一种含加强筋的四层瓦楞纸板制造设备及工艺的制作方法
- 国知局
- 2024-10-15 09:39:26
本技术涉及纸板生产技术的领域,尤其是涉及一种含加强筋的四层瓦楞纸板制造设备及工艺。
背景技术:
1、瓦楞纸板制造设备是用于生产瓦楞纸板的工业设备,它涉及将原纸加工成具有瓦楞结构的纸板,通常包括瓦楞形成、粘合、切割和整形等步骤,以创建出用于包装目的的坚固且有缓冲作用的材料。
2、如图1所示,现瓦楞纸多采用五层纸板设计,五层瓦楞纸板包含两层瓦楞纸面1、两层分别粘接在两层瓦楞纸相互远离一侧的面纸2、以及粘接在两层瓦楞纸中间的里纸3,由于瓦楞纸板的支撑强度主要在于处于中间的瓦楞纸,而传统的五层纸板加工设备和加工工艺致使双瓦楞错峰与里纸3粘合,中间的里纸3层主要提供粘接的作用进而增加抗压强度,为了提高瓦楞纸板生产过程中对原材料的资源利用率,节能降耗,抗压强度高于五层瓦楞纸板的瓦楞凸对凸粘合的四层瓦楞纸板的技术应运而生。
3、目前,如图2所示,结合现有技术cn219903599u,四层瓦楞纸板的生产主要包括原纸准备、原纸通过瓦楞辊形成波纹状的瓦楞结构、两张瓦楞纸面1对粘成型、双瓦楞纸的两侧依次粘接第三张面纸2和第四张面纸2、将粘合后的瓦楞纸板通过切割机构裁切成所需尺寸等步骤,但是凸对凸粘合的双瓦楞两层纸板在进入下一道工序过程中,因生产设备的加减速变化及原纸和导正系统张力的不均衡变化,致使双瓦楞型状对粘的两层纸板,拉伸长短变化不均匀,楞型变化不均匀,楞间节距不一致,楞高变化较大,这种状态下双瓦楞与另外两张面纸粘合形成四层纸板时,会产生不均衡、不稳定、不平整、脱胶开裂、没规律的高低瓦楞现象,影响了四层纸板应有的各项物理指标,尤其导致纸板的支撑强度大大下降。
技术实现思路
1、为了使瓦楞型状对粘的两层纸板在粘合后楞型不变化、楞间节距保持一致、楞高不变化,提高纸板的支撑强度等各项物理指标,本技术提供一种含加强筋的四层瓦楞纸板制造设备及工艺。
2、本技术提供的一种含加强筋的四层瓦楞纸板制造设备及工艺,采用如下的技术方案:
3、第一方面,本技术提供一种含加强筋的四层瓦楞纸板制造设备,包括:
4、机架;
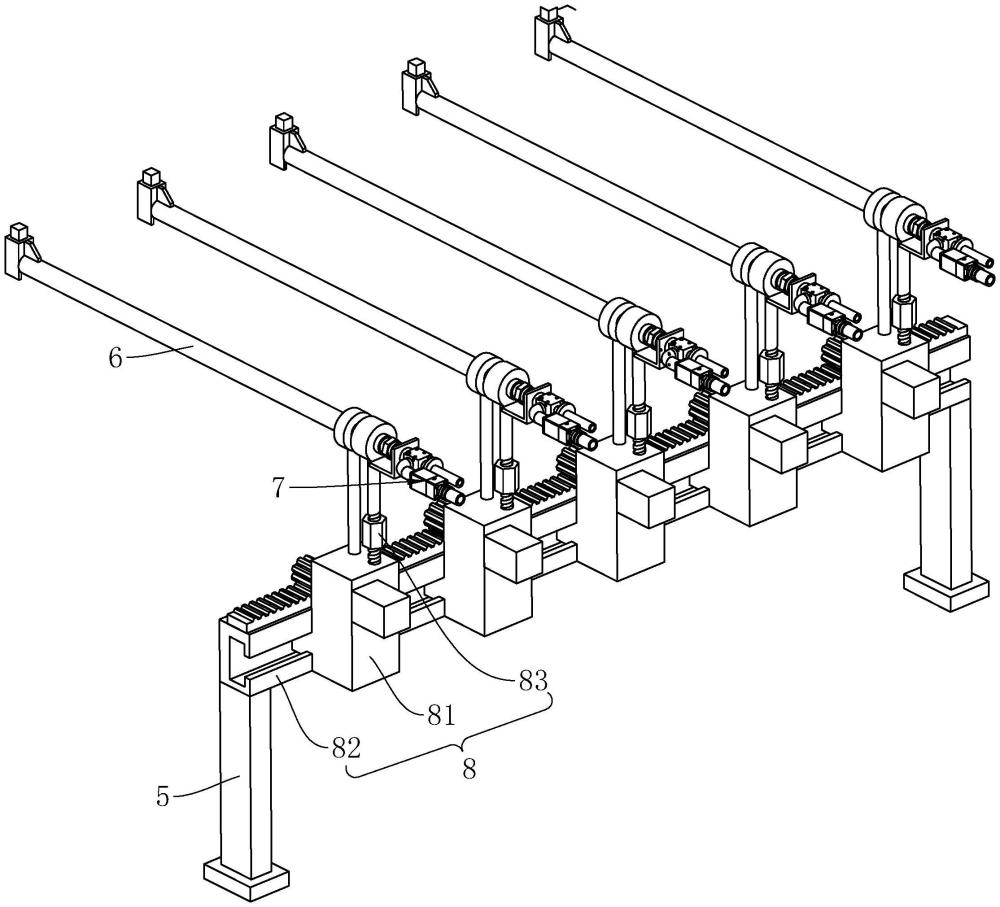
5、喷线管道,设置于机架上方,数量设置有多个,所述喷线管道内穿设线状粘合物;
6、送线机构,设置于喷线管道,用于向两层瓦楞纸板之间喷射线状粘合物;
7、移动调节机构,设置于喷线管道与机架之间,用于带动喷线管道移动以调节相邻两个喷线管道之间的间距,同时调节喷线管道高度。
