一种数控机床主轴防偏移钻孔装置的制作方法
- 国知局
- 2024-09-14 15:06:59
本发明涉及数控机床,具体为一种数控机床主轴防偏移钻孔装置。
背景技术:
1、数控机床是数字控制机床,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,用代码化的数字表示,通过信息载体输入数控装置。经运算处理由数控装置发出各种控制信号,控制机床的动作,按图纸要求的形状和尺寸,自动地将零件加工出来,当前市场上的数控钻孔机在对板材类零件加工时,通常通过固定装置对零件进行固定,通过钻孔机刀头旋转切削或旋转挤压的方式,在零件上留下圆柱形孔或洞,便于后续进一步加工。
2、中国专利公开号cn218745006u公开了“一种加工精度高的钻孔机数控机床”,包括底座以及固定设置在底座顶部一侧的固定板,固定板上设置有安装孔,安装孔内部以及底座远离固定板一侧均固定设置有壳体,两个壳体顶部一侧均设置有定位机构,其中一个壳体顶部另一侧设置有钻孔机构,定位机构包括安装座、双向丝杆、滑套、定位板以及连杆,钻孔机构包括移动板、安装板、钻孔装置、固定框、活动框、滑杆、固定套、复位弹簧以及收集箱。本实用新型通过设置的定位机构与钻孔机构,板材固定效果较好,避免钻孔刀头对板材零件进行钻孔时出现晃动,防止孔洞出现偏移,提高了加工精度,便于对碎屑进行收集。
3、通过设置的定位机构,板材零件需要加工时,将板材零件放置在底座顶部,并使其底部与导向轮外周面接触,通过推动板材零件使其滑动至两个壳体内部,当板材零件移动至合适位置后,通过驱动装置输出端带动双向丝杆转动,在螺纹副的作用下使得滑套沿双向丝杆移动,从而通过连杆挤压定位板向下活动,并使定位板与板材零件顶部紧密贴合,从而通过定位板对板材零件进行定位固定,且通过设置的两组定位机构,对板材零件进行两点固定,固定效果较好,避免钻孔刀头对板材零件进行钻孔时出现晃动,防止孔洞出现偏移,提高了加工精度,但是在实际加工的过程其工件本身发生晃动的概率较小,孔径发生偏移的原因,大多是受钻头长度过长或太短影响,如果钻头太长,就容易被支撑物弯曲,从而导致钻孔晃动;如果钻头太短,就可能造成不稳定的支撑,同样容易导致钻孔晃动,且此种晃动除了会导致加工的孔径偏移的情况,还会影响钻头的使用寿命,使得钻头加工的过程容易发生断裂的情况,但是在加工孔径较深的孔洞,对钻头的加工部位长度又有一定要求时,此时钻头加工时的稳定性就尤为重要,但是通常是通过在钻头的选材,来提升钻头的强度,但选材成本较高,导致经济效益不高的问题,故而提出一种数控机床主轴防偏移钻孔装置来解决上述所提出的问题。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种数控机床主轴防偏移钻孔装置,解决了在加工孔径较深的孔洞时,由于钻头太长,导致容易被工件挤压弯曲,从而出现钻孔时晃动的情况,导致加工的过程中钻孔发生偏移的问题。
3、(二)技术方案
4、为实现上述目的,本发明提供如下技术方案:
