一种不锈钢表面拉丝抛光设备的制作方法
- 国知局
- 2024-09-11 14:29:48
本发明涉及不锈钢加工机械,具体涉及一种不锈钢表面拉丝抛光设备。
背景技术:
1、不锈钢表面拉丝抛光设备技术是当今不锈钢行业最流行的表面处理技术,是指采用拉丝砂带在不锈钢工件表面打磨后形成直丝纹和雪花纹等线状纹路,从而起到装饰效果的一种表面处理手段,不锈钢表面拉丝抛光设备处理后能够体现金属材料的质感,且拉丝加工后形成的哑光面使工件表面更加耐磨,不锈钢四通是管道系统中常用的一种管件,主要用于管道分支连接。
2、在相关技术中,由于不锈钢四通结构较为复杂,在对不锈钢四通表面进行拉丝时,四通管表面的接缝处无法一步拉丝成型,需要人工进行二次处理,大大降低对不锈钢四通表面拉丝的效率,为此,我们提出一种不锈钢表面拉丝抛光设备。
3、本背景技术部分中公开的以上信息仅用于理解本发明构思的背景技术,并且因此,它可以包含不构成现有技术的信息。
技术实现思路
1、为了克服现有技术的不足,本发明提供了一种不锈钢表面拉丝抛光设备以解决上述背景技术中提出的由于不锈钢四通结构较为复杂,在对不锈钢四通表面进行拉丝时,四通管表面的接缝处无法一步拉丝成型,需要人工进行二次处理,大大降低对不锈钢四通表面拉丝的效率的问题。
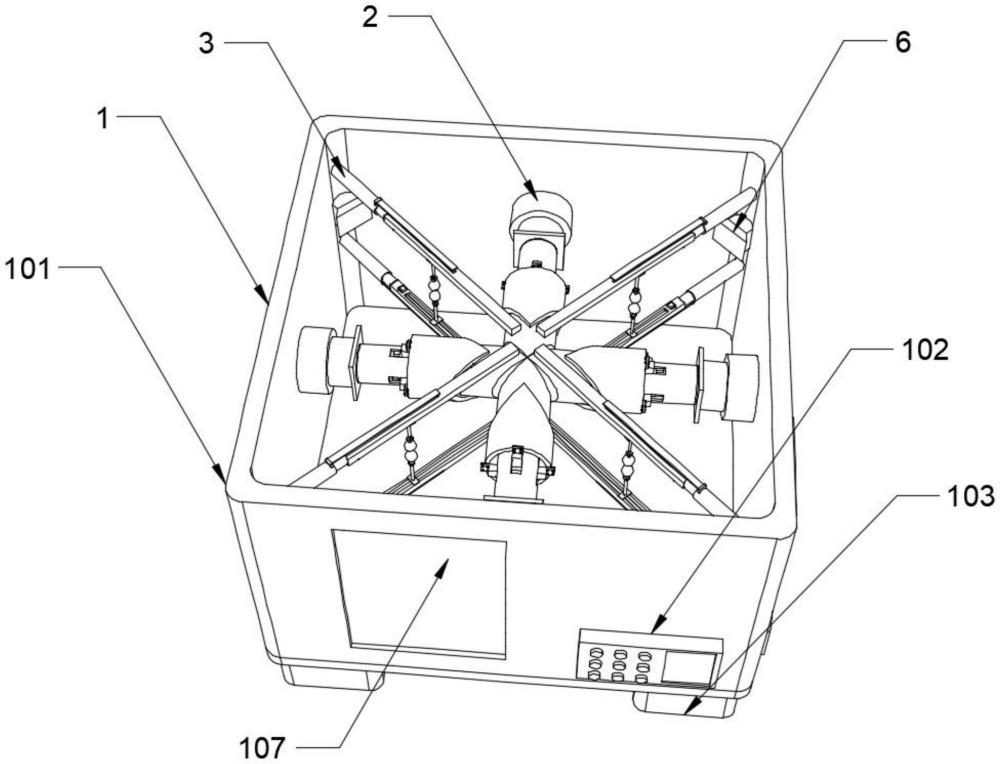
2、本发明解决其技术问题所采用的技术方案是:一种不锈钢表面拉丝抛光设备,包括装置外部组件、四通主体处理组件、接缝处处理组件和四通固定组件,所述装置外部组件包括装置外壳,作为装置的主体部件,所述装置外壳的内外部用于安装不锈钢表面拉丝处理的各个相关组件,所述装置外壳采用轻质不锈钢外壳制作,所述装置外壳的内部水平固定设置有不锈钢四通,所述四通主体处理组件安装设置在不锈钢四通的侧面四周,所述四通主体处理组件远离不锈钢四通的一侧固定安装设置在装置外壳的内壁上;
3、所述四通主体处理组件用于对不锈钢四通的主体表面进行打磨拉丝,所述四通主体处理组件包括第一伸缩柱、第一安装筒和主体拉丝套,所述第一伸缩柱的固定端与装置外壳的内壁水平连接固定,所述第一伸缩柱的伸缩段通过固定板与安装筒可拆卸连接固定,所述第一安装筒内部靠近第一伸缩柱的一端固定安装设置有第一电机,所述第一电机的输出端连接设置有第一螺纹杆,所述第一螺纹杆转动设置在第一安装筒内部,所述第一螺纹杆的侧面螺纹啮合设置有固定套,所述固定套的侧面一体成型设置有导向块,所述第一安装筒的侧面在导向块的对应位置开设有导向槽,所述导向块通过导向槽延伸至第一安装筒外部,所述导向块远离第一螺纹杆的一侧安装设置有连接板,所述连接板远离第一伸缩柱的一侧通过螺栓可拆卸连接设置有主体拉丝套,所述主体拉丝套的内侧胶合设置有拉丝层,所述拉丝层与不锈钢四通的表面紧密贴合设置;
