一种椅子脚成型工艺的制作方法
- 国知局
- 2024-09-19 14:33:17
本发明涉及椅子脚生产,具体涉及一种椅子脚成型工艺。
背景技术:
1、本申请人在此前申请并公开过一种一体成型椅子脚的成型工艺的中国发明专利,专利申请号为cn202211288191.7,该专利中包括按顺序依次排列的板材开料工序、冲压成型工序;板材开料工序,通过板材开料设备对金属板材加工裁切,生产出第一金属板;冲压成型工序,冲压成型工序包括椅脚冲压成型工序,该椅脚冲压成型工序采用冲压设备对第一金属板进行冲压折弯,第一金属板冲压折弯后形成椅脚本体,该椅脚本体由固定座、分布在固定座外周上的多个支脚、在支脚端部向下弯折的弧形收口部组成,固定座、多个支脚和弧形收口部一体成型设置,该结构的椅脚本体中,多个支脚的截面为“∩”形结构,并且在该结构的底部边缘处向内折弯有加强筋,这种结构能够提供一定支撑强度,椅提高稳定性,并且采用将一块第一金属板冲压弯折形成固定座和多个支脚的一体冲压成型工艺,具有生产效率高、生产质量好、生产成本低、等优点,适合广泛地推广。
2、但是在使用中发现,由于支脚外侧的着地点与内侧椅脚本体的连接点之间存在延伸距离,当椅脚本体承重时,支脚与椅脚本体支架的连接点处会承受较大的剪切力,长时间使用后这种剪切力会导致支脚椅脚本体的连接处产生弯曲变形,甚至开裂的情况,从而影响外观及正常使用,因此需要对椅脚本体的结构进行改进。
技术实现思路
1、为了克服现有技术的不足,本发明提供一种椅子脚成型工艺。
2、本发明解决其技术问题所采用的技术方案是:
3、一种椅子脚成型工艺,包括
4、步骤一-开料工序,所述开料工序通过冲压机冲裁出椅子脚形状的金属模板,所述金属模板包括位于中部处的中心板和多个向中心板四周延伸的延伸板;
5、步骤二-冲压成型工序,所述冲压成型工序通过冲压机将所述金属模板加工成椅脚本体,所述椅脚本体包括位于中心处的固定部、多个向固定部四周延伸的支撑部以及位于支撑部延伸末端的安装部;
6、包括焊接工序,所述焊接工序包括在椅脚本体的内部焊接用于提高结构强度的结构件得到椅子脚半成品;
7、步骤三-喷涂工序,所述喷涂工序通过在椅子脚半成品的外表喷附防锈层得到成品椅子脚;
8、所述结构件包括焊接在固定部中心处的轴套、焊接在安装部内的滚轮座和焊接焊接在支撑部内的支撑内骨,所述支撑内骨的两侧连接在支撑部的内侧,所述支撑内骨的两端分别与轴套和滚轮座固定连接。
9、本发明中,所述支撑内骨的两侧边至少设有一组向外侧翻折的连接耳,所述支撑内骨通过连接耳连接在支撑部的内侧。
