长丝纤维垂向榫卯构造的三维打印机及成型方法与流程
- 国知局
- 2024-10-21 14:25:52
[]本发明属机械制造领域,确切的讲是一种专门用于连续(长丝)纤维的fdm-3d打印机的挤出喷头特点及在所有(x、y、z)方向上的均衡的抗拉强度,而充分发挥出了连续纤维3d打印技术的潜力。
背景技术:
0、[背景技术]
1、本发明是针对fdm-3d打印的连续纤维3d打印技术的改造:fdm-3d打印技术详称熔融沉积成型(fused deposition modeling,fdm)快速成型工艺是将各种丝材(如工程塑料abs、聚碳酸酯pc等)加热熔化进而逐层堆积成型方法,简称fdm。大部分fdm快速成型技术可采用的成型材料很多,如改性后的石蜡、(丙烯腈/丁二烯/苯乙烯)共聚物(abs)、尼龙、橡胶等热塑性材料,以及多相混合材料,如金属粉末、陶瓷粉末、短纤维等与热塑性材料的混合物。其中pla(聚乳酸)具有较低的收缩率,打印模型更容易塑形,以及可生物降解等优点。
2、常规的fdm-3d打印机基本构造与运行原理表述为:
3、主要包括送料机构,运载挤出机的2维或3维(水平x轴y轴运动及垂直z轴驱动)运动的机械载台,或挤出机的(z轴方向)垂直方向保持静止,由z轴方向的运动由一个独立的载物工作台的升降完成;目前fdm-3d打印机的驱动挤出机寻址的3维机械系统分为:机械臂3维位移系统、皮带或丝杠驱动的(x、y轴)2维机械传动+(z轴)升降载物工作台系统、垂直3丝杠驱动(俗称:方式)的使用连杆联接挤出机平台的位移驱动系统等。还有保持上述运动构建的结构壳体等;还有支持机械系统运动的电子控制系统等。工作情况如下:在电子系统的控制下,根据产品零件的截面轮廓信息,挤出机作x-y平面运动,载物工作台调整高度,打印开始时工作台平面位于热熔喷头喷口位置,热塑性丝状材料由供丝机构送至热熔喷头,并在喷头中加热和熔化成半液态,然后被挤压出来,有选择性的涂覆在工作台上,快速冷却后形成一层大约0.1—8mm厚的薄片轮廓。在一层截面成型完成后工作台下降一定高度,再进行下一层的熔覆,好像一层层"画出"截面及轮廓,如此循环,最终形成三维产品零件。往往使用1个专用喷口来铺设支撑材料(支撑材料一般是水溶性的,打印完毕后水洗除掉);打印过程中,打印头在平面上的位移以及配合打印平台上下位移会形成一个三维空间,打印头和打印平台根据生成的路径进行打印,打印头完成一个平面上的打印任务后,打印平台自动下降一层,打印头继续打印,循环往复直至成品的完成。或者不使用z轴电机驱动打印物件平台升降,打印物件平台保持z轴方向静止,使用z轴电机驱动挤出机上下移动;或者利用3根垂直丝杠驱动3个垂直移动的滑块,3个滑块都与挤出机进行铰轴链接,通过算法(3个滑块的z轴方向的位置坐标来决定挤出机的3维空间位置)而同样达到三维位移寻址的目的。打印头温度较高,根据材料的不同以及模型设计温度的不同,打印头的温度相对也不同。为了防止打印物体翘边等问题的出现打印平台一般为加热,打印平台上一般覆盖粘贴纸以便于打印成品的剥离。