8、通过采用上述技术方案,工作人员在生产瓦楞纸板时,首先在原纸准备完毕后,将原纸通过瓦楞辊形成波纹状的瓦楞结构,接着经过涂敷胶液凸对凸对粘成双瓦楞波形纸板前,同时通过移动调节机构调节喷线管道的高度,以适应瓦楞纸板的厚度,并在喷线管道以及送线机构的配合作用下对两张尚未对粘的瓦楞波形纸中间,沿其宽度方向均匀间隔喷射多道线状粘合物,当两张瓦楞纸中间线状粘合物的一端被气动喷射到瓦裱机中压辊的压合缝隙时,线状粘合物在压辊的带动下被连续送入两张瓦楞纸之间,通过瓦裱机带动两张瓦楞纸前进,多道纵向线状粘合物与经瓦裱机涂胶机构横向涂覆胶液的瓦楞凸起处,形成交叉的“井字形”,多道纵向线状粘合物起加强筋的作用,并与双瓦楞波形纸板压合成一体和干燥处理,然后将双瓦楞波形纸板与面纸通过涂胶机构粘合在一起, 形成四层瓦楞纸板,最后将瓦楞纸板通过切割机构裁切成所需尺寸即可;其中通过喷线管道、送线机构的配合使用,可以对瓦楞纸板沿其宽度方向均匀间隔喷射多道线状粘合物,多道线状粘合物与瓦裱机涂胶机构对沿瓦楞凸起处涂覆的粘合物之间形成交叉的井字形加强筋,从而替代五层瓦楞纸板中间里纸的作用,不仅达到降低粘合剂使用剂量,又减少一层里纸的使用,提高瓦楞纸板生产过程中对原材料的资源利用率、节能降耗的效果,而且井字形加强筋使双瓦楞型状对粘的两层纸板在粘合后进入下一工序,长短不变化,楞型不变化,楞间节距可以保持一致,从而使两张双瓦楞对粘纸板与另外两张面纸粘合形成四层纸板时,不会产生不均衡、不稳定、没规律的高低瓦楞现象,从而提高四层纸板的支撑强度等各项物理指标;且移动调节机构不仅可以调节喷线管道的高度,以适应对不厚度瓦楞纸板的生产,还可以调节相邻两个喷线管道之间的间距,以适应对不同宽度瓦楞纸板的生产,提高设备的实用性和适应性。
9、可选的,所述移动调节机构包括:
10、支撑架,滑移连接于机架,数量设置多个,多个所述支撑架与多个喷线管道一一对应;
11、移动组件,设置于支撑架与机架之间,用于带动支撑架移动;
12、高度间距调节组件,设置于支撑架与喷线管道之间,用于连接支撑架与喷线管道,并调节喷线管道距离瓦楞纸凸起处的高度间距。
13、通过采用上述技术方案,通过移动调节机构对瓦楞纸的瓦楞凸起处进行涂覆线状粘合物时,首先工作人员可根据瓦楞纸中瓦楞凸起高度并通过高度间距调节组件调整喷线管道与瓦楞纸凸起之间的高度距离,使线状粘合物能精确地喷在瓦楞结构的高点凸起处,接着通过移动组件调节相邻喷线管道之间的间距,以使相邻喷线管道之间的间距与瓦楞纸板的预设宽度尺度相适配,随后工作人员启动送线机构,对瓦楞纸的瓦楞凸起处进行间隔喷射线状粘合物即可;其中通过移动组件、高度间距调节组件配合使用可以对不同宽度、不同厚度的瓦楞纸板进行加工,不必为每个纸板尺寸更换设备,提高了设备的适应性和实用性,降低了生产不同规格产品时的设备调整成本。
