一种监控设备及监控系统的制作方法
- 国知局
- 2024-10-09 15:35:13
本发明属于冷轧管机监测,特别是涉及一种监控设备及监控系统。
背景技术:
1、冷轧管材因其组织晶粒细密、机械性能优越、物理性能稳定等优越的特性在许多领域起着重要的作用,而冷轧管机轧制管材可以将那些管壁厚度差距较大的原始管坯轧制成精确度和光洁度都很高的冷轧管材;每一道次都有着较大的形变量,并且减少了许多的中间工序,减少各种人力物力的消耗,较大地提高了效率。当前新型高速冷轧管机使用了直流电机来实现回转送进驱动功能,这使得回转送进的控制更加的精准,并且可以保持长时间工作无需停机,获得了较好的效果。此种冷轧管机有着如下几个特点:伺服电机多点驱动实现了工作流程的自动化;双扇形块保证了冷轧管机不受惯性的严重影响;闭式机架结构和侧向换辊的操作提高了质量和工作效率;电子凸轮曲线和hmi调节实现了高可调精度;管坯头尾、管缝和芯棒断裂检测实现了全自动化作业。上述优势使得此冷轧管机的轧制效率是普通的2.5-3倍,并且成品精度高,头尾公差性好,适合精密管材和超长管材的轧制。
2、但是,现阶段有部分冷轧管机效率非常低,机械故障率也比较高,甚至有效工作系数处于0.5左右,生产成本居高不下。虽然近些年的轧机有着相对较高的效率,但在轧制过程中,整体的故障率依旧很高,对轧机的维修工作量也十分巨大,提高了成本。当冷轧管机出现趋向故障状况时,技术人员也并不能及时得知并采取措施,等到故障停机就会产生更大的设备损失,降低了生产效率和产品质量。
技术实现思路
1、本发明的目的在于提供一种监控设备及监控系统,通过在冷轧管机出料台的一侧设置摄像机和多线激光扫描装置,对生产的管道进行图像实时采集,利用管道处理算法判断管道上投射的激光线是否发生形变来判断冷轧管机是否出现故障,解决了现有的冷轧管机故障状况发现不及时,导致生产效率和产品质量低的问题。
2、为解决上述技术问题,本发明是通过以下技术方案实现的:
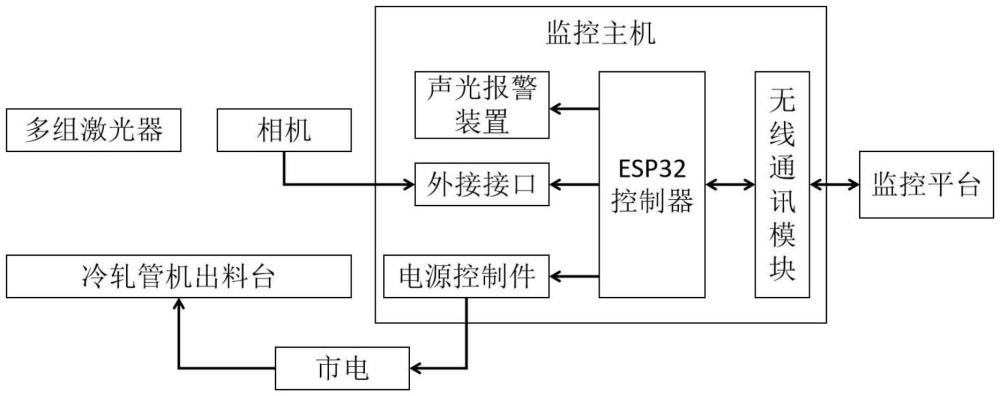
3、本发明为一种监控设备,包括监控主机、位于冷轧管机出料台一侧的相机和位于相机一侧的多线激光扫描装置;
4、所述监控主机包括esp32控制器、声光报警装置、外接接口、电源控制件和无线通讯模块;所述esp32控制器分别与声光报警装置、外接接口、电源控制件和无线通讯模块电连接;所述监控主机通过无线通讯模块与监控平台通讯连接;
5、所述相机固定安装在三角架上;所述相机通过数据线与监控主机的外接接口连接;所述相机用于设置拍摄参数并将采集的图像传输至监控主机;
6、所述多线激光扫描装置由多组激光器组合而成;所述激光器固定在激光器固定调节装置;所述激光器固定调节装置用于调节激光器之间的间距和方向,并将激光线水平投射在冷轧管机上生产的管道上;
7、所述esp32控制器接收相机采集的图像,基于设定管道处理算法处理后,输出控制信号;所述管道处理算法对拍摄图像中的激光线进行提取并计算多条激光线的曲率变化判断管道表面是否出现异常,若计算产生故障时,则通知声光报警装置发出警报并将异常信息发送至监控平台。
8、作为一种优选的技术方案,所述监控平台用于对监控主机发送的异常数据信息进行业务逻辑处理,通过http协议与前端服务器进行交互,将数据渲染到监控平台进行可视化展示。
9、作为一种优选的技术方案,所述声光报警装置包括指示灯和报警器;所述指示灯和报警器均与esp32控制器电连接;所述电源控制件与冷轧管机电连接/断开时,所述指示灯点亮/熄灭;所述报警器用于接收esp32控制器指令。
10、作为一种优选的技术方案,所述管道处理算法具体包括如下步骤:
11、步骤s1、获取图像:获取拍摄的管道图像中的激光线图像;
12、步骤s2、图像滤波:对激光线图像进行中值滤波处理、均值滤波处理和边界处理;
13、步骤s3、中心线提取:对光带逐行进行计算,并把每一行计算出的光带灰度重心坐标作为其中心坐标,获取该列的灰度重心;