4、常规的fdm-3d打印机基本构造阐述为:挤出机是fdm快速成型技术的核心的部件是挤出机,而挤出机的构件包括送料器部分(也叫送丝器、推料器等称呼)及挤出喷头部分:喉管、加热金属体、加热棒及温度传感器等部件,多数采用加热棒对金属块进行加热,将塑料丝经过喉管的入口端挤入,再通过喉管导向,到达金属块加热部位熔化后进入喷口区域,融化后的塑料丝在后续进丝的(活塞)压力的作用下从喷口挤出,并挤到打印台上,挤出机中的喉管由不锈钢制造,是为了降低其导热性能,不锈钢喉管有些内部还衬有铁氟龙,由于挤出机长期加热打印致使吼管内部温度升高,导致管内料也处在熔融状态,当停止打印冷却后,材料就黏结在管内,下次重新开机打印时,管内黏着料不能马上融化,使喉管出现堵料现象,喉管内部衬铁氟龙,使喉管内料都不会熔融黏着,能大大改善堵头问题。同时作者在挤出机外加散热片和风扇,主要也是为了降低喉管上部的温度,防止堵头问题,也可以为挤出机散热。加热熔化后的塑料丝由喷嘴挤到打印台上,如果为了减少塑料因温度骤减而发生翘边和收缩等不良现象,如果为了减少塑料因温度骤减而发生翘边和收缩等不良现象,可以使用热床打印台。位于挤出机最下端喷头的喷口直径常见有四种类型:0.2mm,0.3mm,0.4mm,0.5mm,市场上应用最广的是0.4mm的喷口,选定好喷口直径后,也要在打印时软件中设置好相应的参数,如切片软件中的打印层高、打印速度等,使打印的质量和精度更高。与单挤头相比较,双挤头采用两个挤出机并列排列,打印速度更快效率也更高,由于其质量更大,运行时产生的惯性更大,对导轨的刚度要求也更高。这样会降低打印的精度。单挤头相比较,双挤头采用两个挤出机并列排列,并将相对位置固定,由于有两个喷头,双挤头安装在滑块上,由滑块与导轨连接,位于挤出机最下端喷头的喷嘴直径有四种类型:0.2mm,0.3mm,0.4mm,0.5mm,市场上应用最广的是0.4mm的喷嘴,当然根据实际需要可以购买不同直径的喷嘴,这里值得提出注意的是,选定好喷嘴直径后,也要在打印时软件中设置好相应的参数,如切片软件中的打印层高、打印速度等,使打印的质量和精度更高。齿轮再靠紧料丝,近端送丝的挤出机就是将送料器安装在挤出喷头(往往是一个组件:含有加热铝块、加热棒、喉管、喷嘴及散热器等)上,材料由送料电机直接驱动齿轮,利用齿的摩擦推力将料丝挤入喉管,在金属块中融化由喷口喷出打印。这种安装方式由于挤出机与打印头一起运动,打印头质量大,打印时惯性也大,容易使打印不精确,采用近端送丝对导轨的刚度要求也比较高。而远端送丝是将送料器安装在离挤出喷头较远位置上,由铁氟龙导料管联通导料;远程送料器的驱动电机一般安装在打印机框架上,由导管送入料丝;而不是安装在挤出喷头上,与近端送丝相比较,远端送丝需要较大扭矩,才能将材料挤入打印头中。
5、软件部分包括:3d打印机软件部分包括上位机软件和下位机软件两大部分,而每部分又有细分,通过软件的运行:首先,作者需要在电脑上的三维建模软件中完成零件的建模,如solidworks、ug、3d max等三维软件,创建完3d模型以后将文件另存为stl格式,将stl文件在切片软件slic3r中打开,通过一系列的打印设置,可以直接用来做软件开发,而作者在3d打印机中使用marlin固件时,只需要在arduino ide软件中下载完固件,找到marlin固件中的configuration.h文件,可根据自己的需要来修改相关的代码内容。
