包含金属与非金属材料的成型件的成型方法及泵过流部件与流程
- 国知局
- 2024-09-19 14:22:40
本技术涉及成型件成型工艺,具体而言,涉及一种包含金属与非金属材料的成型件的成型方法及泵过流部件。
背景技术:
1、泵过流部件是指在泵的工作过程中直接与被输送介质接触的部件。这些部件在泵的不同类型和应用中有所不同,常规的泵过流部件包括:
2、叶轮,泵的核心部件之一,它的转动使得液体得以被吸入和排出。在泵内,叶轮主要起到增加流量、增加扬程和能量转换等作用。
3、泵壳,泵壳是将泵的各部件组合在一起并将液体封闭在内的部件。它的主要作用是将叶轮产生的动能转化为静压能,以将液体输出到管道系统中。泵壳形状和结构也因泵的类型而异。
4、进出口法兰,进出口法兰是泵的进出口接头,它连接着管道系统和泵。进出口法兰的连接方式有螺纹连接、法兰连接等。
5、在常规的泵过流部件中,采用金属材料制成的泵体的耐腐蚀性能有限,而采用非金属材料制成的泵体的结构强度不高,为了克服上述材料的缺陷采用,出现了同时包含金属材料和非金属材料的泵体,而这种泵体在制作过程中,由于金属材料与非金属材料的热膨胀系数不同,金属材料与非金属材料之间容易出现分层导致最终成型的泵体的强度降低,此外,金属材料在处理过程中会出现裂缝、局部变形、气孔等结构缺陷,同样影响会导致最终成型的泵体的强度降低,存在结构缺陷处容易损坏,影响泵体的使用寿命。
技术实现思路
1、本技术的目的在于针对上述问题,提供一种包含金属与非金属材料的成型件的成型方法及泵过流部件,能够提升泵过流部件的强度,延长泵过流部件的使用寿命,使上述问题得到改善。
2、本技术是通过下述技术方案实现的:
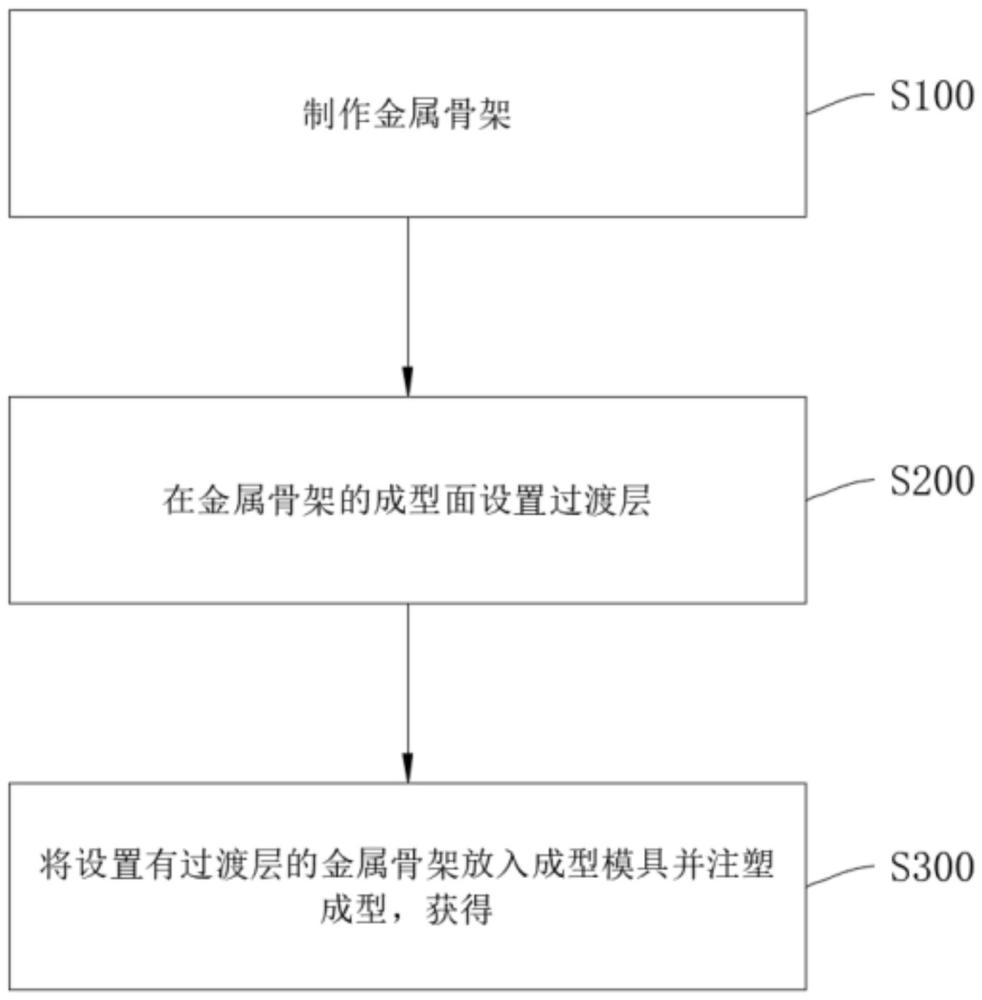
3、第一方面,本技术提供了一种包含金属与非金属材料的成型件的成型方法,包含金属与非金属材料的成型件的成型方法包括:步骤s100:制作金属骨架;步骤s200:在金属骨架的成型面设置过渡层;步骤s300:将设置有过渡层的金属骨架放入成型模具并注塑成型,获得成型件;其中,成型面为金属骨架通过过渡层与成型液接触的表面;过渡层由m层过渡物料构成,过渡物料在注塑温度下发生热塑性变形但未发生流动,m≥3:最内侧的n层过渡物料为第一物料,第一物料具有热稳定性,m>n≥1,且第一物料与成型面紧密接触;最外侧的k层过渡物料为第二物料,第二物料具有弹性,m>k≥1;位于第一物料和第二物料之间的l层过渡物料为第三物料,第三物料具有导热性,m>l≥1,n+k+l≤m。
4、本技术实施例的技术方案中,在步骤s200中,在金属骨架的成型面设置过渡层,过渡层由m层过渡物料构成,过渡物料在注塑温度下发生热塑性变形但未发生流动,m≥3,注入成型液时,金属骨架吸收成型液的热量自身温度升高发生热膨胀,过渡物料在注塑温度下发生软化而不会发生流动,使得过渡层随金属骨架的体积膨胀而形变,在成型液冷却阶段,金属骨架因自身的温度降低而发生体积回缩,过渡层与金属骨架的成型面粘连而保持紧密接触,过渡层随金属骨架的回缩而同步形变,同时,过渡层与成型液冷却后形成的成型体之间具有较好的粘连性,使得过渡层在形变后能够填补金属骨架回缩后空出的空隙,使得金属骨架与成型体能够通过过渡层紧密接触,降低金属材料和成型体之间出现空隙的风险,使通过本方法制成的成型件的整体性较好,具有较高的强度和较长的使用寿命;过渡物料不会流动,使过渡物料在成型过程中得以始终包覆金属骨架的成型面,降低成型液与金属骨架直接接触导致二者在成型液冷却阶段出现分层的概率。