4、所述四通主体处理组件的第一安装筒远离第一伸缩柱的一端固定安装设置有四通固定组件,所述四通固定组件用于在四通内侧对四通进行固定,避免对不锈钢四通表面拉丝处理造成影响,所述四通固定组件包括第二安装筒、活动套筒、导向杆和第三电机,所述第二安装筒的一侧与第一安装筒连接固定,所述第二安装筒的侧面对称活动安装设置有四组活动套筒,所述活动套筒的侧面左右两侧对称安装设置有多组稳定块,所述稳定块内部贯穿设置有导向杆,所述导向杆的一端与第一安装筒的端面连接固定,所述导向杆远离第一安装筒的一端安装设置有限位板,所述活动套筒远离第二安装筒的一端通过支撑柱固定安装设置有弧形卡板,所述弧形卡板远离活动套筒的一侧设置有防滑纹,所述弧形卡板为橡胶弧形卡板;
5、所述装置外壳的内壁在不锈钢四通的上下端对称安装设置有接缝处处理组件,所述接缝处处理组件用于对不锈钢四通的接缝处进行打磨拉丝,使接缝处的拉丝与不锈钢四通主体表面的拉丝方向一致,提高不锈钢四通表面拉丝的美观度,所述接缝处处理组件包括第二伸缩柱、打磨安装板和拉丝球头,所述第二伸缩柱固定安装设置在装置外壳的四周角落,所述第二伸缩柱的伸缩段固定安装设置有打磨安装板,所述打磨安装板水平设置,所述打磨安装板的下端通过安装块竖直安装设置有精准电动推杆,所述精准电动推杆的下端安装设置有力反馈传感器,所述力反馈传感器的下端可拆卸安装设置有驱动电机,所述驱动电机的下端输出端通过传动轴安装设置有拉丝球头。
6、作为一种优化的技术方案,所述第二安装筒内部安装设置有拆装板,所述拆装板的一侧安装设置有第三电机,所述第三电机的输出端通过传动轴与主动齿轮的中央位置固定设置,所述主动齿轮的四周侧面啮合设置有四组从动齿轮,所述从动齿轮远离主动齿轮的一端固定安装设置有转动螺柱,所述转动螺柱的一端贯穿第二安装筒,所述转动螺柱的侧面与活动套筒的内壁螺纹啮合设置,所述主动齿轮、从动齿轮均为锥齿轮,所述主动齿轮通过与四个位于四周的从动齿轮相啮合来实现传动,每个从动齿轮的轴线与主动齿轮的轴线成90度角。
7、作为一种优化的技术方案,所述第二伸缩柱的上端固定安装设置有导向支撑架,所述导向支撑架的一侧延伸至打磨安装板的上方,所述导向支撑架的下端一体成型设置有支撑导向杆,所述支撑导向杆的下端卡设固定在打磨安装板上端的导线支撑槽内,所述支撑导向杆为t字型导向杆。
8、作为一种优化的技术方案,所述打磨安装板的下端一侧通过支架安装设置有位移传感器,所述位移传感器用于检测精准电动推杆以及拉丝球头的位移距离,所述位移传感器为非接触式位移传感器。
9、作为一种优化的技术方案,所述装置外壳的内部四周角落安装设置有高清摄像头,所述高清摄像头的安装位置与不锈钢四通处于同一水平高度,所述高清摄像头的侧面设置有用于提高拍摄质量的补光灯。
10、作为一种优化的技术方案,所述装置外壳的前端安装设置有观察窗和控制器,所述控制器内部安装设置有处理器部件,所述装置外壳的下端安装设置有收集盒,所述装置外壳的上端安装设置有柜门,所述柜门的上端左右两侧对称安装设置有把手,所述装置外壳下端对称安装设置有多组支撑块。
