一种钢轨道岔表面损伤的激光修复技术及其应用
- 国知局
- 2024-10-09 14:58:52
本发明属于钢轨激光增材再制造,尤其涉及一种钢轨道岔表面损伤的激光修复技术及其应用。
背景技术:
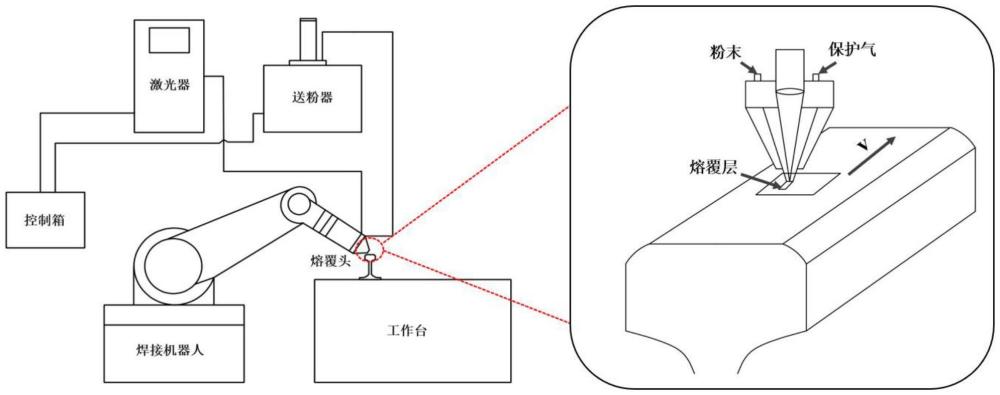
1、高速铁路系统是我国交通强国建设的重要支撑,近年来随着高速列车运行密度和行驶速度的提升,有效缓解了铁路客运紧张的问题,同时也加剧了线路钢轨的磨耗和疲劳损伤,特别对轮轨关系多变的道岔区域造成了更大影响。钢轨道岔的简单示意图如图2所示,道岔作为轨道的重要组成部分,起着连接两股轨道、跨越交叉线路的作用。高速道岔转辙区和辙叉区由两股钢轨拼接造成的结构不平顺加大了车辆过岔时的轮轨冲击,使得在我国高速道岔的应用中,出现了尖轨严重磨耗、鱼鳞伤、心轨和翼轨鱼鳞伤及剥离掉块等问题。岔区钢轨磨耗和疲劳损伤严重影响了车辆过岔安全,缩短了道岔使用寿命。
2、激光熔覆利用激光为热源,在待修复区逐层沉积粉末,在不破坏零件本身性能的前提下,恢复甚至提高零件的使用性能;由于激光熔覆具有定向性好、修复零件变形小、界面结合致密、后续加工去除量小及可靠性高等优点,损伤零件可再次达到使用要求。然而,目前关于激光熔覆技术用于钢轨表面修复再制造领域的研究很少,特别是针对钢轨道岔表面损伤的修复再制造。
3、因此,如何提供一种利用激光熔覆修复钢轨表面的方法是本领域技术人员亟需解决的技术问题。
技术实现思路
1、为解决上述技术问题,本发明提出了一种钢轨道岔表面损伤的激光修复技术及其应用。本发明提供的修复技术具有极强的操作性和实用性,有利于大规模推广应用。
2、为实现上述目的,本发明提供了以下技术方案:
3、一种钢轨道岔表面损伤的激光修复技术,包括以下步骤:
4、将钢轨道岔表面打磨后预热,再经激光熔覆和热处理,即完成钢轨道岔表面损伤的激光修复;
5、所述热处理为将熔覆完成的钢轨道岔放入高温电阻炉中,在350℃~470℃退火2~4h后随炉冷却,该过程能够进一步提高钢轨道岔的使用性能。
6、有益效果:本发明通过热处理消除熔覆层制备时产生的残余应力,更好地提高熔覆层的使用性能。
7、优选的,所述激光熔覆过程中使用铁基合金粉末,且所述铁基合金粉末的粒度为53~150μm;
8、优选的,所述铁基合金粉末中各元素的质量百分比为:
9、si 1.4%~1.6%、mn 1.1%~1.3%、cr 16%~19%、b 0.5%~0.7%、mo0.6%~0.8%,余量为fe;
10、更为优选的,si的质量百分比为1.4%、1.5%、1.55%或1.6%,mn的质量百分比为1.1%、1.2%、1.25%或1.3%,cr的质量百分比为16%、17%、18%或19%,b的质量百分比为0.5%、0.6%、0.65%或0.7%,mo的质量百分比为0.6%、0.65%、0.7%或0.8%,但并不仅限于所列举的数值。
11、有益效果:本发明提供的铁基合金粉末为球状,在激光熔覆过程中易于粉末流动,其中si、mn、cr元素能提高合金的强度和硬度,改善耐磨性能,促进合金自熔性;mo元素能够提高其力学性能。
12、优选的,激光熔覆前需将铁基合金粉末在烘干箱中120℃真空烘2h。
13、优选的,所述打磨为根据钢轨道岔表面不同的损伤形式确定合理的打磨方案:
14、针对点蚀等损伤,通过打磨机对其点蚀坑进行表面光滑处理;
15、针对裂纹等损伤,通过开槽机进行开槽处理。
16、有益效果:在进行激光熔覆前,适当的前处理是非常有必要的,针对点蚀坑等区域性损伤,需要对其损伤区域去除后再进行激光熔覆,而针对深入的裂纹则需要开槽后再激光熔覆,这样做的目的是为了创造更好的熔覆条件,从而制备出致密度更高的熔覆层;以及确保熔覆层与母材之间更好的冶金结合,以防降低材料的使用性能。
17、优选的,所述预热的温度为280-320℃,且预热的过程在中频感应线圈中进行。
18、更为优选的,所述预热的温度为282℃、285℃、290℃、295℃、300℃、305℃、315℃或320℃,但并不仅限于所列举的数值。
