一种门窗用塑料配件热压成型装置的制作方法
- 国知局
- 2024-09-11 15:06:02
本发明涉及塑料热压成型设备,具体为一种门窗用塑料配件热压成型装置。
背景技术:
1、热压成型机时成型机的一种,适用于橡胶、塑料行业值聚合物pvc、色母料等化工原料的混炼加工,将塑料或者橡胶原料放于模具内,夹于上、下电热板之间,在电热板只能恒温下施以压力,使原料成型,但目前所使用的塑料成型装置存在一些不足,如下:
2、在门窗生产过程中,一些塑料配件需要通过热压成型装置制作,例如铝合金纱窗塑料沙角,取一定量塑料熔融原料,随后将其放入到模具中,并施加一定量的压力,进行压制成型,为确保塑料沙角能够无漏车型,所取的原料一般会超过所需原料,故而在热压时,有一部分多余的熔融塑料从缝隙中漏出,最后凝固在模具上,后续耗费大量清理时间,极大影响生产效率。
技术实现思路
1、本发明提供了一种门窗用塑料配件热压成型装置,具备多重加压,成型质量高的优点,解决了上述背景技术中的问题。
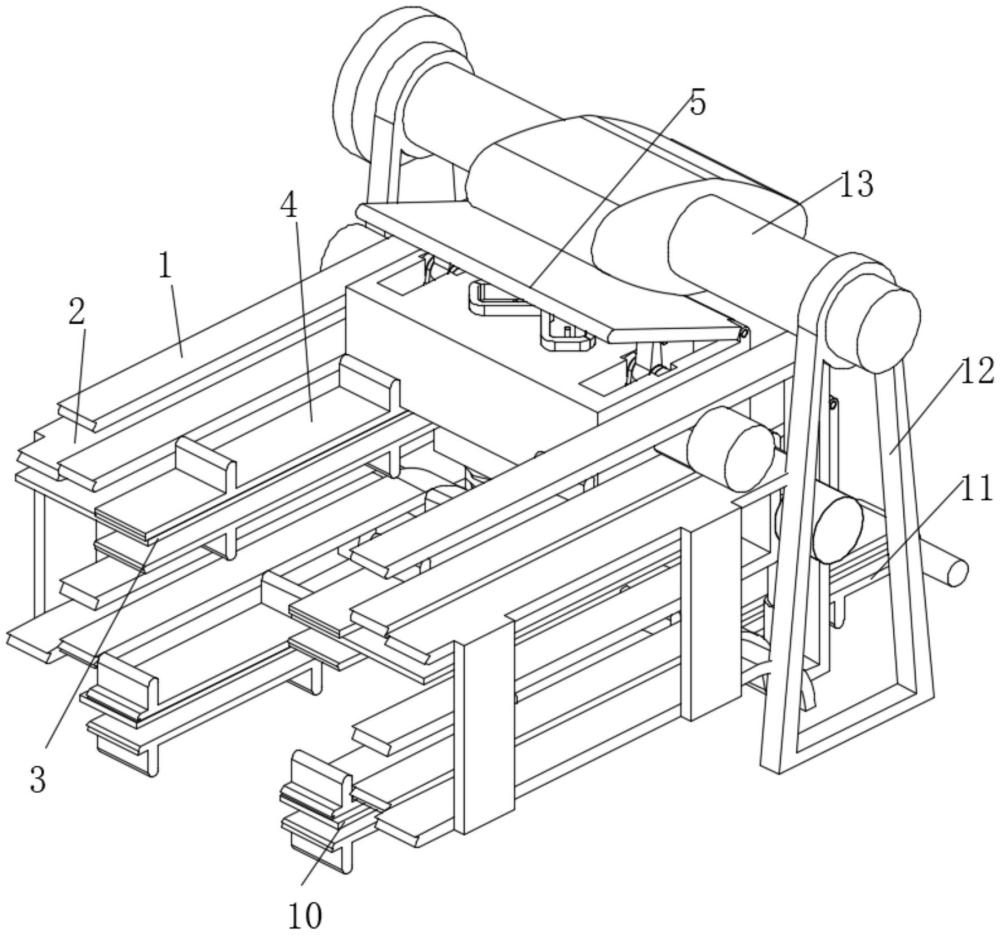
2、本发明提供如下技术方案:一种门窗用塑料配件热压成型装置,包括对称设置的限位架、热压磨具ⅰ、热压磨具ⅱ和支撑架,所述热压磨具ⅰ和热压磨具ⅱ的规格相同,所述热压磨具ⅰ的前后两侧对称固定连接有方形杆,所述方形杆与限位架活动卡接,所述支撑架上且位于热压磨具ⅰ的右上方活动安装有抵压凸轮轴,所述抵压凸轮轴的转动轴上固定套接有齿轮,所述热压磨具ⅰ包括箱体,所述箱体的内部中间活动卡接有挤压装置,所述箱体上均匀活动卡接有成型箱,所述成型箱与挤压装置活动套接,所述挤压装置上活动套接有卸料装置,所述箱体的上表面右部通过轴活动安装有加压电热板,所述箱体的前后对称开设有边侧活动腔,所述边侧活动腔的内部活动安装有锁紧装置,所述锁紧装置的顶端与加压电热板的底面通过轴活动连接,所述箱体的内部且位于成型箱的下方开设有中心活动腔,所述箱体的底面开设有底腔,所述限位架的右端底部固定安装有竖直伸缩杆,所述竖直伸缩杆的伸出端顶部固定连接有承接块,所述承接块与限位架活动卡接,所述竖直伸缩杆上活动套接有强力抵压弹簧,所述强力抵压弹簧的顶端与承接块固定连接,所述承接块的上表面通过方形杆与热压磨具ⅱ活动连接。
3、优选的,所述成型箱包括侧边板和阻拦板,所述侧边板和阻拦板分别与挤压装置的侧面活动连接,所述侧边板和阻拦板的底面均固定连接有支撑弹簧ⅰ,所述支撑弹簧ⅰ的底端与箱体的内壁固定连接。
4、优选的,所述挤压装置包括承压电热板,所述承压电热板的底部均匀固定连接有限位杆,所述限位杆与箱体活动套接,所述限位杆的底端且位于底腔的下方固定连接有抵压板,所述限位杆上且位于中心活动腔的内部固定套接有限位板。
