一种控制模组长度和内部挤压力的方法和系统与流程
- 国知局
- 2024-10-15 10:02:03
本发明涉及电池,尤其涉及一种控制模组长度和内部挤压力的方法和系统。
背景技术:
1、方形锂离子电池系统结构设计中,模组与箱体一般通过焊接或螺栓固定,为了保证模组安装孔与箱体安装孔对齐,需要控制模组的长度尺寸。
2、方形锂离子电池模组的设计中,通常在相邻方形锂离子电芯之间设置绝缘隔片,主要起到绝缘防护作用。
3、目前,锂离子电池行业最新研究表明:方形锂离子电芯在适当的挤压力下,电芯内部析锂、锂枝晶产生可得到延缓、抑制,电芯循环寿命能提升,因此控制模组内部挤压力是模组设计重要参数指标。
4、在实际生产中,由于方形锂离子电芯的厚度并不稳定,单一规格厚度的绝缘隔片无法满足对模组长度、内部挤压力同时控制的设计需求,以往的做法是保证模组长度,忽略对内部挤压力的控制。例如公布号为cn116826271a的专利文献公开了一种电池模组的组装方法,先将多个电芯层叠排布后施加预压力,通过这一预压力模拟电芯在被固定件挤压固定时的变形情况,再将电芯被施力后的长度与电芯组所要达到的长度进行比较,二者的长度差即为电芯之间所有的隔片的总厚度,之后再依据隔片的数量,确定好每个隔片的厚度后再将隔片插设至电芯之间,最后再用固定件和端板固定形成电池模组,使得每个电池模组的长度尺寸保持一致。该组装方法虽然保证了模组长度,但无法同时对模组内部挤压力同时进行控制。
5、另外在激光焊接工序,焊接下压机构的压头间距固定不变、下压机构的移动按照固定尺寸位移,激光光路随着电芯极柱位置自动移动,因电芯的实际厚度不同,若绝缘隔片厚度一致,会造成激光轨迹与压头不同心,严重时激光光路会打在压头上,造成焊接轨迹的不完整,影响过电流能力。
技术实现思路
1、本发明所要解决的技术问题在于如何对模组长度和内部挤压力同时进行控制。
2、本发明是通过以下技术手段实现解决上述技术问题的:一种控制模组长度和内部挤压力的方法,模组包括电芯和绝缘隔片,多个电芯排成至少一列,单列电芯中相邻电芯之间设置有绝缘隔片,设单列电芯中电芯的数量为n,则单列电芯中绝缘隔片的数量为n-1,
3、包括以下步骤:
4、步骤一,对多个单体电芯分别施加不同的挤压力做电芯循环寿命测试,得到循环寿命最长的电芯所受的挤压力n;
5、步骤二,将单列电芯中各电芯的厚度数据a1、a2、a3……an累加求和计为a;
6、步骤三,将电芯和绝缘隔片进行组装,对单列电芯施加挤压力进行试验,若将模组挤压至设计长度时挤压力不等于n,则调整绝缘隔片厚度再次试验,当满足将模组挤压至设计长度时挤压力恰好为n时,将单列电芯中的绝缘隔片厚度和计为pn-1;
7、步骤四,将单列电芯中各电芯的实际厚度b1、b2、b3……bn累加求和计为b,则需求绝缘隔片厚度和qn-1=pn-1+a-b;
8、步骤五,将qn-1分解为各绝缘隔片的厚度q1、q2、q3……qn-1,然后将厚度为q1、q2、q3……qn-1的绝缘隔片依次设置于实际厚度为b1、b2、b3……bn的相邻电芯之间;
9、步骤六,进行模组组装,对模组施加挤压力,将模组挤压至设计长度,保持挤压力对模组进行固定,使模组长度和内部挤压力固定,然后撤去挤压力。
