一种汽车轻量化不等厚零件制备装置及方法
- 国知局
- 2024-09-14 15:14:49
本发明属于汽车零部件轻量化生产,特别涉及一种汽车轻量化不等厚零件制备装置及方法。
背景技术:
1、汽车安全、智能化、轻量化是汽车行业的未来发展趋势,车身、零件骨架都往重量轻、强度高的方向发展;汽车座椅作为汽车重要零部件,其高强度化、轻量化是未来重要的发展方向。
2、侧板是汽车座椅的重要组成部分,现有的副驾驶座椅骨架座垫侧板整体采用2mm厚的等厚度钢板冲压成型,这种结构保证了侧板在承受外力冲击时不发生变形,满足汽车强度要求。但是,在应力较小的局部侧板区域,采用与近后提升管侧板区域同等厚度的材料,就会造成材料的浪费,也增加了零件成本,同时也不利于实现座椅骨架轻量化,这和目前实现座椅骨架轻量化的发展趋势相背离。
3、汽车轻量化一个是新材料的应用,另外一个是根据轻量化拓扑有限元设计,采用轻量化变厚度结构,长纤维碳化硅铝基复合材料是一种具有前景的新材料。但是,目前的长纤维碳化硅铝基复合材料,其中长纤维碳化硅的定向分布和长纤维碳化硅与铝基的结合效果还是有待于提高。因此,获得一种既能应用拓扑优化有限元应用变厚度板壳结构,又能解决长纤维碳化硅铝基复合材料的具体问题,对新材料在汽车轻量化的应用具有重要意义。
技术实现思路
1、针对上述问题,本发明的目的在于提供一种汽车轻量化不等厚零件制备装置及方法,以实现既能应用拓扑优化有限元应用变厚度板壳结构,又能解决长纤维碳化硅铝基复合材料的具体问题。
2、为了实现上述目的,本发明采用以下技术方案:
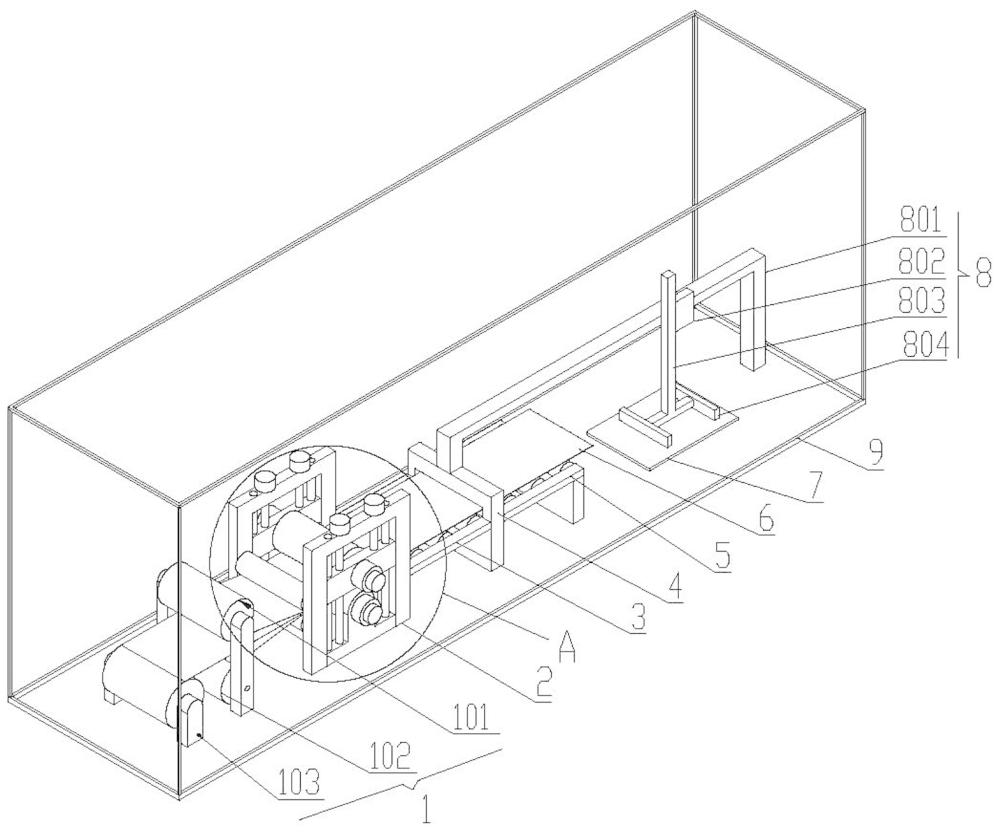
3、本发明一方面提供一种汽车轻量化不等厚零件制备装置,包括非氧化氛围制备车间及依次设置于非氧化氛围制备车间内的上料供应机构、变厚度辊压机、下料输送线、在线裁剪机、下料缓存和码垛机器人,其中上料供应机构用于提供铝基板带和纤维网带交替叠置的铝基复合材料原料板,且上下最外层为铝基板带;变厚度辊压机用于对铝基复合材料原料板进行再结晶热辊压,获得轻量化不等厚板,下料输送线用于轻量化不等厚板的输送,在线裁剪机用于轻量化不等厚板的裁剪,下料缓存用于轻量化不等厚板的缓存,码垛机器人用于轻量化不等厚板的码垛。
4、在一种可能实现的方式中,所述变厚度辊压机包括框架ⅰ及沿水平方向依次设置于框架ⅰ上的加热辊组、挤压辊组及水平输送辊组,框架ⅰ上还设有用于调整挤压辊组挤压间隙的升降驱动机构,复合层原料板依次经过加热辊组、挤压辊组及水平输送辊组进行加热、再结晶挤压及输送。
5、在一种可能实现的方式中,所述挤压辊组包括上辊、下辊、上驱动单元及下驱动单元,其中下辊转动安装在所述框架ⅰ上,且一端与下驱动单元连接,下驱动单元用于驱动下辊转动;上辊位于下辊的上方,且转动安装在所述升降驱动机构上,所述升降驱动机构用于驱动上辊升降,上驱动单元设置于所述升降驱动机构上且与上辊连接,上驱动单元驱动上辊转动,且上辊和下辊的转动方向相反。