14、可选的,所述高度间距调节组件包括:
15、升降螺杆,设置于支撑架与喷线管道之间,所述升降螺杆一端与支撑架螺纹连接、另一端与喷线管道转动连接;
16、导向杆,设置于支撑架与喷线管道之间,所述导向杆一端与支撑架滑移连接、另一端与喷线管道连接。
17、通过采用上述技术方案,通过高度间距调节组件调节喷线管道距离瓦楞纸凸起之间的距离时,首先工作人员旋转升降螺杆,由于升降螺杆一端与支撑架螺纹连接、另一端与喷线管道转动连接,升降螺杆会带动喷线管道上下移动,同时在导向杆的作用下,喷线管道不会转动,从而精准调节喷线管道距离瓦楞纸凸起之间的距离,使线状粘合物能精确地喷在瓦楞结构的高点凸起处,实现对不同厚度瓦楞纸板的加工,不必为每个纸板尺寸更换设备。
18、可选的,所述高度间距调节组件还包括:
19、第一管箍,设置于升降螺杆与喷线管道之间,所述第一管箍可拆卸套设于喷线管道外侧,且与升降螺杆转动连接;
20、第二管箍,设置于导向杆与喷线管道之间,所述第二管箍可拆卸套设于喷线管道外侧,且与导向杆固定连接。
21、通过采用上述技术方案,第一管箍和第二管箍一方面用于实现升降螺杆、导向杆与喷线管道的稳定连接,另一方面,当喷线管道损坏、阻塞或老化后通过第一管箍和第二管箍可以快速拆卸,便于后续的维护和更换。
22、可选的,所述移动组件包括:
23、导轨,固设于机架;
24、滑块,滑移连接于导轨,且与支撑架固定连接;
25、齿条,固设于导轨;
26、齿轮,转动连接于支撑架,且与齿条啮合;
27、驱动电机,设置于齿轮转动轴一端。
28、通过采用上述技术方案,通过移动组件带动支撑架移动时,首先启动驱动电机,接着驱动电机带动齿轮转动,并在滑块和齿条的作用下,齿轮带动支撑架、喷线管道沿导轨移动;其中滑块、齿轮、齿条以及导轨的配合作用下,一方面确保支撑架沿导轨预设方向平稳移动、另一方面使齿轮与齿条始终保持啮合,提高移动组件运行的稳定性。
29、可选的,所述送线机构包括:
30、弯管,连接于喷线管道进线端一侧;
31、吹线气腔装置,连接于弯管,
32、气动剪刀,设置于喷线管道出线端一侧。
33、通过采用上述技术方案,通过送线机构向喷线管道内送线状粘合物时,首先启动吹线气腔装置,吹线气腔装置利用负压原理,将线状粘合物吸入喷线管道用由喷线管道出线端一侧送入两张瓦楞纸之间,待需要更换订单时,气动剪刀切断线状粘合物即可,其中线装粘合剂的输入侧永远保证线在喷线管道内,用完接线,从而无需人工反复向喷线管道内送线,减少工作人员劳动强度。
