一种飞秒激光加工热敏金属材料的方法及系统与流程
- 国知局
- 2024-10-21 14:48:40
本发明涉及医疗器械加工,特别涉及一种飞秒激光加工热敏金属材料的方法及系统。
背景技术:
1、微创手术具有许多优势,在许多此类医疗手段中,都要使用海波管(有时称为导丝)这一关键设备。这些海波管需要小而柔韧,才能进入人体血管。并且海波管必须满足许多复杂的要求。其边缘必须无毛刺,而且其所包含的材料应柔软且易于消毒。其远端设计可以是简单的切口,也可以是复杂的微加工部件。为了能够可靠运行,海波管在承受一定扭矩时应具有柔韧性,并且必须能够承受扭结和推动。金属海波管通过其管壁上的切口图案获得柔韧性。间断螺旋图案是实现柔韧性的方法之一。切口长度和切口间距决定了管的剩余刚度。切口精度对于确保海波管在手术中正确工作至关重要。
2、现有的海波管远端形态基本可分为三类:衬丝型、阶梯型和切割型。
3、衬丝型无平滑过渡,从近端管体到远端衬丝在抗弯折性和柔顺性方面变化大且突然,同时因为衬丝柔软,它对球囊扩张导管的远端杆体的支撑能力也较差。
4、阶梯型海波管受管体直径和阶梯部份的长度限制,通常过渡段较短,无法实现柔顺性能的缓慢渐变也无法对导丝口更远端部分的杆体进行支撑,这就限制了海波管的推送力传递性能。而且阶梯型的海波管在导丝口部位占用球囊扩张导管的远端杆体内腔比例较大,容易影响球囊扩张导管的充盈和回抽时间(在介入手术过程中需要向球囊扩张导管的远端杆体管腔中注入造影剂液体使球囊扩张)。
5、切割型通过在海波管管体做不同纹路设计的切割提高管体径向的柔软度同时不影响轴向力的传导。若要实现与球囊扩张导管的远端杆体的配合切割型的海波管他需要与阶梯型组合使用,因为切割处理只能在完整的管体上进行。相对于阶梯型,切割型的海波管从近端到远端在抗弯折性和柔顺性方面过渡平滑,但是同样无法很好地将推送力传递到比导丝口更远端的杆体上,也会出现在导丝口部位占用球囊扩张导管的远端杆体内腔比例较大,容易影响球囊扩张导管的充盈和回抽时间的问题,应用镍钛合金材料可以很好的解决此问题。
6、镍钛合金,也被称为n i t i合金或记忆合金,具有独特的形状记忆效应、超弹性、良好的生物相容性和抗腐蚀性等特性,被广泛地应用于医疗器械、航空航天和电子行业。镍钛合金可用来生产心血管支架、正畸丝、微型夹持器、传感器等精密器件。在实际应用中,制造这类微型器件需要对超弹镍钛合金进行精密切割,才能满足结构、尺寸和性能的要求。但超弹镍钛合金对应力、热影响和机械张力的敏感性高,使用传统刀具加工会严重磨损刀具,产品表面毛刺多,硬化严重,加工质量不稳定。例如传统的电火花加工(e l ectr i ca ldi scharge mach i n i ng,简称edm),利用连续移动的细金属丝(称为电极丝)对工件进行脉冲火花放电蚀除金属、切割成型,电火花加工在放电过程中部分能量消耗在工具电极上,导致电极损耗,影响成型精度,切割位置存在热影响区,加工后的产品表面粗糙度较大。