14、步骤s4、中心线滤波:对提取的中心线进行处理;
15、步骤s5、计算曲率半径:获取中心线上定点处的坐标,通过曲率半径公式,计算出该点的曲率半径;
16、步骤s6、报警指令生成:对超过预设的曲率半径进行报警处理,并由esp32控制器下发断点指示。
17、作为一种优选的技术方案,所述步骤s2中,中值滤波处理、均值滤波处理和边界处理方式如下:
18、所述中值滤波处理时,对需要滤波处理的区域进行窗口大小设置,将当前像素点与周围窗口中所用像素进行排序,获取中位数;将中位数赋值给当前像素点,并获得处理后的图像;
19、所述均值滤波处理,对需要滤波处理的区域进行窗口大小设置,将当前像素点与周围窗口中所用像素进行排序,获取平均数;将平均数赋值给当前像素点,并获得处理后的图像;
20、所述边界处理,用边缘算子提取出反应灰度变化的边缘点集,在边缘点集中剔除超出阈值的边界点和填补边界间的断点,并将这些边缘连接成完整的激光线弧度的边界线。
21、作为一种优选的技术方案,所述步骤s4中,中心线提取采用塞尔曲线进行绘制,具体流程如下:
22、步骤s41:集合新添加一个坐标点;
23、步骤s42:判断集合坐标点总数是否超过四个;
24、若否,则返回步骤s41;
25、若是,则执行步骤s43;
26、步骤s43:取后四个坐标点计算出三个控制点;
27、步骤s44:根据三个控制点计算出两个控制点;
28、步骤s45:根据偏移的线性关系,求最终的控制点;
29、步骤s46:根据两个控制点和最后的坐标绘制激光线弯曲弧度曲线。
30、作为一种优选的技术方案,所述步骤s5中,提取中心线坐标之后,将其拟合为一元二次方程:
31、;
32、并求得参数a,b,c;
33、获取曲线上拐点处的坐标值,并通过曲率半径公式:
34、。
35、作为一种优选的技术方案,所述步骤s6中,根据激光线投射到管道后的曲率半径来进行比较,判断是否超过预设的曲率半径的阈值;若曲率半径超过阈值或低于阈值,则发出警报并中断市电与冷轧管机连接;若曲率半径处于正常值,则继续冷轧管机的管道生产。
36、本发明为一种监控设备的监控系统,包括权利要求1-8任一项所述的监控装置以及监控平台;所述监控系统的工作流程如下:
37、步骤j1 设置相机参数:设置镜头光圈大小、曝光时间、采集周期、采集帧率、视频保存起始点和时长;
38、步骤j2 激光器固定调节:用固件架固定多个激光器,调节激光器的距离、线间距、激光线亮度以及角度;
39、步骤j3 相机和激光器安装:根据所选相机和测试环境计算相机架设距离和位置,将激光器固件架安装在合适的位置,相机正对冷轧管机的出料台,激光线和相机水平设置;
40、步骤j4 图片高速采集:根据冷轧管机的出料速度计算高速相机的采集帧率,在冷轧管机的出料时,进入采集状态;
41、步骤j5 启用管道检测:在采集状态下,启用管道处理算法,esp32控制器计算采集的图片信息;
42、步骤j6 故障报警:在捕捉到管道表面产生故障时,软件界面会出现报警提示,esp32控制器会发出信号产生直观的声光报警
43、作为一种优选的技术方案,所述步骤j6,根据管道处理算法结果输出信号,判断是否存在管道变形故障,若存在管道变形故障,则系统可输出信号产生声光报警。
44、本发明具有以下有益效果:
45、本发明通过在冷轧管机出料台的一侧设置摄像机和多线激光扫描装置,对生产的管道进行图像实时采集,利用管道处理算法判断管道上投射的激光线是否发生形变来判断冷轧管机是否出现故障,及时发现冷轧管机异常,提高生产效率和产品质量。
46、当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
本文地址:https://www.jishuxx.com/zhuanli/20241009/309267.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。