34、第二方面,本技术提供一种含加强筋的四层瓦楞纸板制造工艺,适用于上述中的一种含加强筋的四层瓦楞纸板制造设备,其工艺步骤如下:
35、s1、原纸准备;
36、s2、通过移动调节机构调节喷线管道的高度,以适应瓦楞纸板的厚度;
37、s3、瓦楞成型:原纸通过加热和加湿的两对瓦楞辊,形成两张波纹状的瓦楞结构,经过涂敷胶液凸对凸对粘成双瓦楞波形纸板;同时在喷线管道以及送线机构的配合作用下对两张尚未对粘的瓦楞波形纸中间,沿其宽度方向均匀间隔喷射多道线状粘合物,当两张瓦楞纸中间线状粘合物的一端被气动喷射到瓦裱机中压辊的压合缝隙时,线状粘合物在压辊的带动下被连续送入两张瓦楞纸之间;
38、s4、通过瓦裱机带动两张瓦楞纸前进,多道纵向线状粘合物与经瓦裱机涂胶机构横向涂覆胶液的瓦楞凸起处,形成交叉的“井字形”,多道纵向线状粘合物起加强筋的作用,并与双瓦楞波形纸板压合成一体和干燥处理;
39、s5、然后将双瓦楞波形纸板与面纸通过涂胶机构粘合在一起, 形成四层瓦楞纸板;
40、s6、将瓦楞纸板通过切割机构裁切成所需尺寸。
41、综上所述,本技术包括以下至少一种有益技术效果:
42、1.通过喷线管道、送线机构的配合使用,可以对瓦楞纸的瓦楞凸起处进行连接喷射线状粘合物,且精确控制线状粘合物的分布;且移动调节机构不仅可以调节喷线管道的高度,以适应对不厚度瓦楞纸板的生产,还可以调节相邻两个喷线管道之间的间距,以适应对不同宽度瓦楞纸板的生产,提高设备的实用性和适应性;
43、2.通过移动组件、高度间距调节组件配合使用可以对不同宽度、不同厚度的瓦楞纸板进行加工,不必为每个纸板尺寸更换设备,提高了设备的适应性和实用性,降低了生产不同规格产品时的设备调整成本;
44、3.第一管箍和第二管箍一方面用于实现升降螺杆、导向杆与喷线管道的稳定连接,另一方面,当喷线管道损坏、阻塞或老化后通过第一管箍和第二管箍可以快速拆卸,便于后续的维护和更换;
45、4.通过送线机构向喷线管道内送线状粘合物时,首先启动吹线气腔装置,吹线气腔装置利用负压原理,将线状粘合物吸入喷线管道用由喷线管道出线端一侧送入两张瓦楞纸之间,待需要更换订单时,气动剪刀切断线状粘合物即可,其中线装粘合剂的输入侧永远保证线在喷线管道内,用完接线,从而无需人工反复向喷线管道内送线,减少工作人员劳动强度。
本文地址:https://www.jishuxx.com/zhuanli/20241015/314889.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表