10、本发明通过使绝缘隔片的总厚度满足将模组挤压至设计长度时挤压力恰好保证电芯循环寿命最长,实现了对模组长度和内部挤压力同时进行控制,解决了模组长度、内部挤压力不能同时合格的难题,对电池系统的寿命提升具有重大意义。
11、作为优化的技术方案,步骤一中,电芯循环寿命测试具体为,对全新单体电芯,在一定温度下,按照每次先以恒定电流充满电,再静置一定时间,再以恒定电流放空电,再静置一定时间的步骤进行多次循环,每次循环均测试电芯放电容量,当电芯放电容量衰退至设定容量时,所经历的循环次数即电芯循环寿命。
12、作为优化的技术方案,步骤五中,根据单列电芯中各电芯的实际厚度b1、b2、b3……bn,按照下式将qn-1分解为各绝缘隔片的厚度q1、q2、q3……qn-1,
13、(b1+b2)/2+q1=(b2+b3)/2+q2=(b3+b4)/2+q3=……=(bn-1+bn)/2+qn-1;
14、qn-1=[b-(b1+bn)/2+qn-1]/(n-1)-(bn-1+bn)/2。
15、本发明通分解各绝缘隔片厚度的方式,根据每个电芯的厚度匹配合适厚度的绝缘隔片,可以保证相邻电芯中心距离的一致性,解决了相邻电芯极柱距离不稳定、波动大的问题,在激光焊接工序能与焊接下压机构压头的固定距离形成良好的匹配,解决了压头与极柱不同心、激光光路打在压头上、焊接轨迹不完整、焊缝过流能力不足等问题,减少了制造不良品的浪费,使电池制造企业的制造成本得到降低;并且放宽了电芯厚度范围,提高了电芯利用率,解决了电芯厚度过度加工造成的浪费,对企业竞争力提升有显著意义。
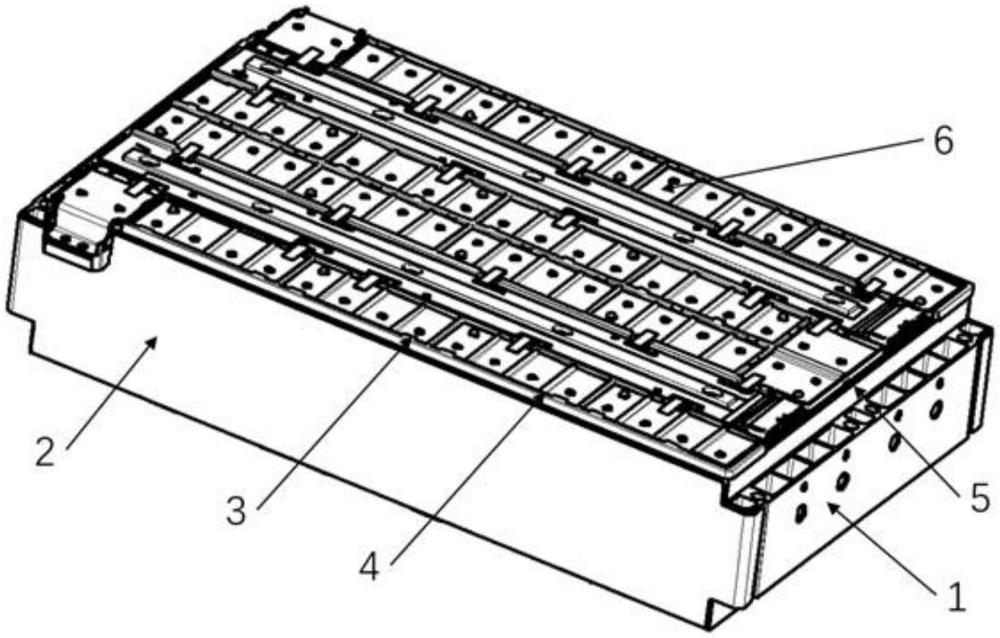
16、作为优化的技术方案,所述模组还包括模组端板和模组侧板,所述电芯和所述绝缘隔片均设置在所述模组端板与所述模组侧板围合成的框架内部,所述模组端板位于单列电芯沿排列方向的两端;模组组装具体为,先将模组端板、模组侧板、电芯和绝缘隔片进行组装,然后利用挤压工装从两端的模组端板外侧向模组中心施加挤压力,挤压工装上设有用于显示挤压力的压力传感器,将模组挤压至设计长度时,保持挤压力将模组端板与模组侧板固定在一起实现对模组的固定。
17、作为优化的技术方案,所述模组还包括绝缘板,多个电芯排成电芯数量相等的多列,相邻列之间设置有绝缘板。
18、作为优化的技术方案,所述模组还包括集成盖板,所述集成盖板设置在所有电芯的上方,所述集成盖板上设有用于电流通过、温度采集和电压采集的结构;所述电芯的顶部设有正极柱和负极柱,所述正极柱和所述负极柱均连接所述集成盖板。
19、一种控制模组长度和内部挤压力的系统,模组包括电芯和绝缘隔片,多个电芯排成至少一列,单列电芯中相邻电芯之间设置有绝缘隔片,设单列电芯中电芯的数量为n,则单列电芯中绝缘隔片的数量为n-1,包括:
20、挤压力验证单元,用于对多个单体电芯分别施加不同的挤压力做电芯循环寿命测试,得到循环寿命最长的电芯所受的挤压力n;
21、单列电芯厚度数据统计单元,用于将单列电芯中各电芯的厚度数据a1、a2、a3……an累加求和计为a;