11、作为一种优化的技术方案,所述拉丝球头的打磨轨迹与不锈钢四通的接缝处形状吻合,所述拉丝球头在控制器的控制下,采用路径规划方法生成拉丝球头的运动轨迹,生成所述拉丝球头运动轨迹的步骤如下;
12、图像采集与处理:使用摄像头采集接缝处的图像,进行图像预处理、边缘检测和形状提取,生成接缝的几何模型;
13、路径规划:基于几何模型进行路径规划,生成拉丝球头的工作路径;
14、控制系统编程:编写控制系统软件,实现pid控制和实时调整,通过力反馈传感器和位移传感器的数据动态调整拉丝球头的压力与位置;
15、调试与优化:进行系统调试,确保拉丝球头与接缝的精准贴合,根据实际打磨效果,调整控制参数,优化路径和控制策略。
16、作为一种优化的技术方案,在图像采集步骤中使用摄像头获取接缝处的图像i,将彩色图像转换为灰度图像igray,使用canny边缘检测算法提取边缘:e=canny(igray),通过轮廓检测算法提取边缘点根据边缘检测结果生成接缝处的点云数据使用样条曲线对点云数据进行拟合,生成接缝的几何模型c(s),其中s是曲线参数:c(s)=(x(s),y(s));
17、在路径规划中,根据几何模型c(s),定义拉丝球头的工作路径p(s),假设拉丝球头沿接缝两侧的距离为d:p(s)=c(s)+d·n(s),其中,n(s)是曲线的法向量,法向量n(s)通过曲线的导数计算:对工作路径可以使用样条插值的方法,确保路径p(s)连续且平滑。
18、本发明所具有的有益效果是:
19、装置采用电机驱动和精密机械结构,实现不锈钢四通主体表面及接缝处的自动化拉丝,减少人工干预,极大提高拉丝作业的效率和一致性;通过四通固定组件中的活动套筒和导向机构,能精确固定不锈钢四通,配合接缝处处理组件的精准电动推杆和力反馈传感器,确保拉丝处理的精准度和接缝处的完美融合,提高了拉丝的美观度和质量;利用高清摄像头、图像处理技术以及控制器内的处理器部件,实现对不锈钢四通接缝处的智能识别与路径规划,使得拉丝球头能够沿最优轨迹运动,适应不同形状的接缝要求,体现了高度的智能化和灵活性;集成的位移传感器和力反馈传感器实时监测拉丝球头的工作状态,配合pid控制算法,能动态调整压力和位置,确保加工过程中的稳定性和准确性,减少过切或欠切现象;装置设计中采用了如锥齿轮传动、导向支撑架等优化技术方案,增强了系统的稳定性和耐用性,同时便于维护和部件更换,延长了设备使用寿命;直纹拉丝效果与接缝处理的一致性,不仅提升了不锈钢四通的外观品质,还增加了产品的市场竞争力和附加值,满足高端制造的需求。
本文地址:https://www.jishuxx.com/zhuanli/20240911/291080.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。