模具设备的制作方法
- 国知局
- 2024-10-15 10:25:39
本公开涉及一种模具设备,该模具设备可以通过集成可移除的边沿形的芯以在分模表面中限定多个腔体来同时或选择性地制造各种尺寸的注塑成型产品。
背景技术:
1、注塑模具配备有一组芯,该组芯被构造成在分模表面中限定与产品的形状相对应的腔体。在该组芯彼此接触的情况下,熔融树脂被注入到腔体中,然后冷却以硬化。然后,该组芯被打开,从而取出在腔体中模制的注塑成型产品。
2、注塑模具通常被用于通过在一个分模表面中限定一个腔体来生产大量相同形状的注塑成型产品。然而,由于无论是制造大型注塑成型产品还是制造小型注塑成型产品都仅存在一个腔体,因此仅一个注塑成型产品被制造。因此,期望产品的所有注塑操作仅可以通过具有可以限定与相应注塑成型产品的尺寸相对应的腔体的多个模具来执行。
3、当可以限定与相应注塑成型产品的尺寸相对应的腔体的模具的数量不足时,在制造特定尺寸的注塑成型产品之后,可以通过更换模具中的芯来制造不同尺寸的注塑成型产品。然而,当仅通过更换芯来制造注塑成型产品时,当模具由于模具的冷却不足而不能承受高温时,模具可能被损坏,并且注塑成型产品的质量也可能受影响。
4、最近,正在使用所谓的多腔体注塑模具,该多腔体注塑模具可以通过在一个分模表面中限定多个腔体而用单次注塑来制造多个注塑成型产品。在典型的多腔体注塑模具中,多个腔体连接到一个分模表面以制造一个注塑成型产品。此后,腔体之间的连接部分被切割以将注塑成型产品分成多个产品。
5、然而,在这种情况下,当在控制熔融树脂或模具的温度时存在问题并且注塑成型产品有缺陷时,必须丢弃整个产品。此外,即使在正确执行注塑时,不仅因为注塑成型产品必须被切割成单个产品而花费长时间来制造产品,而且还存在一些限制,例如需要附加的装备和人力而导致的附加成本以及在工作期间可能发生的损坏,这可能导致注塑成型产品的质量下降。
6、此外,即使当在一个分模表面中单独限定多个腔体时,熔融树脂到每个腔体中的注入时间也可能根据腔体的位置、形状或尺寸而不同,这可能导致多个腔体之间的注塑成型的不平衡。在这种情况下,如上所述,注塑成型产品的质量下降。另外,模具的尺寸根据注塑成型产品的尺寸和数量不可避免地增大。
7、当形成显示装置的外观的外壳被制造为注塑成型产品时,也可能出现上述问题。这是因为显示装置可能以各种英寸来制造,并且因此,非常需要在不降低质量的情况下有效地制造各种尺寸的外壳。
技术实现思路
1、技术问题
2、本公开旨在提供一种模具设备,更具体地,提供一种这样的模具设备,该模具设备可以通过集成与形成显示装置的外观的外壳的形状相对应的多个边沿形的芯而在不增大模具的厚度或尺寸的情况下在分模表面中限定多个腔体。
3、另外,本公开旨在提供一种模具设备,该模具设备可以通过附接和拆卸芯而选择性地制造各种尺寸的外壳。
4、此外,本公开旨在提供一种模具设备,该模具设备可以经由热流道结构以及形成在每个芯内部的注入管线和冷却管线来提高所制造的外壳的质量和可靠性。
5、本公开中要解决的问题不限于上述问题,并且其他未提及的问题能够通过以下描述被本公开所属技术领域的普通技术人员清楚地理解。
6、技术方案
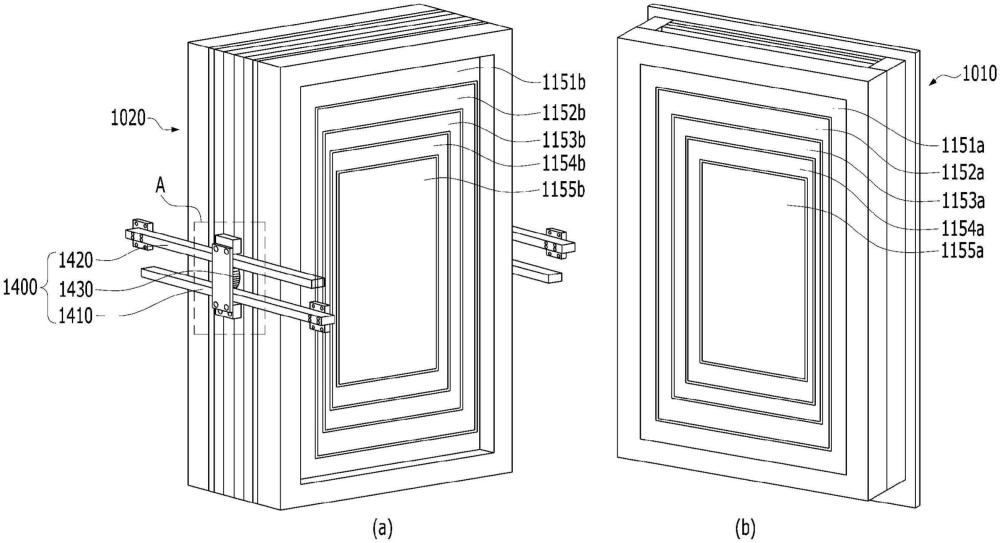
7、提供了一种模具设备,所述模具设备包括:固定模具,所述固定模具包括第一分模表面;第一活动模具,所述第一活动模具包括面对所述第一分模表面的第二分模表面;以及第一芯组件,所述第一芯组件由固定芯和第一活动芯构成,所述固定芯联接到所述固定模具的所述第一分模表面,所述第一活动芯联接到所述第一活动模具的所述第二分模表面并且在与所述固定芯接触时限定腔体,其中,所述第一芯组件包括:边沿形的第一芯,所述第一芯包括第一腔体;以及第二芯,所述第二芯向所述第一芯的内侧或外侧定位,与所述第一芯形成同一平面,并且包括具有与所述第一腔体的尺寸不同的尺寸的第二腔体。
