一种精密微电机高性能钕铁硼磁铁组装线及其组装工艺的制作方法
- 国知局
- 2024-09-14 15:10:33
本发明属于电机磁铁自动化生产,尤其涉及一种精密微电机高性能钕铁硼磁铁组装线及其组装工艺。
背景技术:
1、微型电动机通常指直径小于160mm或额定功率小于750m精密微电机高性能钕铁硼磁铁组装线的电机。精密微型电机是指具备微信电动机体积小特性且精密性高的电机。例如,空心杯电动机作为典型的紧密微型电机,具有突出的节能特性、灵敏方便的控制特性和稳定的运行特性,技术先进性十分明显。作为高效率的能量转换装置,在很多领域代表了电动机的发展方向。
2、钕铁硼磁铁为一种高性能磁铁,其具有优异的温度特性及化学稳定性和较高的机械强度等特性。此外钕铁硼磁铁还具有很高的磁能积和矫顽力,同时其饱和磁感在室温下远高于其他永磁体(如铝镍钴),因而被用于要求高性能的微小型化机电设备中作电励磁用。
3、电机中的钕铁硼磁铁包括可为一体圆环状或为由多个块状钕铁硼磁铁组件100(如图2)组合而成的圆环状(如图1)。磁铁组件100包括磁体102和分别用于粘接固定于磁体102两侧的第一磁轭101和第二磁轭103。现有技术中,实现磁铁本体和磁轭片粘接的方案为:人工固定磁体102,手持胶枪逐个在磁体102表面涂胶,然后将第一磁轭101和第二磁轭103粘覆其上,根据需要,手动微调第一磁轭101和第二磁轭103的位置,待胶水凝固后得到需要的电机磁铁。
4、现有技术的不足在于,现有主要依靠人工进行电机磁铁组件组装生产的方式,不仅生产效率低,且因无法为磁体和磁轭片提供精准可靠的定位及胶水涂抹不均匀等原因,影响产品质量。
5、因此,实有必要提供一种新的精密微电机高性能钕铁硼磁铁组装线及其组装工艺解决上述技术问题。
技术实现思路
1、(一)要解决的技术问题:基于此,本发明提供了一种精密微电机高性能钕铁硼磁铁组装线及其组装工艺,旨在解决现有通过人工粘接组装电机磁铁组件的方式存在产品质量不佳及生产效率低的技术问题。
2、(二)技术方案
3、为解决上述技术问题,本发明提出了一种精密微电机高性能钕铁硼磁铁组装线,包括:可开合流转载盘组件、倍数链循环线体、载盘顶升定位组件、载盘开合控制组件、上料机械手、点胶机械手、压付机械手、固化设备、充磁机、出料机械手、成品料盘和料盘自动进出料装置;所述可开合流转载盘组件用于装载组成所述磁铁组件的物料;所述可开合流转载盘组件包括用于收容所述物料的产品收容槽,所述产品收容槽的形状与磁铁组件形状匹配,且所述可开合流转载盘组件包括打开状态和闭合状态;所述可开合流转载盘组件处于闭合状态时,所述可开合流转载盘组件能够对位于所述产品收容槽内的所述物料进行夹持定位;所述倍数链循环线体用于载着所述可开合流转载盘组件移动;所述载盘顶升定位组件用于顶升并固定所述可开合流转载盘组件,且所述倍数链循环线体中需要对可开合流转载盘组件进行定位的工位均设有一套所述载盘顶升定位组件;所述载盘开合控制组件用于控制所述可开合流转载盘组件处于所述打开状态或闭合状态,每套所述载盘顶升定位组件的一侧均安装有一套所述载盘开合控制组件;所述上料机械手用于在所述可开合流转载盘组件处于打开状态时,将所述物料依次叠放于所述可开合流转载盘组件内;所述点胶机械手用于在所述可开合流转载盘组件处于闭合状态时,对组成同一所述磁铁组件的两个相邻的物料之间涂覆粘胶;所述压付机械手用于所述可开合流转载盘组件处于闭合状态时,对所述产品收容槽内粘接后的所述物料施加压力;所述倍数链循环线体穿过所述固化设备,所述固化设备用于在所述可开合流转载盘组件处于闭合状态时,对经所述压付机械手压付的物料进行烘烤固化,得到待充磁磁铁组件;所述出料机械手用于将所述待充磁磁铁组件吸附至所述充磁机内进行充磁,得到磁铁组件成品;所述成品料盘用于盛装所述磁铁组件成品;所述出料机械手还用于将所述磁铁组件成品转移至所述成品料盘内;所述料盘自动进出料装置用于实现所述成品料盘的自动进出料。