22、单列电芯挤压试验单元,用于将电芯和绝缘隔片进行组装,对单列电芯施加挤压力进行试验,若将模组挤压至设计长度时挤压力不等于n,则调整绝缘隔片厚度再次试验,当满足将模组挤压至设计长度时挤压力恰好为n时,将单列电芯中的绝缘隔片厚度和计为pn-1;
23、绝缘隔片厚度和计算单元,用于将单列电芯中各电芯的实际厚度b1、b2、b3……bn累加求和计为b,则需求绝缘隔片厚度和qn-1=pn-1+a-b;
24、绝缘隔片厚度分解单元,用于将qn-1分解为各绝缘隔片的厚度q1、q2、q3……qn-1,然后将厚度为q1、q2、q3……qn-1的绝缘隔片依次设置于实际厚度为b1、b2、b3……bn的相邻电芯之间;
25、模组长度和内部挤压力固定单元,用于进行模组组装,对模组施加挤压力,将模组挤压至设计长度,保持挤压力对模组进行固定,使模组长度和内部挤压力固定,然后撤去挤压力。
26、作为优化的技术方案,所述挤压力验证单元中,电芯循环寿命测试具体为,对全新单体电芯,在一定温度下,按照每次先以恒定电流充满电,再静置一定时间,再以恒定电流放空电,再静置一定时间的步骤进行多次循环,每次循环均测试电芯放电容量,当电芯放电容量衰退至设定容量时,所经历的循环次数即电芯循环寿命。
27、作为优化的技术方案,所述绝缘隔片厚度分解单元中,根据单列电芯中各电芯的实际厚度b1、b2、b3……bn,按照下式将qn-1分解为各绝缘隔片的厚度q1、q2、q3……qn-1,
28、(b1+b2)/2+q1=(b2+b3)/2+q2=(b3+b4)/2+q3=……=(bn-1+bn)/2+qn-1;
29、qn-1=[b-(b1+bn)/2+qn-1]/(n-1)-(bn-1+bn)/2。
30、作为优化的技术方案,所述模组还包括模组端板和模组侧板,所述电芯和所述绝缘隔片均设置在所述模组端板与所述模组侧板围合成的框架内部,所述模组端板位于单列电芯沿排列方向的两端;模组组装具体为,先将模组端板、模组侧板、电芯和绝缘隔片进行组装,然后利用挤压工装从两端的模组端板外侧向模组中心施加挤压力,挤压工装上设有用于显示挤压力的压力传感器,将模组挤压至设计长度时,保持挤压力将模组端板与模组侧板固定在一起实现对模组的固定。
31、本发明的优点在于:
32、1、本发明通过使绝缘隔片的总厚度满足将模组挤压至设计长度时挤压力恰好保证电芯循环寿命最长,实现了对模组长度和内部挤压力同时进行控制,解决了模组长度、内部挤压力不能同时合格的难题,对电池系统的寿命提升具有重大意义。
33、2、本发明通分解各绝缘隔片厚度的方式,根据每个电芯的厚度匹配合适厚度的绝缘隔片,可以保证相邻电芯中心距离的一致性,解决了相邻电芯极柱距离不稳定、波动大的问题,在激光焊接工序能与焊接下压机构压头的固定距离形成良好的匹配,解决了压头与极柱不同心、激光光路打在压头上、焊接轨迹不完整、焊缝过流能力不足等问题,减少了制造不良品的浪费,使电池制造企业的制造成本得到降低;并且放宽了电芯厚度范围,提高了电芯利用率,解决了电芯厚度过度加工造成的浪费,对企业竞争力提升有显著意义。
本文地址:https://www.jishuxx.com/zhuanli/20241015/316188.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表