8、所述第一芯和所述第二芯可以在所述固定模具和所述第一活动模具中能拆卸地彼此联接。
9、所述第一芯可以包括第一注入管线,所述第一注入管线在所述第一芯的一侧处延伸穿过所述第一芯并且连接到所述第一腔体,并且所述第二芯可以包括第二注入管线,所述第二注入管线在所述第二芯的一侧处延伸穿过所述第二芯并且连接到所述第二腔体。
10、所述固定模具可以在与所述第一分模表面相反的表面上包括浇口套,其中,熔融树脂被注入到所述浇口套中,并且所述浇口套可以连接到热流道,其中,所述热流道分别经由所述第一注入管线和所述第二注入管线将所述熔融树脂注入到所述第一腔体和所述第二腔体中。
11、所述热流道可以包括:第一热流道,所述第一热流道连接到所述浇口套,延伸穿过所述固定模具和所述第一活动模具,并且在第一方向上形成;第二热流道,所述第二热流道在垂直于所述第一方向的第二方向上从所述第一热流道分支;以及第三热流道,所述第三热流道在所述第一方向上从所述第二热流道分支并且连接到所述第一注入管线和所述第二注入管线。
12、所述第一芯可以包括第一冷却管线,所述第一冷却管线在纵向方向上形成为与向内定位的所述第一腔体间隔开,并且所述第二芯可以包括第二冷却管线,所述第二冷却管线在所述纵向方向上形成为与向内定位的所述第二腔体间隔开。
13、所述第一活动模具可以在与所述第二分模表面相反的侧面处包括第三分模表面,并且所述模具设备还可以包括:第二活动模具,所述第二活动模具包括面对所述第三分模表面的第四分模表面;以及第二芯组件,所述第二芯组件由第二活动芯和第三活动芯构成,所述第二活动芯联接到所述第一活动模具的所述第三分模表面,所述第三活动芯联接到所述第二活动模具的所述第四分模表面并且在与所述第二活动芯接触时限定腔体。
14、所述模具设备还可以包括驱动器,所述驱动器配置成允许所述第一活动模具与所述第二活动模具的在前后方向上的操作相关联地在所述前后方向上移动,并且所述驱动器可以包括:第一齿条,所述第一齿条位于所述固定模具的侧表面和所述第一活动模具的侧表面上;第二齿条,所述第二齿条位于所述第一活动模具的侧表面和所述第二活动模具的侧表面上;以及小齿轮,所述小齿轮与所述第一齿条和所述第二齿条接合。
15、所述驱动器可以包括引导块,所述引导块允许所述第一齿条和所述第二齿条在保持所述第一齿条和所述第二齿条之间的相等分隔距离的同时与所述小齿轮接合。
16、所述第二芯组件可以包括:边沿形的第三芯,所述第三芯包括第三腔体;以及第四芯,所述第四芯向所述第三芯的内侧或外侧定位,与所述第三芯形成同一平面,并且包括具有与所述第三腔体的尺寸不同的尺寸的第四腔体。
17、所述第三腔体和所述第四腔体的尺寸可以与所述第一腔体和所述第二腔体不同。
18、所述第三芯和所述第四芯可以在所述第一活动模具和所述第二活动模具中能拆卸地彼此联接。
19、有益效果
20、根据本公开的模具设备可以通过集成与形成显示装置的外观的外壳的形状相对应的多个边沿形的芯而在不增大模具的厚度或尺寸的情况下在分模表面中限定多个腔体。
21、另外,可以通过附接和拆卸芯来选择性地制造各种尺寸的外壳。
22、此外,本公开旨在提供一种模具设备,该模具设备可以经由热流道结构以及形成在每个芯内部的注入管线和冷却管线来提高所制造的外壳的质量和可靠性。
23、本公开可以获得的效果不限于上述效果,并且其他未提及的效果能够由本公开所属技术领域的普通技术人员从以下描述中清楚地理解。
本文地址:https://www.jishuxx.com/zhuanli/20241014/317653.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表