4、本发明还提出了一种精密微电机高性能钕铁硼磁铁的组装工艺,所述精密微电机高性能钕铁硼磁铁的组装工艺应用了如上述的精密微电机高性能钕铁硼磁铁组装线,所述第一磁轭上料机械手包括:第一三轴直线机器人模组和搭载于所述第一三轴直线机器人模组上的第一视觉模块和第一多头吸笔;所述第一多头吸笔的下部包括两个真空吸槽;所述磁铁上料机械手包括:第二三轴直线机器人模组和搭载于所述第二三轴直线机器人模组上的第二视觉模块和第二多头吸笔;所述第二多头吸笔的下部包括两个真空吸槽;所述第二磁轭上料机械手包括:第三三轴直线机器人模组和搭载于所述第三三轴直线机器人模组上的第三视觉模块和第三多头吸笔;所述第三多头吸笔的下部包括五个真空吸槽;所述点胶机器人包括:四轴机器人和分别搭载于所述四轴机器人上的点胶模组和第四视觉模块;可开合流转载盘组件包括十个产品收容槽;所述压付机械手包括:压付三轴直线机器人模组和分别装载于所述压付三轴直线机器人模组上的多头压装装置和和第五视觉模块,所述多头压装装置包括与十个所述产品收容槽一一对应的十个压块;所述精密微电机高性能钕铁硼磁铁的组装工艺包括如下步骤:s1,第一磁轭组装:s2,第一磁轭点胶及磁铁组装:s3,磁铁点胶及第二磁轭组装:s4,压付机械手压付:s5,烘烤固化:s6,充磁:s7,成品下线。
5、(三)有益效果:采用本发明,能够实现磁铁组件的自动化生产,且能够保证较高的组装效率和产品质量。
6、附图说明
7、为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
8、图1为背景技术中:由多个磁铁组件组合而成的电机磁铁的结构示意图。
9、图2为背景技术中:磁铁组件的结构示意图。
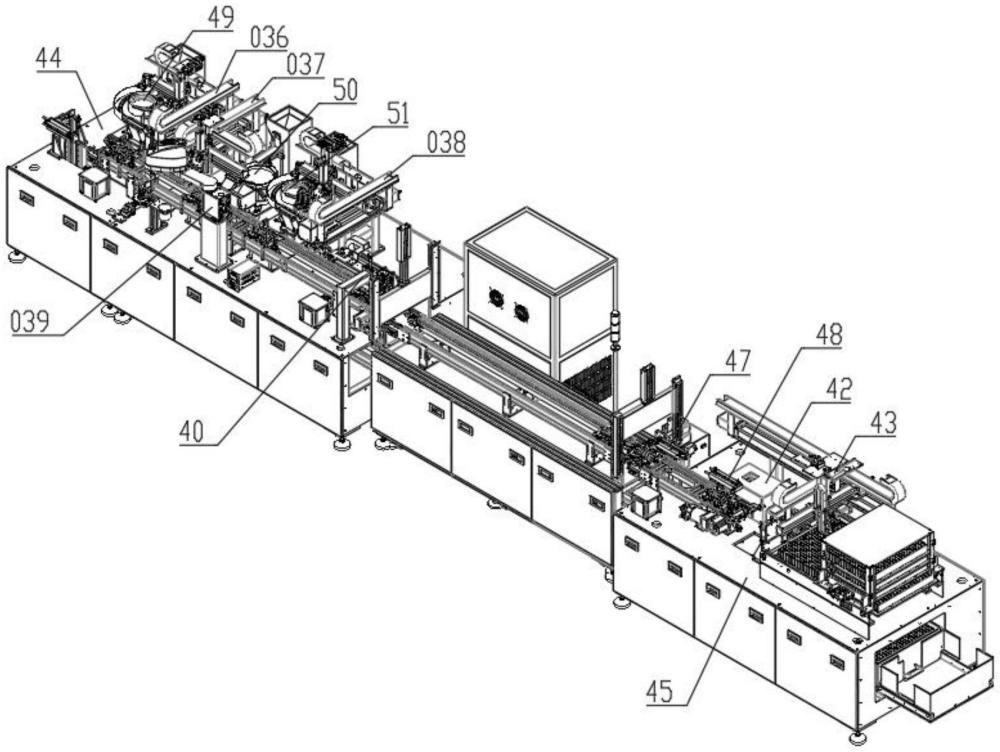
10、图3为本发明的整体结构示意图;
11、图4为本发明中:部分结构示意图一(去除顶部外壳);
12、图5为本发明中:部分结构示意图二(主要示意倍数链循环线体部分);
13、图6为本发明中:流转载盘组件的立体图一;
14、图7为本发明中:流转载盘组件的立体图二;
15、图8为本发明中:流转载盘组件的俯视示意图;
16、图9为沿图8中b-b线的剖视图的放大图;
17、图10为本发明中:流转载盘组件部分结构的立体示意图(去除第二产品定位块和第一连接板);
18、图11为本发明中:流转载盘组件分解图;
19、图12为本发明中:部分结构立体示意图三;(包含:可开合流转载盘组件、载盘顶升定位组件和流转载盘组件);
20、图13为本发明中:部分结构立体示意图四;(包含:可开合流转载盘组件和载盘顶升定位组件);
21、图14为本发明中:部分结构立体示意图五;(包含:磁化段倍数链和两套逆止块推料单元)
22、图15为图5中d处的局部放大图;
23、图16为图5中e处的局部放大图;
24、图17为本发明中:载盘上升组件的结构示意图;
25、图18为本发明中:部分结构立体示意图六;(主要用于示出倍数链循环线体的结构);
26、图19为本发明中:料盘自动进出料装置的立体示意图;
27、图20为本发明中:料盘自动进出料装置的侧视示意图;
28、图21为本发明中:料盘自动进出料装置中:进料单元的部件结构示意图;
29、图22为本发明中:料盘自动进出料装置中:出料单元的部件结构示意图;
30、图23为本发明中:料盘自动进出料装置的应用状态示意图;
31、图24为图23中f处的局部放大图;
32、图25为本发明中:成品料盘的立体示意图;
33、图26为本发明中:成品料盘的分解示意图。
本文地址:https://www.jishuxx.com/zhuanli/20240914/297234.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表