6、目前连续纤维3d打印技术的缺陷:由于只能沿着水平方向打印,对于打印水平方向和垂直方向扩展的薄层构造,可以获得良好的纤维方向的抗拉强度;但对于z方向(垂直方向),由于不是纤维的走向,只是胶粘的强度而无法获得纤维的拉伸强度。
技术实现思路
0、[技术实现要素:]
1、本发明目的:
2、解决目前连续纤维3d打印技术的缺陷:由于只能沿着水平方向打印,对于打印水平方向和垂直方向扩展的薄层构造,可以获得良好的纤维方向的抗拉强度;但对于z方向(垂直方向),由于不是纤维的走向,只是胶粘的强度而无法获得纤维的拉伸强度。
3、本发明特点:简单可行,利用三轴的3d打印设备就能打印出垂直方向具有大的抗拉强度的3d打印物件。
4、技术实现要素:
5、本发明需要三个层面的有机配合,才能利用连续纤维打印出具有“垂向榫卯”构造的的三维打印物件;
6、需要可倾斜送料管(万向送料管)的打印长丝纤维功能的3d打印机;按照榫卯嵌套要求的长丝纤维垂向榫卯构造的三维打印物件;长丝纤维垂向榫卯构造的三维打印方法;上述三个层面相互独立由相互关联,属于同一技术路线的对应环节。
7、*可倾斜送料管的打印长丝纤维功能的3d打印机:
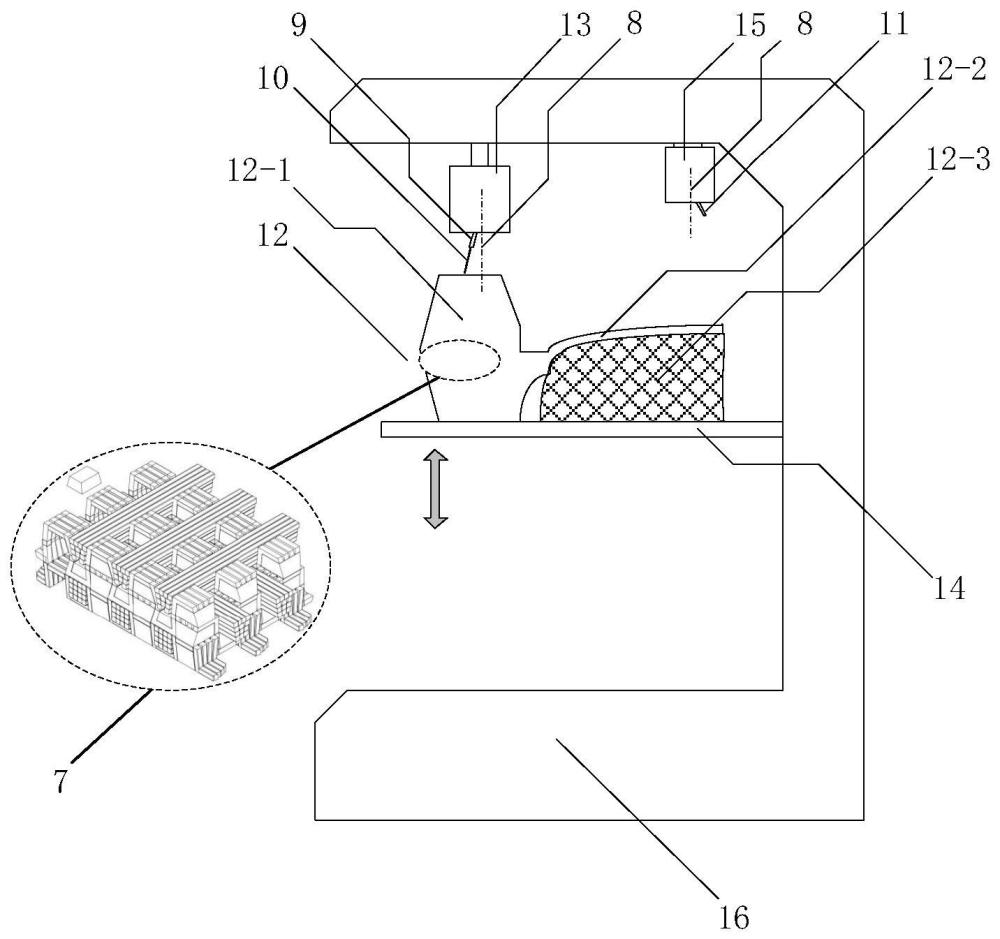
8、长丝纤维垂向榫卯构造的三维打印机,其主要构造包括:3d打印头组件、打印平台、机壳、电子控制部分;在电子控制部分的驱动控制下3d打印头组件相对于打印平台做三维运动,纤维丝及填充物料经由送料管送出,层层堆积在打印平台上。
9、要求:3d打印机的打印头组件上的送料管包括填充料送料管和可倾斜送料管至少一个可以改变与垂直方向z轴的夹角及方位,方位的改变是通过绕z轴转动来完成;该做法的目的:是将长丝纤维及填充物料送至打印物件表面的深坑内,而且深坑具有反斜角的底部,坑底的面积或长度大于坑口的面积或长度;改变角度的方式是通过多种常规的机械途径(比如:利用2轴转台);则3d打印头组件需要万向送料管或万向引丝针构造。
10、3d打印物件被打印在打印平台上;长纤维(连续碳纤维)是由可倾斜送料管(万向送料管)送出,粘结纤维的胶水可以经由可倾斜送料管同步送出,或是经由另行管道喷出;另外,填充物料可以通过独立的喷嘴或是伴随可倾斜送料管一并送出;胶水的固化方式可以是局部热固化,局部紫外,局部压敏等常规的固化方式。需要说明的是:打印长丝纤维还需要剪断及开头端的引丝(长丝的开头端的粘接)构造,剪断可以通过可以收回的刀具切断或激光烧断来完成;胶水的快速固化也通过光、热及压敏来实现。
11、*垂直(燕尾)榫卯的三维打印物件:
12、带有榫卯构造部位的3d打印物件的特点:是由覆盖带、经束、纬束和短束交织组成;所谓经束、纬束是由3d打印头组件逐层打印完成的连续(碳)纤维的“垄台型纤维束”条状胶粘堆砌物,一般是2层到200层以下;而短束是由连续的纤维或是直接使用填充(胶性)物资逐层打印完成的(一般也是2到200层);经束及纬束分为上面及侧面(侧面为4边型或多边形、曲线多边形);短束分为大面、小面及周边侧面斜坡(各面为4边型或多边形、曲线多边形,短束多为6面体构造);覆盖带是由3d打印头组件逐层打印完成的连续(碳)纤维打印构造,穿梭于至少2个(层)构造的经束、纬束和短束之间,既有水平方向的长纤维打印段,也有垂向打印段,覆盖带上的每一条覆盖长丝纤维都是包括覆盖于上部的经束、纬束、短束和下一层覆盖带的上面或经束、纬束、短束的侧面上,当打印铺设完成后,将在打印物件表面上留有一条条的“垄沟型”的燕尾榫卯凹陷(该凹陷是为接下来的垂向榫卯构造的衔接创造技术关键);接下来就在燕尾榫卯凹陷内打印铺设长丝纤维;
13、概括地讲:每一次覆盖带打印完成后,都在打印物件的新的表面留有垂向燕尾榫卯凹陷或的垂向燕尾榫卯凸起构造,且凹陷及凸起都是燕尾状的;在后续打印中,要在下一构造层中打印填充这一燕尾榫卯凹陷,或是打印包裹这一燕尾榫卯凸起构造,由于是上大底小的燕尾构造的相互嵌套关系,他们之间的相互结合是不能拔出的;而另一方面:覆盖带的纤维的抗拉性将会沿着垂直(z轴)方向产生大的抗拉强度;再结合经束、纬束的水平方向的抗拉特点,就使得打印物件形成了在所有(x、y、z)方向上的均衡抗拉强度,充分发挥出了连续纤维的潜力。
14、*长丝纤维垂向榫卯构造的成型方法(三维打印方法);该成型方法为:首层纤维束构造的燕尾榫卯凹陷打印、次层构造纤维束的燕尾榫卯凹陷打印(含对上层的纤维束填充)、…、…、再次层构造的纤维束的燕尾榫卯凹陷打印(含对上层的纤维束填充),燕尾榫卯凹陷的最根本的特征是:在经束、纬束和的短束至少一个侧面是反斜面的;循环往复。
15、详细而言:
16、建立首层纤维束构造的燕尾榫卯凹陷打印:需要的话在基础打印完成之后开始建设首层;就是打印间隔铺设经束或纬束,各经束或各纬束之间保持一定的间距,各经束或各纬束的侧面是垂直的平面或是与垂直平面有着一定夹角的平面或曲面;接下来就在经束或纬束的间隔区域或是经束或纬束的上面铺设短束,短束是由连续的纤维或是直接使用填充(胶性)物资逐层打印完成的,短束分为大面、小面及周边侧面斜坡(各面为4边型或多边形、曲线多边形,短束多为6面体构造);然后铺设覆盖带,覆盖带上的每一条覆盖长丝纤维包括覆盖于上部的经束、纬束、短束和下一层覆盖带的上面或经束、纬束、短束的侧面上,该覆盖带在由短束的侧面向短束上面覆盖时,随着短束上面的扩展而扩展,就形成了反斜面;这样经过每一层覆盖带、经束、纬束和短束交织铺设后,总会有些地带留有带有反斜面的燕尾榫卯凹陷构造,为下一个铺层的燕尾榫卯凸起构造留有填充空间;而不仅仅是依赖填充的胶粘力维持打印物件的垂直方向拉断强度,而是依赖构造层之间的燕尾榫卯凹陷构造与燕尾榫卯凸起构造的无法拔出的关系,来逼迫只有拉断长丝纤维才能断裂。
17、本发明的有益效果:
18、获得了长丝纤维的3维打印物体的所有方向的抗拉强度,实现了打印物件形成了在所有(x、y、z)方向上的均衡抗拉强度,充分发挥出了连续纤维的潜力。
本文地址:https://www.jishuxx.com/zhuanli/20241021/318118.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。