一种内嵌传感器的智能金属零件的挤压铸造方法
- 国知局
- 2024-10-09 15:04:23
本发明涉及铸造,具体为一种内嵌传感器的智能金属零件的挤压铸造方法。
背景技术:
1、在现代工业的高速发展中,单一材料不再能满足多元化技术要求,且随着各领域智能化的到来,对机械构件的健康状态检测需求也日益增长,材料领域逐渐向复合材料和智能化材料发展。光纤布拉格光栅(fbg)传感器具有体积小、抗干扰、易构成传感网络等优点在结构健康检测领域有着重要的应用,但裸光纤非常脆弱,在恶劣环境极易损坏,内嵌传感器的智能金属零件综合异种材料复合技术和传感器封装技术将fbg传感器嵌入至钛/铝复合材料中,由于选用的两种金属性能差异较大,满足自然生物体支撑材料的强韧交替排布方式,且选择的杆架结构是在生物骨骼中发现的三周期极小曲面(tpms),因此,在三维互穿结构上实现了仿生物性的强度和韧性协同提高,极大程度的保护了恶劣工作环境中的fbg传感器。现有技术中的传感器封装,由于光纤布拉格光栅(fbg)传感器的脆弱,通常需要制备成零件前进行一级、二级共两次封装,以保证传感器在工作时不被损坏,传感器封装流程复杂。
技术实现思路
1、为解决现有技术存在的问题,本发明的主要目的是提出一种内嵌传感器的智能金属零件的挤压铸造方法,通过定量挤压铸造的手段嵌入式封装光纤布拉格光栅(fbg)传感器,同时完成异种金属材料的冶金结合,一步式制备出内嵌传感器的智能金属零件。
2、为解决上述技术问题,根据本发明的一个方面,本发明提供了如下技术方案:
3、一种内嵌传感器的智能金属零件的挤压铸造方法,包括如下步骤:
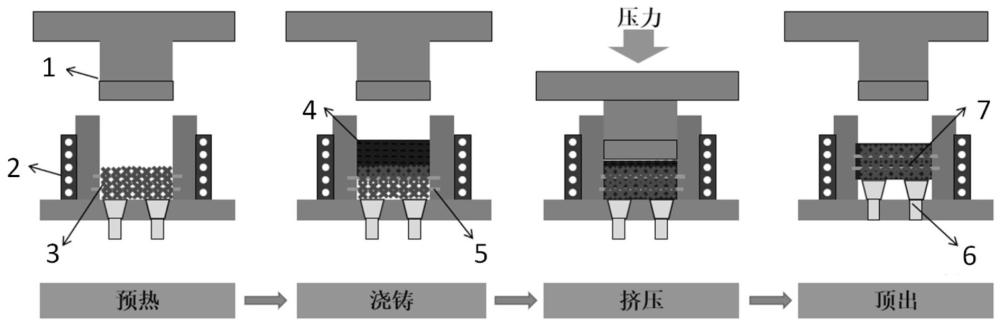
4、s1、制备具有tpms仿生结构的多孔杆架;
5、s2、对多孔杆架进行预设结构健康检测位置的选择,将光纤传感器穿入预设结构健康检测位置,并放入挤压模具;
6、s3、向挤压模具中加入铝合金熔液,随后控制压头施加压力,保压一定时间后冷却,得到内嵌传感器的智能金属零件。
7、作为本发明所述的一种内嵌传感器的智能金属零件的挤压铸造方法的优选方案,其中:所述步骤s1中,多孔杆架为多孔钛合金杆架或多孔不锈钢杆架;钛合金为ti-6al-4v钛合金,不锈钢为316l不锈钢。
8、作为本发明所述的一种内嵌传感器的智能金属零件的挤压铸造方法的优选方案,其中:所述步骤s1中,通过增材制造工艺制备具有tpms仿生结构的多孔杆架,具体工艺为:利用matlab软件通过隐式三角函数建立三周期极小曲面(tpms)的三维模型,导入materialise magics 23.0中,对tpms结构的参数进行设定,随后,在materialise magics23.0中创建新的加工平台,将零件拖移至基板上,进行切片,其次,打开增材制造设备中的ephatch软件,保存切片,完成计算机上操作;之后进行设备及机器界面操作,设置增材制造工艺参数,最后粉仓填入合金粉末,填充保护气体,进行增材制造。
9、作为本发明所述的一种内嵌传感器的智能金属零件的挤压铸造方法的优选方案,其中:所述步骤s1中,将多孔杆架放入装有浓度为10~20wt%的naoh溶液中进行碱洗5~10min,除掉钛合金表面的油污,再将多孔杆架放入装有浓度为10~20wt%的盐酸中酸洗5~10min,去掉多孔杆架的铁锈等氧化层,最后用酒精进行清洗,达到满足铸造要求的清洁度。
10、作为本发明所述的一种内嵌传感器的智能金属零件的挤压铸造方法的优选方案,其中:所述步骤s1中,所述步骤s1中,将清洗干净的多孔钛合金杆架放入温度为85~95℃的8.3wt%k2zrf6-8.3wt%kcl-0.08wt%naf的助镀剂溶液中5~10min后取出,放入195~205℃的烘箱中烘干30min,完成助镀处理,助镀剂在钛合金表面形成一层盐膜,防止钛合金裸露在空气被氧化,并维持多孔钛合金杆架的表面活性。
