一种七层共挤大棚膜吹塑机组及其加工工艺的制作方法
- 国知局
- 2024-09-11 15:07:06
本发明涉及大棚膜加工,具体是指一种七层共挤大棚膜吹塑机组及其加工工艺。
背景技术:
1、随着大棚膜的发展,功能性要求越来越高,各种母料的性能区别较大,对设备提出了更高的要求。由于各种母料的相互干涉,在同一层或临近层加入不同的母料,会降低其功能性。同时由于原分配器,采用套筒结构,单层的温度无法控制,由于各种原料的熔融温度差别较大,很容易造成熔融温度低的原料分解或降低其性能,降低了薄膜的品质。
2、为了适应原料和母料的变化,增加薄膜功能性,提高薄膜的品质,降低制品成本。我们在此提出了一种七层共挤大棚膜吹塑机组及其加工工艺。
技术实现思路
1、本发明要解决的技术问题是克服以上技术困难,提供一种七层共挤大棚膜吹塑机组及其加工工艺,为了适应原料和母料的变化,增加薄膜功能性,提高薄膜的品质,降低制品成本。
2、为解决上述技术问题,本发明提供的技术方案为:
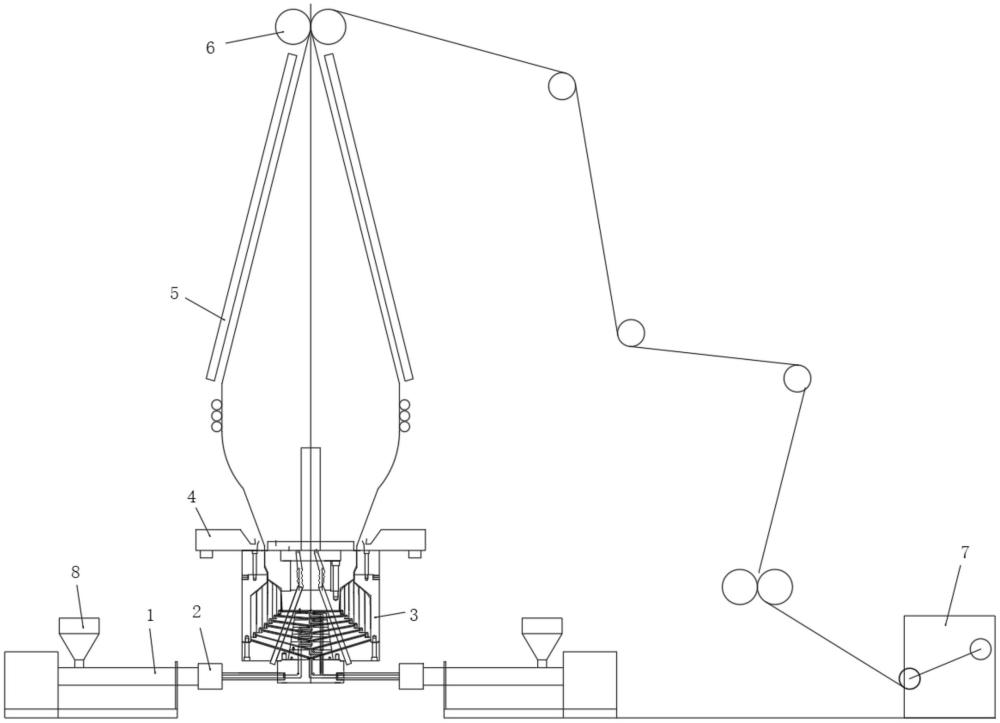
3、一种七层共挤大棚膜吹塑机组,包括挤出塑化机、过滤装置、七层复合模具成型机、冷却定型装置、夹板、牵引辊和收卷装置;所述挤出塑化机上带有填料斗,尾部安装有过滤装置,过滤装置的出料口与七层复合模具成型机的进料口连接,七层复合模具成型机顶部安装固定有冷却定型装置,冷却定型装置上方设置有一对成八字形分布的夹板,从七层复合模具成型机的出料口排出的物料依次经过冷却定型装置、两夹板之间、以及牵引辊后,最终收卷到收卷装置上。
4、一种所述的七层共挤大棚膜吹塑机组的加工工艺,包括以下步骤:
5、步骤一、上料到挤出塑化机内进行挤出塑化;
6、步骤二、挤出塑化后经过滤装置过滤;
7、步骤三、进入到七层复合模具成型机内,被其内的分配器进行七层分配,而后进行七层复合模具成型;
8、步骤四、成型后的物料排出,并在经过冷却定型装置后被冷却定型;
9、步骤五、继续对物料进行稳泡加工,并让物料从两夹板之间穿过折叠;
10、步骤六、在各牵引辊的牵引下,最终被收卷装置收卷,即得成卷的大棚膜。
11、本发明与现有技术相比的优点在于:
12、1、本发明采用七层中心进料结构,各层的功能性母料可以分开,且增加阻隔层,避免了功能性母料由于放在同一层造成的母料干涉,造成的功能性下降。同时七层比三层或五层可以增加大棚膜的功能。在薄膜厚度不变的情况下,每一层的厚度减少,降低了母料的量,降低了大棚膜的成本。如开口剂,一般放在内层和外层,由于薄膜厚度不变,层数增加了,内外层的厚度相应的降低了,减少了开口剂的添加量,降低了成本。现在的母料有转光、保温、流滴消雾、色母、杀菌除尘、散光、阻隔等,可以实现每一层一种功能,在一种产品可以实现每一种功能,而且避免了由于在一层放置多种母料造成的母料相互干涉。现在的消雾膜、散光膜、转光膜就可以在一种产品实现,可以做更高档的大棚膜。特别是po膜,现在大部分都是采用涂敷发干燥的办法生产,干燥要消耗大量的能量。七层设备可以把流滴消雾改为内添加,单独加在内层或外层,就能实现流滴消雾和薄膜寿命等同。降低能量消耗30%以上。七层共挤大棚膜吹塑机组可以生产更高档、功能更多的大棚膜,提高了薄膜的品质,降低了生产成本、节约了能源,达到了节能降耗的目的。