10、进一步的,所述支撑内骨两侧的连接耳相互对称;所述固定部、支撑部和安装部一体成型
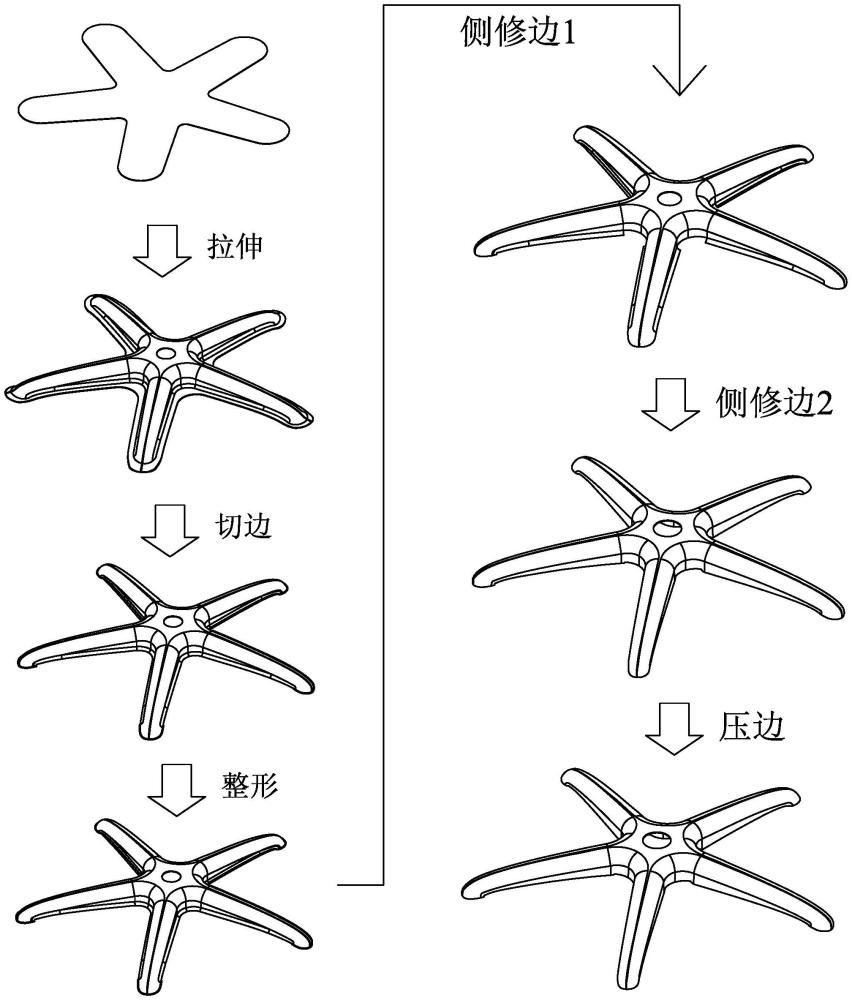
11、本发明中,所述冲压成型工序具体包括以下步骤:
12、步骤ⅰ-拉伸,通过冲压机将所述金属模板按照椅子脚外形模具的轮廓进行冲压拉伸得到椅脚毛胚,冲压后冲压机保持冲压状态3-4s;
13、步骤ⅱ-切边,通过冲压机将椅脚毛胚中固定部和支撑部边缘处的多余板料竖直向下切除,保留支撑部上延伸末端的板料;
14、步骤ⅲ-整形,通过冲压机将支撑部延伸末端保留的板料下压整形;
15、步骤ⅳ-侧修边①,通过冲压机对椅脚毛坯上安装部和固定部的裙边位置进行切边修整;
16、步骤ⅴ-侧修边②,通过冲压机对椅脚毛坯上支撑部的裙边位置进行切边修整;
17、步骤ⅵ-压边,通过冲挤压的方式将椅脚毛胚边缘处的毛刺挤压碾平得到半成品的椅脚本体,冲压机下压时对椅脚毛胚施加300-450n的下压力并且持续5-10s时间。
18、进一步的,所述中心板的中央冲裁有中心孔,所述金属模板上相邻两组所述延伸板之间的中心板向下拉伸弯曲形成所述固定部,所述延伸板的两侧向下拉伸弯曲形成所述支撑部;所述延伸板延伸末端的板料下压整形后形成所述安装部。
19、进一步的,所述支撑部的裙边为弧形轮廓。
20、进一步的,所述支撑部的截面为“∩”状结构。
21、进一步的,所述步骤ⅵ-压边步骤中的椅脚外形模具上设置有供裙边伸入的挤压槽,所述挤压槽的宽度等于裙边厚度,所述裙边伸入到挤压槽内并且裙边的底面抵在挤压槽的槽底。
22、本发明中,所述喷涂工序具体包括以下步骤:
23、步骤ⅰ-打磨,通过人工打磨的方式对椅子脚半成品的局部进行打磨修整;
24、步骤ⅱ-喷砂,将椅子脚半成品放入喷砂房中进行喷砂处理;
25、步骤ⅲ-喷漆,将椅子脚半成品通过静电粉末喷涂的方式进行喷漆,喷漆后便得到成品椅子脚。
26、本发明具有以下优点和有益效果:
27、在支撑部内设置支撑内骨,支撑内骨的两端与轴套和滚轮座固定连接,当椅子脚承重时,通过支撑内骨来代替支撑部承受剪切力,支撑内骨的结构强度更高,因此能够避免椅脚本体的连接处产生弯曲变形,甚至开裂的情况,提高结构稳定性的同时保证了美观性。
28、在支撑内骨上设置有连接耳,支撑内骨连接在轴套和滚轮座之间后,支撑内骨承受的剪切力会通过连接耳将小部分剪切力传递刀到支撑部上,减轻支撑内骨的负担,进一步提高结构稳定性,同时所述支撑内骨两侧的连接耳可以从内部拉扯住支撑部的两侧边,使得支撑部能够保持结构完整性,避免出现变形。
技术特征:1.一种椅子脚成型工艺,其特征在于:包括