19、有益效果:在上述温度区间内进行预热,可以降低熔覆区域与母材之间的温差,从而减小熔覆过程中产生的热应力;其次,由于铁基粉末易开裂的缺点,适当进行预热可以防止熔覆层开裂;最后预热也有助于减小熔覆过程中的热膨胀和冷却收缩,减小变形。
20、优选的,所述激光熔覆的激光功率为1200-1500w,扫描速度为900-1200mm/s,送粉率为15-20r/min。
21、更为优选的,所述激光功率为1200w、1300w、1400w或1500w,但并不仅限于所列举的数值。
22、所述扫描速度为900mm/s、1000mm/s、1100mm/s、1200mm/s,但并不仅限于所列举的数值。
23、所述送粉率为15r/min、16r/min、17r/min、18r/min、19r/min或20r/min,但并不仅限于所列举的数值。
24、有益效果:在上述条件下,能够使得钢轨道岔表面具有良好的力学性能。激光参数是决定熔覆层成型质量的关键因素,较差的激光参数会导致熔覆层孔隙多,力学性能差,好的激光参数制备出的熔覆层成型质量高,具有对后期的实际应用具有较高的指导意义。
25、一种钢轨道岔表面损伤的激光修复技术在高寒线路钢轨道岔表面损伤修复中的应用。
26、与现有技术相比,本发明具有如下优点和技术效果:
27、本发明采用了激光熔覆的技术对铁路钢轨道岔进行快速修复,定向性好、修复零件变形较小、界面结合致密、后续加工去除量小及可靠性高,并且,本发明针对钢轨道岔不同部位的服役性能要求可通过粉末成分、激光熔覆参数以及热处理工艺进行调节。此外,本发明通过上述工艺得到的表面修复熔覆层,抗拉强度≥940mpa,伸长率≥14%,显微硬度≥320hv,达到了高寒铁路钢轨道岔的使用要求,有利于大规模推广应用。
技术特征:1.一种钢轨道岔表面损伤的激光修复技术,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种钢轨道岔表面损伤的激光修复技术,其特征在于,所述激光熔覆过程中使用铁基合金粉末,且所述铁基合金粉末的粒度为53~150μm。
3.根据权利要求1所述的一种钢轨道岔表面损伤的激光修复技术,其特征在于,所述铁基合金粉末中各元素的质量百分比为:
4.根据权利要求1所述的一种钢轨道岔表面损伤的激光修复技术,其特征在于,激光熔覆前需将铁基合金粉末在烘干箱中120℃真空烘2h。
5.根据权利要求1所述的一种钢轨道岔表面损伤的激光修复技术,其特征在于,所述打磨为根据钢轨道岔表面不同的损伤形式确定合理的打磨方案:
6.根据权利要求1所述的一种钢轨道岔表面损伤的激光修复技术,其特征在于,所述预热的温度为280-320℃。
7.根据权利要求1所述的一种钢轨道岔表面损伤的激光修复技术,其特征在于,所述激光熔覆的激光功率为1200-1500w,扫描速度为900-1200mm/s,送粉率为15-20r/min。
8.如权利要求1-7任一项所述的一种钢轨道岔表面损伤的激光修复技术在高寒线路钢轨道岔表面损伤修复中的应用。
技术总结本发明公开了一种钢轨道岔表面损伤的激光修复技术及其应用,属于钢轨激光增材再制造技术领域,包括以下步骤:将钢轨道岔表面打磨后预热,再经激光熔覆和热处理,即完成钢轨道岔表面损伤的激光修复;所述激光熔覆过程中使用铁基合金粉末。本发明同时公开了该钢轨道岔表面损伤的激光修复技术在高寒线路钢轨道岔表面损伤修复中的应用。本发明提供的修复技术具有极强的操作性和实用性,所得钢轨道岔的表面达到了耐寒、耐磨损等优异性能,有利于大规模推广应用。技术研发人员:刘少鹏,张阳,沈明学,赵火平,肖叶龙受保护的技术使用者:华东交通大学技术研发日:技术公布日:2024/9/29本文地址:https://www.jishuxx.com/zhuanli/20241009/307169.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表