一种采用连续旋转摩擦焊制备大型钛合金坯料的方法与流程
- 国知局
- 2024-09-05 15:05:16
本发明涉及金属材料加工,尤其涉及一种采用连续旋转摩擦焊制备大型钛合金坯料的方法。
背景技术:
1、钛合金具有高强度、低密度、无磁性、耐腐蚀、线性膨胀率低、生物相容性好等特点,在航空航天、兵器装备、生物医用、石油化工等领域获得了高度重视和广泛应用。近年钛合金在海洋工程领域的应用越来越广泛,与航空、航天对钛合金“小而精”的技术要求相比,海洋工程用钛合金具有用量大和部件规格大的突出特点。然而,由于钛合金的高化学活性,钛合金材料的熔炼需要在真空条件下进行,因此制备大型钛合金铸锭和坯料的技术难度极大。目前最成熟稳定的钛合金铸锭工业化熔炼制备的方法为真空电弧自耗重熔(var),目前国内最大的var熔炼炉约为15~20t级,工艺成熟稳定的钛合金var铸锭约为12t级。显然采用传统的“var熔炼+开坯改锻”方法无法制备超过var炉熔炼能力上限的钛合金大坯料。
2、因此,现有技术中提出一种采用连续旋转摩擦焊制备大型钛合金坯料的方法。
技术实现思路
1、有鉴于此,本发明实施例的目的在于提出一种采用连续旋转摩擦焊制备大型钛合金坯料的方法,基于设计基础坯料的规格参数的数学模型,并且制备的大坯料不仅重量和规格符合需求,其微观组织为等轴组织,具有高微观组织均匀性和力学性能均一性。
2、基于上述目的,本发明实施例的提供了一种采用连续旋转摩擦焊制备大型钛合金坯料的方法,包括:
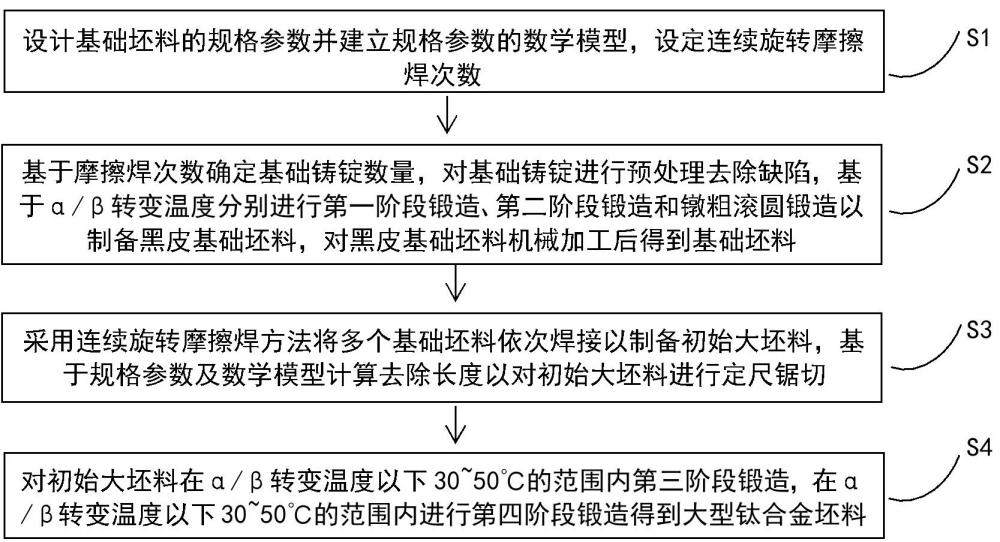
3、s1设计基础坯料的规格参数并建立规格参数的数学模型,设定连续旋转摩擦焊次数;
4、s2基于摩擦焊次数确定基础铸锭数量,对基础铸锭进行预处理去除缺陷,基于α/β转变温度分别进行第一阶段锻造、第二阶段锻造和镦粗滚圆锻造以制备黑皮基础坯料,对黑皮基础坯料机械加工后得到基础坯料;
5、s3采用连续旋转摩擦焊方法将多个基础坯料依次焊接以制备初始大坯料,基于规格参数及数学模型计算去除长度以对初始大坯料进行定尺锯切;
6、s4对初始大坯料在α/β转变温度以下30~50℃的范围内分别进行第三阶段锻造和第四阶段锻造得到大型钛合金坯料。
7、在一些实施方式中,在s1中,规格参数包括:钛合金的密度ρ,大坯料的重量m,初始大坯料的高径比k,改锻的成材率;基础铸锭的重量m,开坯锻造的成材率;单次连续旋转摩擦焊产生的焊后飞边的质量,大坯料的直径,基础坯料的直径,基础坯料的高度以及连续旋转摩擦焊的次数t。
8、在一些实施方式中,数学模型包括:
9、
10、
11、
12、
13、其中,t=[x]计算结果取不小于x的最小整数。
14、在一些实施方式中,在s2中,
15、第一阶段锻造包括:在α/β转变温度以上0~150℃的范围内进行1~3火次锻造,每火次锻造进行2~3次镦粗拔长,每次镦粗的下压变形量不低于40%;
16、第二阶段锻造包括:在α/β转变温度以下30~50℃的范围内进行1~3火次锻造,每火次锻造进行2~3次镦粗拔长,每次镦粗的下压变形量不低于40%;
17、镦粗滚圆锻造包括:在α/β转变温度以下30~50℃的范围内,通过1~3火次的镦粗滚圆锻造,将基础铸锭锻造制备成圆柱形黑皮基础坯料。
18、在一些实施方式中,在s2中,预处理包括:基于超声波探伤的结果对基础铸锭锯切去除冒口端的缩孔缺陷。
19、在一些实施方式中,在s2中,基础坯料的尺寸为(-1)~(+1)。
20、在一些实施方式中,在s3中,使用大型连续旋转摩擦焊装备,设定焊接转速和顶锻力,对基础坯料进行焊接,每次焊接完成并冷却至室温后,将焊缝飞边车削去除。
21、在一些实施方式中,在s3中,基于规格参数及数学模型计算去除长度的计算公式为:
22、。
23、在一些实施方式中,在s4中,第三阶段锻造包括1~3火次锻造,每火次锻造进行2~3次镦粗拔长,每次镦粗的下压变形量不低于40%。