最内侧的n层过渡物料为第一物料,第一物料具有热稳定性,在注塑温度时只会发生轻微软化,从而确保第一物料作为过渡层的底层在注塑过程中能够提供稳定的支撑而不发生流动,m>n≥1;最外侧的k层过渡物料为第二物料,第二物料具有弹性,第二物料的弹性能够在注塑过程中保持稳定的同时提供良好的应力缓解效果,m>k≥1;位于第一物料和第二物料之间的l层过渡物料为第三物料,第三物料具有导热性,第三物料能够将成型液的热量均匀且快速地传递至金属骨架,使金属骨架的各处都能均匀地升温后进行整体的热膨胀,减少应力集中,进而使金属骨架在成型液冷却阶段各处回缩的尺寸相近,降低因金属骨架的局部回缩率较大导致金属骨架与成型体之间出现空隙的风险,m>l≥1,n+k+l≤m,过渡层至少包括一层第一物料、一层第二物料和一层第三物料。在步骤s300中,将设置有过渡层的金属骨架放入成型模具并注塑成型,获得成型件,通过将金属骨架与成型液结合,利用金属骨架提供的刚性支撑提升成型件的整体强度,使成型液在高温高压下能够紧密贴合在金属骨架的成型面上,这种结合方式减少了成型件的内部应力,特别是对于大规格成型件,显著提高了其耐受能力和使用寿命。金属骨架一般通过铸造、切割再焊接连接、铣削等方式制造,金属骨架难免因制造工艺存在裂痕、局部变形、气孔等结构缺陷,本方法通过注塑成型包覆住金属骨架以制得成型件弥补了这部分结构缺陷带来的影响。成型件表面光滑均匀,成型件内部无裂缝和气孔、局部变形区域能够被成型体所包覆,成型件的强度显著提高。
5、在一些实施例中,过渡层的厚度的尺寸为h0,满足,4mm≥h0≥2mm。
6、本技术实施例的技术方案中,过渡层的厚度的尺寸为h0,4mm≥h0≥2mm,过渡层的变形量在足以填满金属骨架和成型体在热胀冷缩过程中出现的空隙的同时自身的体积较小,使能够注入模具的成型液的量增多,成型体的体积增大,从而使成型件的整体强度较高。
7、在一些实施例中,第一物料为聚四氟乙烯,第一物料的厚度尺寸为h1,满足,0.5mm≥h1≥0.25mm。
8、本技术实施例的技术方案中,第一物料为聚四氟乙烯,聚四氟乙烯(ptfe)具有优异的热稳定性,其熔点约为327℃,远高于一般热塑性材料的注塑温度。聚四氟乙烯在高温下不会流动,只会发生轻微的软化,从而确保其作为过渡层的底层在注塑过程中能够提供稳定的支撑而不发生流动。
9、在一些实施例中,第二物料为硅胶,第二物料的厚度尺寸为h2,满足,1mm≥h2≥0.5mm。
10、本技术实施例的技术方案中,第二物料为硅胶的热变形温度范围为150-250℃,在注塑温度下会发生轻微软化,但不会流动。硅胶的弹性和缓冲性能使其成为理想的过渡层表层材料,在注塑过程中保持稳定的同时提供良好的应力缓解效果。
11、在一些实施例中,设置第二物料时,向第二物料中加入添加物料,添加物料为碳纤维增强塑料。