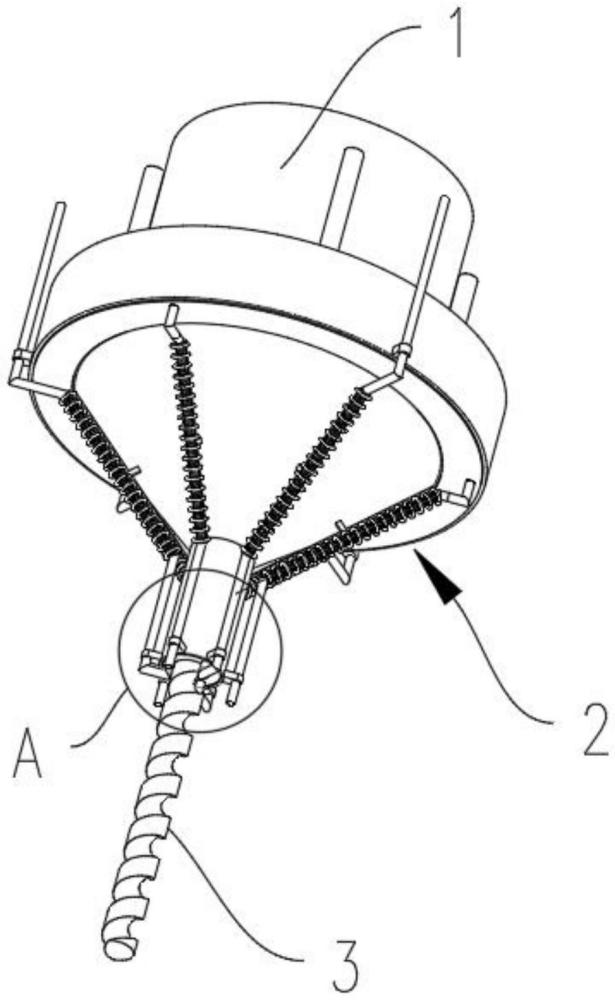
5、一种数控机床主轴防偏移钻孔装置,包括护套,所述护套的内部转动连接有主轴,所述主轴内壁通过刀柄连接有刀具,所述刀具的外部设置有支撑机构;
6、所述支撑机构包括施压盘,所述施压盘连接在护套的底部,所述施压盘的底部连接有导向锥筒,所述导向锥筒的底部连接限位套,所述限位套内部设置有支撑筒,所述支撑筒的底部连接有滑筒,且滑筒与限位套的内壁滑动连接,所述导向锥筒的筒壁内开设有流通腔,通过设置可伸缩支撑筒来对长度较长的刀具进行支撑,变相缩短了刀具加工部位与支撑部位的距离,以此避免刀具加工时与支撑部位过远,导致容易被工件挤压弯曲,从而出现钻孔时晃动的情况,导致加工的过程中钻孔发生偏移的问题,从而减少因刀具晃动导致断裂的情况。
7、优选的,所述限位套内壁的底部连接有限位环,所述滑筒外壁的顶部连接有卡环,通过设置限位环与卡环的方式,可以避免支撑筒连接的滑筒脱离限位套。
8、优选的,所述施压盘的内壁开设有排液腔,且排液腔与流通腔连通,所述排液腔的内壁滑动连接有第一弧形磁吸块,所述主轴的外壁连接有第三弧形磁吸块,所述第一弧形磁吸块的底部连接有第一斜面推块,通过在第一弧形磁吸块的底部设置第一斜面推块的方式,第一弧形磁吸块在排液腔内高速旋转时会带动第一斜面推块一同旋转,由于第一斜面推块旋转时斜面会推动冷却液下压,使得第一斜面推块的下方低压区,使得排液腔持续排入流通腔,从而挤压下方的支撑筒与滑筒组合形成的u字形凹槽区域,使得支撑筒伸出对刀具提供支撑,在提供支撑的同时由于u字形凹槽区域流动的冷却液,会带走大量刀具加工时产生的热量,以保证刀具的使用寿命。
9、优选的,所述第三弧形磁吸块与第一弧形磁吸块数量均三块,所述第三弧形磁吸块与第一弧形磁吸块的磁力互相吸引,通过主轴的高速旋转带动第三弧形磁吸块旋转时,通过第三弧形磁吸块的磁力牵引第一弧形磁吸块一同旋转。
10、优选的,所述施压盘的顶部处于排液腔的顶部连接有进液管,且进液管与数控机床的冷却液舱连接,所述支撑筒的底部连接有回流管,且回流管与数控机床的冷却液舱连接,受到挤压的冷却液一部分从回流管回流到数控机床的冷却液舱内,另一部分则是从u字形凹槽顶部位置溢出直接与刀具接触进行冷却降温,以保证刀具的使用寿命,且通过溢出的方式可以减弱冷却液挤压支撑筒伸出的力量。
11、优选的,所述施压盘内壁处于排液腔外侧的位置开设有排气腔,所述排气腔的内壁滑动连接有第二弧形磁吸块,所述第二弧形磁吸块的底部连接有第二斜面推块,通过在第二弧形磁吸块的底部连接第二斜面推块的方式,使得第二弧形磁吸块在排气腔内高速旋转时会带动第二斜面推块一同旋转,由于第二斜面推块旋转时斜面会推动空气下压,使得第二斜面推块的下方低压区,使得排气腔持续排出空气。
12、优选的,所述第二弧形磁吸块的数量为三块,且第二弧形磁吸块与第一弧形磁吸块的磁力互相吸引,由于第二弧形磁吸块与第一弧形磁吸块的磁力互相吸引的作用,使得第一弧形磁吸块旋转时会牵引第二弧形磁吸块一同旋转。