24、在一些实施方式中,在s4中,第四阶段锻造包括1~2火次的锻造变形,每火次锻造完成后,将坯料冷却至室温并进行表面打磨清伤。
25、本发明至少具有以下有益技术效果:
26、本发明公开一种“采用连续旋转摩擦焊制备大型钛合金坯料的方法”,可以利用单重较小的基础铸锭,制备重量较大的大坯料,解决var熔炼炉能力限制钛合金坯料规格的技术难题。本发明的简要技术方案为“基础铸锭→(设计和开坯锻造)→基础坯料→(摩擦焊)→初始大坯料→(改锻)→大坯料”,本发明技术方案的特征在于提出了根据目标大坯料的重量、基础铸锭的重量、基础铸锭开坯锻造成材率、连续旋转摩擦焊接的材料损耗、初始大坯料改锻所需的高径比、初始大坯料改锻的成材率进行工艺参数设计的数学模型,并且制备的大坯料不仅重量和规格符合需求,其微观组织为等轴组织,具有高微观组织均匀性和力学性能均一性。
技术特征:1.一种采用连续旋转摩擦焊制备大型钛合金坯料的方法,其特征在于,包括:
2.根据权利要求1所述的采用连续旋转摩擦焊制备大型钛合金坯料的方法,其特征在于,在s1中,所述规格参数包括:钛合金的密度ρ,大坯料的重量m,初始大坯料的高径比k,改锻的成材率;基础铸锭的重量m,开坯锻造的成材率;单次连续旋转摩擦焊产生的焊后飞边的质量,大坯料的直径,基础坯料的直径,基础坯料的高度以及连续旋转摩擦焊的次数t。
3.根据权利要求2所述的采用连续旋转摩擦焊制备大型钛合金坯料的方法,其特征在于,所述数学模型包括:
4.根据权利要求1所述的采用连续旋转摩擦焊制备大型钛合金坯料的方法,其特征在于,在s2中,
5.根据权利要求1所述的采用连续旋转摩擦焊制备大型钛合金坯料的方法,其特征在于,在s2中,所述预处理包括:基于超声波探伤的结果对所述基础铸锭锯切去除冒口端的缩孔缺陷。
6.根据权利要求2所述的采用连续旋转摩擦焊制备大型钛合金坯料的方法,其特征在于,在s2中,所述基础坯料的尺寸为(-1)~(+1)。
7.根据权利要求1所述的采用连续旋转摩擦焊制备大型钛合金坯料的方法,其特征在于,在s3中,使用大型连续旋转摩擦焊装备,设定焊接转速和顶锻力,对所述基础坯料进行焊接,每次焊接完成并冷却至室温后,将焊缝飞边车削去除。
8.根据权利要求2所述的采用连续旋转摩擦焊制备大型钛合金坯料的方法,其特征在于,在s3中,基于所述规格参数及所述数学模型计算去除长度的计算公式为:
9.根据权利要求1所述的采用连续旋转摩擦焊制备大型钛合金坯料的方法,其特征在于,在s4中,所述第三阶段锻造包括1~3火次锻造,每火次锻造进行2~3次镦粗拔长,每次镦粗的下压变形量不低于40%。
10.根据权利要求1所述的采用连续旋转摩擦焊制备大型钛合金坯料的方法,其特征在于,在s4中,所述第四阶段锻造包括1~2火次的锻造变形,每火次锻造完成后,将坯料冷却至室温并进行表面打磨清伤。
技术总结本发明涉及金属材料加工技术领域,公开了一种采用连续旋转摩擦焊制备大型钛合金坯料的方法,包括:设计基础坯料的规格参数并建立规格参数的数学模型,设定连续旋转摩擦焊次数;对基础铸锭进行预处理去除缺陷,基于α/β转变温度分别进行第一、第二阶段锻造和镦粗滚圆锻造以制备基础坯料;采用连续旋转摩擦焊方法将多个基础坯料依次焊接以制备初始大坯料,基于规格参数及数学模型计算去除长度以对初始大坯料进行定尺锯切;对初始大坯料在α/β转变温度以下30~50℃的范围内第三、第四阶段锻造得到大型钛合金坯料。通过本方法制备的大坯料重量和规格符合需求,其微观组织为等轴组织,具有高微观组织均匀性和力学性能均一性。技术研发人员:郑友平,秦海旭,李京懋,范玉婷受保护的技术使用者:成都先进金属材料产业技术研究院股份有限公司技术研发日:技术公布日:2024/9/2本文地址:https://www.jishuxx.com/zhuanli/20240905/289485.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表