11、作为本发明所述的一种内嵌传感器的智能金属零件的挤压铸造方法的优选方案,其中:所述步骤s1中,将清洗干净的多孔不锈钢杆架放入温度为65~75℃的6wt%kf-2wt%zncl2的助镀剂溶液中15~20min后取出,放入105~115℃的烘箱中烘干15min,完成助镀处理。
12、作为本发明所述的一种内嵌传感器的智能金属零件的挤压铸造方法的优选方案,其中:所述步骤s2中,健康检测位置选择要满足两点:第一,围绕并支撑光纤传感器,防止挤压铸造时高压对光纤传感器的损坏,第二,定位光纤传感器,利用规则周期性排布的tpms结构单元固定光纤传感器,并定位传感器健康检测的位置。
13、作为本发明所述的一种内嵌传感器的智能金属零件的挤压铸造方法的优选方案,其中:所述步骤s2中,光纤传感器为高温飞秒金属包覆光纤布拉格光栅传感器。
14、作为本发明所述的一种内嵌传感器的智能金属零件的挤压铸造方法的优选方案,其中:所述步骤s2中,光纤两端留在模具外侧,方便后续检测信号的收集。
15、作为本发明所述的一种内嵌传感器的智能金属零件的挤压铸造方法的优选方案,其中:所述步骤s3中,预热挤压模具,防止铝合金熔液的激冷,破坏结合界面,待模具温度达到200~400℃时,通过电磁定量输送设备向挤压模具中加入预设重量的铝合金熔液。
16、作为本发明所述的一种内嵌传感器的智能金属零件的挤压铸造方法的优选方案,其中:所述步骤s3中,压力为150~180mpa,保压30~60s。
17、作为本发明所述的一种内嵌传感器的智能金属零件的挤压铸造方法的优选方案,其中:所述步骤s3中,铝合金为al-si合金。
18、作为本发明所述的一种内嵌传感器的智能金属零件的挤压铸造方法的优选方案,其中:所述步骤s3中,内嵌传感器的智能金属零件可以通过反馈信号得到测试部位的应力、应变及温度数值。
19、本发明的有益效果如下:
20、本发明提出一种内嵌传感器的智能金属零件的挤压铸造方法,制备具有tpms仿生结构的多孔杆架;对多孔杆架进行预设结构健康检测位置的选择,将光纤传感器穿入预设结构健康检测位置,并放入挤压模具;向挤压模具中加入铝合金熔液,随后控制压头施加压力,保压一定时间后冷却,得到内嵌传感器的智能金属零件。在完成异种金属材料的冶金结合的同时一步式制备出内嵌传感器的智能金属零件,具有如下优势:
21、(1)样品精度高,结构取向易调控。采用增材制造技术制备tpms结构多孔杆架,与传统制造工艺相比,杆径和曲面精度更高,结构取向上,由于在计算机中建模,可任意调控,且强韧相体积比可操作性强。
22、(2)节约材料成本,工艺流程短。以往的传感器封装,由于光纤布拉格光栅(fbg)传感器的脆弱,通常需要制备成零件前进行一级、二级共两次封装,以保证传感器在工作时不被损坏,本发明利用高温飞秒金属包覆光纤布拉格光栅(fbg)传感器耐高温的特点,通过定量挤压铸造进行一步式封装传感器和双金属复合,节约材料成本的同时,解决了光纤传感器封装流程复杂的难题。
23、(3)性能好,寿命稳定。利用生物体中的三周期极小曲面(tpms)仿生结构制备出高强的多孔杆架,再利用材料组分性能的差异,仿照珍珠层式的强韧交替排布方式,制备出高性能仿生互穿材料,光纤布拉格光栅(fbg)传感器在这种材料的包覆下,使用寿命稳定。
本文地址:https://www.jishuxx.com/zhuanli/20241009/307506.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表