5、优选的,所述锁紧装置包括连杆、限位轮和气压伸缩杆,所述限位轮与边侧活动腔活动卡接,所述连杆的顶端与加压电热板的底面通过轴活动连接,所述连杆的底端与限位轮活动套接,所述气压伸缩杆得我底端与箱体固定连接,所述气压伸缩杆的伸出端与限位轮活动套接,所述气压伸缩杆上活动套接有支撑弹簧ⅱ,所述支撑弹簧ⅱ的两端分别与气压伸缩杆的底端和箱体的内壁固定连接,所述气压伸缩杆的底部侧面固定安装有气阀,所述卸料装置包括顶料针,所述顶料针与承压电热板活动套接,所述顶料针的底端且位于底腔的内部固定连接有连接杆,所述连接杆的两端分别伸入到边侧活动腔中,所述连接杆的上表面对称固定连接有拉力弹簧,所述拉力弹簧的顶端与箱体内壁固定连接,所述气压伸缩杆顶部侧面固定安装竖直杆,所述竖直杆的底端与连接杆的上表面活动连接。
6、优选的,所述限位架呈向左倾倒的u字形,所述限位架的外侧对称固定连接有支撑板,所述方形杆的外端活动套接有滚轮,所述滚轮与支撑板的上表面活动连接,所述支撑板的内侧面对称固定连接有承托板ⅰ,所述承托板ⅰ上活动安装有输送带ⅰ,所述限位架的内侧底部固定连接有承托板ⅱ,所述承托板ⅱ上活动安装有输送带ⅱ,所述输送带ⅰ的上表面与热压磨具ⅰ的底面活动连接,所述输送带ⅰ和输送带ⅱ上均均匀固定安装有挡板,所述挡板与热压磨具ⅰ的侧边活动连接。
7、本发明具备以下有益效果:
8、1、通过加压电热板和成型箱的设置,使得通过加压电热板的翻转,逐渐对成型箱内部的原料进行一个从右往左的逐渐抵压的姿态,使得原料能够逐渐填满成型箱的内腔,减少空隙,提高塑料沙角的成型质量,并且在抵压过程中,阻拦板持续对迁移的原料进行有效的阻挡,避免原料在抵压过程中溢出,有效避免对向挤压时,原料在未填充满空间时,就向外溢出的情况出现,以此完成塑料沙角的初步热压成型。
9、2、通过挤压装置、强力抵压弹簧和限位架的设置,使得热压磨具ⅰ和热压磨具ⅱ在抵压凸轮轴的下方呈堆叠状态,随着抵压凸轮轴的按压,此时热压磨具ⅱ受到强力抵压弹簧的支撑作用,进而热压磨具ⅱ对抵压板起到一个向上的支撑力,进而抵压板通过限位杆抵推承压电热板在箱体的内部有着一个向上推力,与抵压凸轮轴配合,对热压磨具ⅰ内部的塑料沙角形成一个夹击作用,进行第二次加压,由于塑料沙角已经成型,故而二次热压,增加了塑料沙角的紧密性,进一步提高塑料沙角的成型质量。