6、在一种可能实现的方式中,所述上辊和所述下辊均具有锥度,所述上辊和所述下辊之间的间隙沿轴向逐渐变大。
7、在一种可能实现的方式中,所述上辊和所述下辊的内部含有水冷管道,实现轻量化不等厚板表面热处理的晶粒细化。
8、在一种可能实现的方式中,所述升降驱动机构包括升降梁ⅰ、导向柱、升降执行单元及升降驱动单元,其中升降梁ⅰ通过导向柱与所述框架ⅰ连接,升降梁ⅰ能够在导向柱上沿竖直方向滑动,升降执行单元设置于所述框架ⅰ上,且与升降梁ⅰ连接,升降驱动单元设置于所述框架ⅰ上,且与升降执行单元连接。
9、在一种可能实现的方式中,所述加热辊组包括上下设置的上加热辊和下加热辊。
10、在一种可能实现的方式中,所述上料供应机构包括前后布置的纤维网供应辊和铝基板供应辊组,其中铝基板供应辊组包括上下布置的上铝基板供应辊和下铝基板供应辊,上铝基板供应辊和下铝基板供应辊上分别装有卷筒状的上层铝基板带和下层铝基板带,纤维网供应辊上装有卷筒状的纤维网带;铝基板带和纤维网带均为除去氧化膜的原料板;上料时,纤维网带位于上层铝基板带和下层铝基板带之间,形成所述铝基复合材料原料板。
11、在一种可能实现的方式中,所述码垛机器人包括框架ⅱ、小车、升降梁ⅱ及夹手,其中小车设置于框架ⅱ的顶部,且能够在框架ⅱ上水平移动,升降梁ⅱ设置于小车上,且下端与夹手连接,夹手通过升降梁ⅱ驱动进行升降,夹手用于抓取轻量化不等厚板。
12、本发明另一方面提供一种利用如上所述的汽车轻量化不等厚零件制备装置的制备方法,包括以下步骤:
13、步骤s1:非氧化氛围制备车间内建立非氧气环境;
14、步骤s2:上料供应机构进行铝基复合材料原料板的上料;
15、步骤s3:变厚度辊压机进行加热和再结晶挤压,获得轻量化不等厚板;
16、步骤s4:下料输送线进行轻量化不等厚板的输送;
17、步骤s5:在线裁剪机对轻量化不等厚板进行裁剪,获得的设定尺寸的轻量化不等厚板落至下料缓存上;
18、步骤s6:码垛机器人将下料缓存上的轻量化不等厚板进行码垛。
19、与现有技术相比,本发明具有如下优点及显著效果:
20、本发明提供一种汽车轻量化不等厚零件制备装置,采用拓扑优化有限元轻量化不等厚壳体计算机辅助设计技术和热辊压工艺,不等厚长纤维增强铝基复合材料工艺和热锻压成形工艺,加强了副驾驶座椅骨架座垫侧板局部强度,在保证强度的同时节省材料,达到座椅轻量化以及降低成本的目的,且增强副驾驶座椅骨架座垫侧板整体性和强度性能均得到提高。
21、本发明通过氮气建立非氧化氛围,制备轻量化不等厚板,防止氧化铝的生成,有效提高长纤维与铝基的结合和一层铝板与下层铝板的结合。采用轻量化不等厚板的热锻压,有效规避长纤维的脆性弱点,产品合格率得到提高,从而提高产品的生产效率。