13、优选的,所述施压盘顶部处于排气腔上方的位置开设有进气槽,所述排气腔的底部连接有喷气管,且喷气管延伸至支撑筒的下方,排气腔持续排出的空气,由于喷气管管径较小,气流进入喷气管会被加压从而射出高压气流,从而对刀具加工时产生的碎屑进行清理,以避免加工产生的碎屑堆积影响加工的阻碍操作人员观察的问题,且高速流动气流的也能对工件的加工部位以及刀具进行降温冷却,值得说明的是高压气流对喷气管连接的支撑筒会形成一个反推力,使得支撑筒不会与工件表面接触造成表面的损伤,且喷气管的喷气口距离工件越近受到的反推力越大,反之则是越小,冷却液推动支撑筒伸出的挤压力则是会因喷气管的喷气产生的反推力逐渐被抵消,由喷气管的喷气口距离工件的距离远近来定,使得支撑筒在维持支撑的同时,又不会与工件的表面接触。
14、优选的,所述喷气管通过限位扣与滑筒连接,所述进液管通过限位扣与限位套连接,以方便对管线进行限位,以避免管线缠绕影响加工的问题。
15、优选的,所述喷气管与进液管处于导向锥筒位置的一段均为伸缩管,所述伸缩管的外部套设有限位套筒,且限位套筒与导向锥筒连接,通过将喷气管与进液管处于导向锥筒的端管体伸缩管,以方便管体的伸缩,而限位套筒则是起到限位的作用,避免管线缠绕。
16、(三)有益效果
17、与现有技术相比,本发明提供了一种数控机床主轴防偏移钻孔装置,具备以下有益效果:
18、1、该数控机床主轴防偏移钻孔装置,通过设置可伸缩支撑筒来对长度较长的刀具进行支撑,变相缩短了刀具加工部位与支撑部位的距离,以此避免刀具加工时与支撑部位过远,导致容易被工件挤压弯曲,从而出现钻孔时晃动的情况,导致加工的过程中钻孔发生偏移的问题,从而减少因刀具晃动导致断裂的情况。
19、2、该数控机床主轴防偏移钻孔装置,第一弧形磁吸块在排液腔内高速旋转时会带动第一斜面推块一同旋转,由于第一斜面推块旋转时斜面会推动冷却液下压,使得第一斜面推块的下方低压区,使得排液腔持续排入流通腔,从而挤压下方的支撑筒与滑筒组合形成的u字形凹槽区域,使得支撑筒伸出对刀具提供支撑,在提供支撑的同时由于u字形凹槽区域流动的冷却液,会带走大量刀具加工时产生的热量,以保证刀具的使用寿命。
20、3、该数控机床主轴防偏移钻孔装置,通过在第二弧形磁吸块的底部连接第二斜面推块的方式,使得第二弧形磁吸块在排气腔内高速旋转时会带动第二斜面推块一同旋转,由于第二斜面推块旋转时斜面会推动空气下压,使得第二斜面推块的下方低压区,使得排气腔持续排出空气,由于喷气管管径较小,气流进入喷气管会被加压从而射出高压气流,从而对刀具加工时产生的碎屑进行清理,以避免加工产生的碎屑堆积影响加工的阻碍操作人员观察的问题,且高速流动气流的也能对工件的加工部位以及刀具进行降温冷却。
本文地址:https://www.jishuxx.com/zhuanli/20240914/297010.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。