12、本技术实施例的技术方案中,设置第二物料时,向第二物料中加入碳纤维增强塑料,使第二物料成为硅胶与cfrp颗粒/纤维的复合材料,在硅胶中均匀分布cfrp颗粒或纤维,可以在不显著改变硅胶热塑性变形特性的前提下,显著提高过渡层的导热性能,第二物料能够将成型液的热量均匀且快速地传递至金属骨架,使金属骨架的各处都能均匀地升温后进行整体的热膨胀,减少应力集中,进而使金属骨架在成型液冷却阶段各处回缩的尺寸相近,降低因金属骨架的局部回缩率较大导致金属骨架与成型体之间出现空隙的风险。cfrp颗粒或纤维的加入不会改变硅胶的基本性能,因此,复合材料在注塑温度下仍能够保持热塑性变形而不流动。
13、在一些实施例中,添加物料在第二物料中的占比为d,满足,40%≥d≥20%。
14、本技术实施例的技术方案中,添加物料在第二物料中的占比为d,40%≥d≥20%,使第二物料在具有较好的导热性的同时能够在注塑过程中为金属骨架和成型体提供良好的应力缓解效果。
15、在一些实施例中,在设置包含了添加物料的第二物料时,对第二物料进行热处理以提升第二物料的性能。
16、本技术实施例的技术方案中,在设置包含了添加物料的第二物料时,第二物料为由硅胶与碳纤维增强塑料混合制成的复合材料,为提升第二物料的稳定性和性能,需要在高温下对第二物料进行热处理。
17、在一些实施例中,第三物料为碳纤维增强塑料,第二物料的厚度尺寸为h3,满足,1.5mm≥h3≥0.75mm,h1+h2+h3≤h0。
18、本技术实施例的技术方案中,第三物料为碳纤维增强塑料,碳纤维增强塑料(cfrp)由碳纤维和热固性树脂复合而成,其热变形温度高达200℃以上。cfrp在注塑温度下不会发生流动,但其优异的导热性能可以有效分散热量,减少应力集中。
19、在一些实施例中,在制作金属骨架时,在金属骨架的成型面设置凹陷部和/或凸起部;其中,过渡层与凹陷部和/或凸起部紧密接触。
20、本技术实施例的技术方案中,在金属骨架的成型面设置凹陷部和/或凸起部,过渡层与凹陷部和/或凸起部紧密接触,增大金属骨架与过渡层的接触面积,加强过渡层与金属骨架之间的连接强度。
21、第二方面,本技术提供了一种泵过流部件,该泵过流部件采用第一方面的包含金属与非金属材料的成型件的成型方法制成。
22、本技术提供一种包含金属与非金属材料的成型件的成型方法及泵过流部件,本技术的有益效果体现在:
23、金属骨架与成型体能够通过过渡层紧密接触,降低金属材料和成型体之间出现空隙的风险,使通过本方法制成的成型件的整体性较好,具有较高的强度和较长的使用寿命。
24、降低成型液与金属骨架直接接触导致二者在成型液冷却阶段出现分层的几率:过渡物料不会流动,使过渡物料在成型过程中得以始终包覆金属骨架的成型面。
25、降低金属骨架的局部回缩率:第三物料具有导热性,能够将成型液的热量均匀且快速地传递至金属骨架,使金属骨架1的各处都能均匀地升温后进行整体的热膨胀,减少应力集中,进而使金属骨架在成型液冷却阶段各处回缩的尺寸相近。
26、减少成型件的内部应力:通过将金属骨架与成型液结合,利用金属骨架提供的刚性支撑提升成型件的整体强度,使成型液在高温高压下能够紧密贴合在金属骨架的成型面上。
27、提升成型件的强度:本方法通过注塑成型包覆住金属骨架以制得成型件弥补了金属骨架的结构缺陷带来的影响。
28、本技术的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
本文地址:https://www.jishuxx.com/zhuanli/20240919/297692.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表