13、2、本发明采用七台挤出机供料,每一层添加不同的母料,可以根据母料的温度特性,单独的设定温度,一些高温易分解的母料如流滴剂,可以低温挤出。同时设计低转速螺杆,避免了螺杆高速旋转,产生剪切热,造成的原料分解,提高了产品的品质。
技术特征:1.一种七层共挤大棚膜吹塑机组,其特征在于:包括挤出塑化机(1)、过滤装置(2)、七层复合模具成型机(3)、冷却定型装置(4)、夹板(5)、牵引辊(6)和收卷装置(7);所述挤出塑化机(1)上带有填料斗(8),尾部安装有过滤装置(2),过滤装置(2)的出料口与七层复合模具成型机(3)的进料口连接,七层复合模具成型机(3)顶部安装固定有冷却定型装置(4),冷却定型装置(4)上方设置有一对成八字形分布的夹板(5),从七层复合模具成型机(3)的出料口排出的物料依次经过冷却定型装置(4)、两夹板(5)之间、以及牵引辊(6)后,最终收卷到收卷装置(7)上。
2.根据权利要求1所述的一种七层共挤大棚膜吹塑机组,其特征在于:所述挤出塑化机(1)和过滤装置(2)一一对应设置,且两者的整体设置有七个。
3.根据权利要求1所述的一种七层共挤大棚膜吹塑机组,其特征在于:所述牵引辊(6)沿物料的排出方向依次设置有多个。
4.一种根据权利要求1~3任一所述的七层共挤大棚膜吹塑机组的加工工艺,其特征在于,包括以下步骤:
5.根据权利要求4所述的一种七层共挤大棚膜吹塑机组的加工工艺,其特征在于:制得的所述大棚膜从一面向另一面依次分为外层一、外层二、外层三、中层、内层三、内层二和内层一。
技术总结本发明涉及大棚膜加工技术领域,公开了一种七层共挤大棚膜吹塑机组,包括挤出塑化机、过滤装置、七层复合模具成型机、冷却定型装置、夹板、牵引辊和收卷装置;所述挤出塑化机上带有填料斗,尾部安装有过滤装置,过滤装置的出料口与七层复合模具成型机的进料口连接,七层复合模具成型机顶部安装固定有冷却定型装置,冷却定型装置上方设置有一对成八字形分布的夹板,从七层复合模具成型机的出料口排出的物料依次经过冷却定型装置、两夹板之间、以及牵引辊后,最终收卷到收卷装置上。与现有技术相比的优点在于:提供一种七层共挤大棚膜吹塑机组及其加工工艺,为了适应原料和母料的变化,增加薄膜功能性,提高薄膜的品质,降低制品成本。技术研发人员:卢军典,孟祥地,胡延波,宁伟,张心明,朱圣菊受保护的技术使用者:山东莱芜新甫冠龙塑料机械有限公司技术研发日:技术公布日:2024/9/9本文地址:https://www.jishuxx.com/zhuanli/20240911/293260.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表