技术特征:1.一种门窗用塑料配件热压成型装置,包括对称设置的限位架(1)、热压磨具ⅰ(5)、热压磨具ⅱ(9)和支撑架(12),其特征在于:所述热压磨具ⅰ(5)和热压磨具ⅱ(9)的规格相同,所述热压磨具ⅰ(5)的前后两侧对称固定连接有方形杆(6),所述方形杆(6)与限位架(1)活动卡接,所述支撑架(12)上且位于热压磨具ⅰ(5)的右上方活动安装有抵压凸轮轴(13),所述抵压凸轮轴(13)的转动轴上固定套接有齿轮,所述热压磨具ⅰ(5)包括箱体(51),所述箱体(51)的内部中间活动卡接有挤压装置(52),所述箱体(51)上均匀活动卡接有成型箱(53),所述成型箱(53)与挤压装置(52)活动套接,所述挤压装置(52)上活动套接有卸料装置(54),所述箱体(51)的上表面右部通过轴活动安装有加压电热板(55),所述箱体(51)的前后对称开设有边侧活动腔(57),所述边侧活动腔(57)的内部活动安装有锁紧装置(56),所述锁紧装置(56)的顶端与加压电热板(55)的底面通过轴活动连接,所述箱体(51)的内部且位于成型箱(53)的下方开设有中心活动腔(59),所述箱体(51)的底面开设有底腔(58),所述限位架(1)的右端底部固定安装有竖直伸缩杆(7),所述竖直伸缩杆(7)的伸出端顶部固定连接有承接块,所述承接块与限位架(1)活动卡接,所述竖直伸缩杆(7)上活动套接有强力抵压弹簧(8),所述强力抵压弹簧(8)的顶端与承接块固定连接,所述承接块的上表面通过方形杆(6)与热压磨具ⅱ(9)活动连接。
2.根据权利要求1所述的一种门窗用塑料配件热压成型装置,其特征在于:所述成型箱(53)包括侧边板(531)和阻拦板(532),所述侧边板(531)和阻拦板(532)分别与挤压装置(52)的侧面活动连接,所述侧边板(531)和阻拦板(532)的底面均固定连接有支撑弹簧ⅰ(533),所述支撑弹簧ⅰ(533)的底端与箱体(51)的内壁固定连接。
3.根据权利要求1所述的一种门窗用塑料配件热压成型装置,其特征在于:所述挤压装置(52)包括承压电热板(521),所述承压电热板(521)的底部均匀固定连接有限位杆(522),所述限位杆(522)与箱体(51)活动套接,所述限位杆(522)的底端且位于底腔(58)的下方固定连接有抵压板(523),所述限位杆(522)上且位于中心活动腔(59)的内部固定套接有限位板(524)。
4.根据权利要求3所述的一种门窗用塑料配件热压成型装置,其特征在于:所述锁紧装置(56)包括连杆(561)、限位轮(562)和气压伸缩杆(563),所述限位轮(562)与边侧活动腔(57)活动卡接,所述连杆(561)的顶端与加压电热板(55)的底面通过轴活动连接,所述连杆(561)的底端与限位轮(562)活动套接,所述气压伸缩杆(563)得我底端与箱体(51)固定连接,所述气压伸缩