7、镍钛合金切割需要使用特殊的加工技术,而激光加工是非接触、精确和局部化的能量输入,热冲击低,热影响区小,特别适用于加工高硬度、高脆性及高熔点的材料,激光脉冲分为长脉冲和短脉冲。
8、其中,长脉冲激光切割,由于长脉冲激光的脉宽较长(毫秒级),能量密度较低,在对超弹镍钛合金进行切割时,切割位置存在热影响区,易造成熔渣堆积的问题,使切割后的产品在切缝两侧产生毛刺,精度较差。
9、而飞秒激光脉冲具有极短的脉冲宽度和极高的峰值功率,与物质相互作用时呈现强烈的非线性效应,飞秒激光脉冲主要依靠多光子吸收机制来加工一些长脉冲激光无法作用的透明材料。飞秒脉冲作用时间极短,热效应小(几乎可以忽略),因而可以提高加工精度。但是现有飞秒激光切割系统依然存在聚焦区域较大,且空间分辨率不高,断面粗糙度相对较大,加工精度不够理想的问题。
技术实现思路
1、本发明的目的是针对现有技术存在的缺陷,提出了一种飞秒激光加工热敏金属材料的方法及系统,利用飞秒激光光束的高斯分布,通过高能飞秒激光长工作距离聚焦镜将呈高斯分布的飞秒激光光束聚焦到热敏金属材料表面或内部的任何位置,实现在激光聚焦区域非常小的范围内对热敏金属材料进行加工,即在突破衍射极限的指定位置处进行高精度加工,并具有空间分辨率高等特点。
2、本发明通过控制激光通量和聚焦条件来实现热敏金属材料的精密加工;本发明通过调整飞秒激光束平均功率、激光脉冲重复频率、扫描速率以及平台单次进给量改变激光通量,对热敏金属材料(尤其是镍钛合金微管)进行精密加工,实现对微米厚度镍钛管材的高质量切割;本发明采用高能飞秒激光长工作距离聚焦镜,通过调整聚焦条件,缩小激光聚焦区域,从而提高加工精度,并且还有效避免应用普通聚焦物镜存在的在高能激光作用下损坏从而影响加工的问题;本发明提出的飞秒激光加工热敏金属材料的方法,具有一定的适用性、可重复性,且能保证加工质量的一致性,可以使得加工后的样品的陡直度接近理想角度、断面粗糙度较小。
3、为实现上述目的,第一方面,本发明实施例提供了一种基于飞秒激光系统的飞秒激光加工热敏金属材料的方法,所述飞秒激光系统包括:飞秒激光器、光学模块、高能飞秒激光长工作距离聚焦镜、运动平台、成像模块、上位机和控制模块;所述高能飞秒激光长工作距离聚焦镜为空气间隙聚焦镜;
4、所述方法包括:
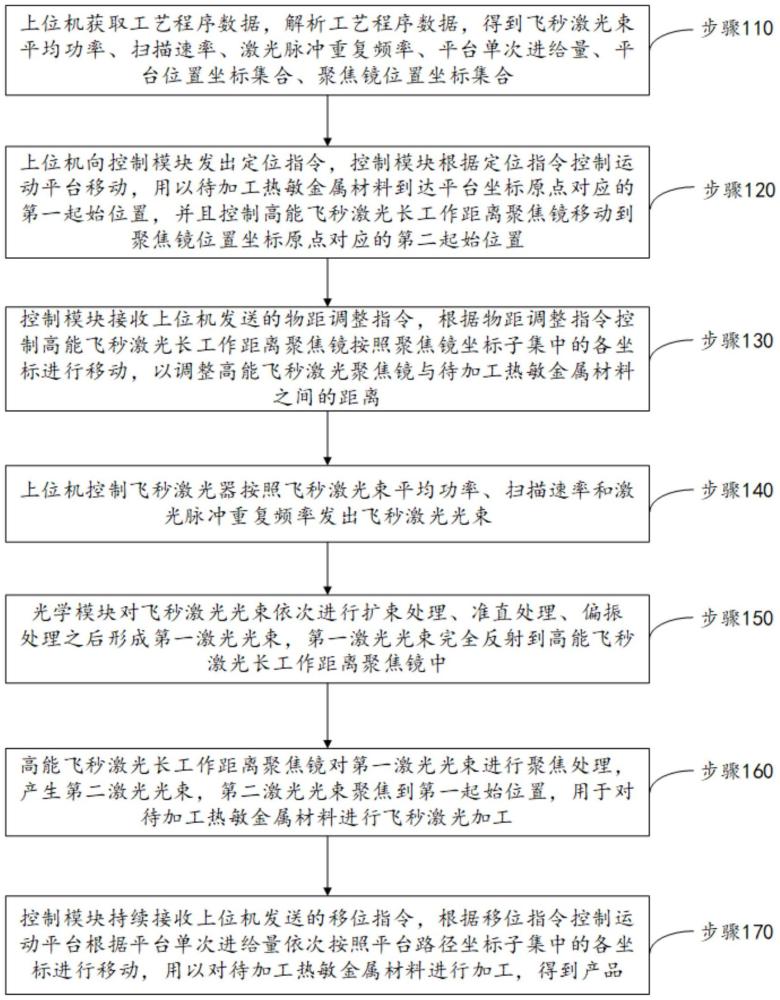
5、所述上位机获取工艺程序数据,解析所述工艺程序数据,得到飞秒激光束平均功率、扫描速率、激光脉冲重复频率、平台单次进给量、平台位置坐标集合、聚焦镜位置坐标集合;所述平台位置坐标集合包括:平台坐标原点和平台路径坐标子集;所述聚焦镜位置坐标集合包括:聚焦镜位置坐标原点和聚焦镜坐标子集;
6、所述上位机向所述控制模块发出定位指令,所述控制模块根据所述定位指令控制所述运动平台移动,用以待加工热敏金属材料到达所述平台坐标原点对应的第一起始位置,并且控制所述高能飞秒激光长工作距离聚焦镜移动到所述聚焦镜位置坐标原点对应的第二起始位置;