2.根据权利要求1所述的一种椅子脚成型工艺,其特征在于:所述支撑内骨(32)的两侧边至少设有一组向外侧翻折的连接耳(320),所述支撑内骨(32)通过连接耳(320)连接在支撑部(21)的内侧。
3.根据权利要求2所述的一种椅子脚成型工艺,其特征在于:所述支撑内骨(32)两侧的连接耳(320)相互对称;所述固定部(20)、支撑部(21)和安装部(22)一体成型。
4.根据权利要求1所述的一种椅子脚成型工艺,其特征在于:所述冲压成型工序具体包括以下步骤:
5.根据权利要求4所述的一种椅子脚成型工艺,其特征在于:所述中心板(10)的中央冲裁有中心孔,所述金属模板(1)上相邻两组所述延伸板(11)之间的中心板(10)向下拉伸弯曲形成所述固定部(20),所述延伸板(11)的两侧向下拉伸弯曲形成所述支撑部(21);所述延伸板(11)延伸末端的板料下压整形后形成所述安装部(22)。
6.根据权利要求5所述的一种椅子脚成型工艺,其特征在于:所述支撑部(21)的裙边为弧形轮廓。
7.根据权利要求5所述的一种椅子脚成型工艺,其特征在于:所述支撑部(21)的截面为“∩”状结构。
8.根据权利要求4所述的一种椅子脚成型工艺,其特征在于:所述步骤ⅵ-压边步骤中的椅脚外形模具上设置有供裙边伸入的挤压槽(5),所述挤压槽(5)的宽度等于裙边厚度,所述裙边伸入到挤压槽(5)内并且裙边的底面抵在挤压槽(5)的槽底。
9.根据权利要求1所述的一种椅子脚成型工艺,其特征在于:所述喷涂工序具体包括以下步骤:
技术总结一种椅子脚成型工艺,依次包括开料工序、冲压成型工序和喷涂工序,在支撑部内设置支撑内骨,支撑内骨的两端与轴套和滚轮座固定连接,当椅子脚承重时,通过支撑内骨来代替支撑部承受剪切力,支撑内骨的结构强度更高,因此能够避免椅脚本体的连接处产生弯曲变形,甚至开裂的情况,提高结构稳定性的同时保证了美观性;在支撑内骨上设置有连接耳,支撑内骨连接在轴套和滚轮座之间后,支撑内骨承受的剪切力会通过连接耳将小部分剪切力传递刀到支撑部上,减轻支撑内骨的负担,进一步提高结构稳定性,同时所述支撑内骨两侧的连接耳可以从内部拉扯住支撑部的两侧边,使得支撑部能够保持结构完整性,避免出现变形。技术研发人员:申翰雄,李小群,申佰韬受保护的技术使用者:佛山市南海申晖五金塑料家具有限公司技术研发日:技术公布日:2024/9/17本文地址:https://www.jishuxx.com/zhuanli/20240919/298789.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表