杆(563)的伸出端与限位轮(562)活动套接,所述气压伸缩杆(563)上活动套接有支撑弹簧ⅱ(564),所述支撑弹簧ⅱ(564)的两端分别与气压伸缩杆(563)的底端和箱体(51)的内壁固定连接,所述气压伸缩杆(563)的底部侧面固定安装有气阀(565),所述卸料装置(54)包括顶料针(541),所述顶料针(541)与承压电热板(521)活动套接,所述顶料针(541)的底端且位于底腔(58)的内部固定连接有连接杆(542),所述连接杆(542)的两端分别伸入到边侧活动腔(57)中,所述连接杆(542)的上表面对称固定连接有拉力弹簧(543),所述拉力弹簧(543)的顶端与箱体(51)内壁固定连接,所述气压伸缩杆(563)顶部侧面固定安装竖直杆,所述竖直杆的底端与连接杆(542)的上表面活动连接。
5.根据权利要求1所述的一种门窗用塑料配件热压成型装置,其特征在于:所述限位架(1)呈向左倾倒的u字形,所述限位架(1)的外侧对称固定连接有支撑板(2),所述方形杆(6)的外端活动套接有滚轮(14),所述滚轮(14)与支撑板(2)的上表面活动连接,所述支撑板(2)的内侧面对称固定连接有承托板ⅰ(3),所述承托板ⅰ(3)上活动安装有输送带ⅰ(4),所述限位架(1)的内侧底部固定连接有承托板ⅱ(10),所述承托板ⅱ(10)上活动安装有输送带ⅱ(11),所述输送带ⅰ(4)的上表面与热压磨具ⅰ(5)的底面活动连接,所述输送带ⅰ(4)和输送带ⅱ(11)上均均匀固定安装有挡板,所述挡板与热压磨具ⅰ(5)的侧边活动连接。
技术总结本发明涉及塑料热压成型设备技术领域,且公开了一种门窗用塑料配件热压成型装置,包括对称设置的限位架、热压磨具Ⅰ、热压磨具Ⅱ和支撑架,所述热压磨具Ⅰ和热压磨具Ⅱ的规格相同,所述热压磨具Ⅰ的前后两侧对称固定连接有方形杆。通过加压电热板和成型箱的设置,使得通过加压电热板的翻转,逐渐对成型箱内部的原料进行一个从右往左的逐渐抵压的姿态,使得原料能够逐渐填满成型箱的内腔,减少空隙,提高塑料沙角的成型质量,并且在抵压过程中,阻拦板持续对迁移的原料进行有效的阻挡,避免原料在抵压过程中溢出,有效避免对向挤压时,原料在未填充满空间时,就向外溢出的情况出现,以此完成塑料沙角的初步热压成型。技术研发人员:俞蕙,冯仰飞,王旭东受保护的技术使用者:无锡市圣飞科技有限公司技术研发日:技术公布日:2024/9/9本文地址:https://www.jishuxx.com/zhuanli/20240911/293191.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表