp桨叶矫正方法,其特征在于,所述在矫正区域内的cpp桨叶正面进行加温,当cpp桨叶加温到通红时,对cpp桨叶的正面施加作用力进行矫正,包括:矫正时以cpp桨叶卷曲弯曲的反面为正面,使用天然气和氧气混合气体,软性火焰重熔矩进行缓慢均匀加热,加热温度通过变形的整个横截面积。
5.根据权利要求4所述的一种船舶cpp桨叶矫正方法,其特征在于,所述在矫正区域内的cpp桨叶正面进行加温,还包括:加热范围从变形部位向各个方向延展300mm邻近区域,各个方向的温度梯度不超过每300mm降低55℃。
6.根据权利要求4所述的一种船舶cpp桨叶矫正方法,其特征在于,所述使用天然气和氧气混合气体,软性火焰重熔矩进行缓慢均匀加热,还包括:
7.根据权利要求6所述的一种船舶cpp桨叶矫正方法,其特征在于,所述中性火焰的氧气和天然气体积比为1.3;
8.根据权利要求1所述的一种船舶cpp桨叶矫正方法,其特征在于,所述对cpp桨叶的正面施加作用力进行矫正,包括:
9.根据权利要求8所述的一种船舶cpp桨叶矫正方法,其特征在于,所述将矫正后的矫正点数据和原始数据比对,包括:
10.一种cpp桨叶矫正的工装,其特征在于,包括矫正支架、检测台、调整螺栓;
技术总结本发明公开了一种船舶CPP桨叶矫正方法及其矫正工装,包括以下步骤:在工装上设定标准CPP桨叶固定点位,固定CPP桨叶;确认CPP桨叶上的矫正点,记录矫正点未矫正前位置数据和矫正点的原始数据;在CPP桨叶上划分若干个矫正区域;在矫正区域内的CPP桨叶正面进行加温,当CPP桨叶加温到通红时,对CPP桨叶的正面施加作用力进行矫正;将矫正后的矫正点数据和原始数据比对,若达到原始数据的预定尺寸则完成矫正,若未达到原始数据的预定尺寸则再矫正;重复上述矫正步骤直至所有矫正区域完成矫正。技术研发人员:黄建伟,揭斌,肖文伟,王勇权,苗苗,黄名章,华志斌,李志斌,杨军龙受保护的技术使用者:广州文冲船舶修造有限公司技术研发日:技术公布日:2024/9/9本文地址:https://www.jishuxx.com/zhuanli/20240911/290132.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。