22、本发明提供的一种汽车轻量化不等厚零件制备方法,工序少、易于成型,缩短了产品的制造周期,节省大量的人力物力,大大提高了产品的制造效率。
23、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书以及附图中所特别指出的结构来实现和获得。
24、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
技术特征:1.一种汽车轻量化不等厚零件制备装置,其特征在于,包括非氧化氛围制备车间(9)及依次设置于非氧化氛围制备车间(9)内的上料供应机构(1)、变厚度辊压机(2)、下料输送线(3)、在线裁剪机(4)、下料缓存(5)和码垛机器人(8),其中上料供应机构(1)用于提供铝基板带和纤维网带交替叠置的铝基复合材料原料板,且上下最外层为铝基板带;变厚度辊压机(2)用于对铝基复合材料原料板进行再结晶热辊压,获得轻量化不等厚板(6),下料输送线(3)用于轻量化不等厚板(6)的输送,在线裁剪机(4)用于轻量化不等厚板(6)的裁剪,下料缓存(5)用于轻量化不等厚板(6)的缓存,码垛机器人(8)用于轻量化不等厚板(6)的码垛。
2.根据权利要求1所述的汽车轻量化不等厚零件制备装置,其特征在于,所述变厚度辊压机(2)包括框架ⅰ(201)及沿水平方向依次设置于框架ⅰ(201)上的加热辊组、挤压辊组及水平输送辊组,框架ⅰ(201)上还设有用于调整挤压辊组挤压间隙的升降驱动机构,复合层原料板依次经过加热辊组、挤压辊组及水平输送辊组进行加热、再结晶挤压及输送。
3.根据权利要求2所述的汽车轻量化不等厚零件制备装置,其特征在于,所述挤压辊组包括上辊(209)、下辊(208)、上驱动单元(204)及下驱动单元(202),其中下辊(208)转动安装在所述框架ⅰ(201)上,且一端与下驱动单元(202)连接,下驱动单元(202)用于驱动下辊(208)转动;上辊(209)位于下辊(208)的上方,且转动安装在所述升降驱动机构上,所述升降驱动机构用于驱动上辊(209)升降,上驱动单元(204)设置于所述升降驱动机构上且与上辊(209)连接,上驱动单元(204)驱动上辊(209)转动,且上辊(209)和下辊(208)的转动方向相反。
4.根据权利要求3所述的汽车轻量化不等厚零件制备装置,其特征在于,所述上辊(209)和所述下辊(208)均具有锥度,所述上辊(209)和所述下辊(208)之间的间隙沿轴向逐渐变大。
5.根据权利要求3所述的汽车轻量化不等厚零件制备装置,其特征在于,所述上辊(209)和所述下辊(208)的内部含有水冷管道,实现轻量化不等厚板(6)表面热处理的晶粒细化。
6.根据权利要求3所述的汽车轻量化不等厚零件制备装置,其特征在于,所述升降驱动机构包括升降梁ⅰ(203)、导向柱(205)、升降执行单元(206)及升降驱动单元(207),其中升降梁ⅰ(203)通过导向柱(205)与所述框架ⅰ(201)连接,升降梁ⅰ(203)能够在导向柱(205)上沿竖直方向滑动,升降执行单元(206)设置于所述框架ⅰ(201)上,且与升降梁ⅰ(203)连接,升降驱动单元(207)设置于所述框架ⅰ(201)上,且与升降执行单元(206)连接。
7.根据权利要求2所述的汽车轻量化不等厚零件制备装置,其特征在于,所述加热辊组包括上下设置的上加热辊(211)和下加热辊(210)。
8.根据权利要求1所述的汽车轻量化不等厚零件制备装置,其特征在于,所述上料供应机构(1)包括前后布置的纤维网供应辊(103)和铝基板供应辊组,其中铝基板供应辊组包括上下布置的上铝基板供应辊(101)和下铝基板供应辊(102),上铝基板供应辊(101)和下铝基板供应辊(102)上分别装有卷筒状的上层铝基板带和下层铝基板带,纤维网供应辊(103)上装有卷筒状的纤维网带;铝基板带和纤维网带均为除去氧化膜的原料板;上料时,纤维网带位于上层铝基板带和下层铝基板带之间,形成所述铝基复合材料原料板。
9.根据权利要求1所述的汽车轻量化不等厚零件制备装置,其特征在于,所述码垛机器人(8)包括框架ⅱ(801)、小车(802)、升降梁ⅱ(803)及夹手(804),其中小车(802)设置于框架ⅱ(801)的顶部,且能够在框架ⅱ(801)上水平移动,升降梁ⅱ(803)设置于小车(802)上,且下端与夹手(804)连接,夹手(804)通过升降梁ⅱ(803)驱动进行升降,夹手(804)用于抓取轻量化不等厚板(6)。
10.一种利用权利要求1-9任一项所述的汽车轻量化不等厚零件制备装置的制备方法,其特征在于,包括以下步骤:
技术总结本发明属于汽车零部件轻量化生产技术领域,特别涉及一种汽车轻量化不等厚零件制备装置及方法。该装置包括非氧化氛围制备车间、上料供应机构、变厚度辊压机、下料输送线、在线裁剪机、下料缓存和码垛机器人,上料供应机构用于提供铝基板带和纤维网带交替叠置的铝基复合材料原料板,上下最外层为铝基板带;变厚度辊压机用于对铝基复合材料原料板进行再结晶热辊压获得轻量化不等厚板,下料输送线用于轻量化不等厚板的输送,在线裁剪机用于轻量化不等厚板的裁剪,下料缓存用于轻量化不等厚板的缓存,码垛机器人用于轻量化不等厚板的码垛。本发明采用不等厚铝板的热锻压,有效规避长纤维的脆性弱点,产品合格率得到提高,从而提高产品的生产效率。技术研发人员:刘唐英,杨文广,娄欣语,蔡树向受保护的技术使用者:烟台大学技术研发日:技术公布日:2024/9/12本文地址:https://www.jishuxx.com/zhuanli/20240914/297509.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表