7、所述控制模块接收所述上位机发送的物距调整指令,根据所述物距调整指令控制所述高能飞秒激光长工作距离聚焦镜按照所述聚焦镜坐标子集中的各坐标进行移动,以调整所述高能飞秒激光长工作距离聚焦镜与所述待加工热敏金属材料之间的距离;
8、所述上位机控制所述飞秒激光器按照所述飞秒激光束平均功率、所述扫描速率和所述激光脉冲重复频率发出飞秒激光光束;
9、所述光学模块对所述飞秒激光光束依次进行扩束处理、准直处理、偏振处理之后形成第一激光光束,所述第一激光光束完全反射到所述高能飞秒激光长工作距离聚焦镜中;
10、所述高能飞秒激光长工作距离聚焦镜对所述第一激光光束进行聚焦处理,产生第二激光光束,所述第二激光光束聚焦到所述第一起始位置,用于对所述待加工热敏金属材料进行飞秒激光加工;
11、所述控制模块持续接收所述上位机发送的移位指令,根据所述移位指令控制所述运动平台根据所述平台单次进给量依次按照所述平台路径坐标子集中的各坐标进行移动,用以对所述待加工热敏金属材料进行加工,得到产品。
12、优选的,所述飞秒激光束平均功率在0.7w-4w之间;
13、所述飞秒激光器的激光脉宽在200飞秒-300飞秒之间;
14、所述扫描速率在1mm/s-10mm/s之间;
15、所述激光脉冲重复频率在50khz-1 mh之间;
16、所述平台单次进给量在20μm-40μm之间;
17、所述飞秒激光光束的波长为1030±10nm;
18、所述待加工热敏金属材料所处的气体环境为空气、氮气、氩气中的任一种气体环境;所述气体环境的气压在0.4mpa-1 mpa之间。
19、优选的,所述平台坐标原点和平台路径坐标子集中的每一个坐标包括:x1坐标、y1坐标、δ坐标,其中x1坐标为水平方向的横坐标,y1坐标为水平方向的纵坐标,δ坐标为旋转角度;
20、所述聚焦镜位置坐标原点和聚焦镜坐标子集中的每一个坐标包括:x2坐标、y2坐标、z坐标,其中x2坐标为水平方向的横坐标,y2坐标为水平方向的纵坐标,z坐标为垂直方向的坐标;
21、所述控制模块包括伺服电机、旋转电机和步进电机;所述运动平台包括基台和承载在所述基台上的卡盘;
22、所述伺服电机用于控制所述运动平台按照所述x1坐标和所述y1坐标进行移动,实现所述基台在水平方向上的移动;
23、所述旋转电机用于控制所述运动平台按照所述δ坐标进行移动,实现所述卡盘进行旋转运动;
24、所述步进电机用于控制所述高能飞秒激光长工作距离聚焦镜按照所述x2坐标和所述y2坐标在水平方向上进行移动,按照所述z坐标在垂直方向上进行移动。
25、优选的,所述光学模块包括:可变光束扩束器、反射镜、二分之一波片、四分之一波片和二向色镜;
26、所述光学模块对所述飞秒激光光束依次进行扩束处理、准直处理、偏振处理之后形成第一激光光束,所述第一激光光束完全反射到所述高能飞秒激光长工作距离聚焦镜中,具体包括:
27、所述可变光束扩束器对所述飞秒激光光束进行所述扩束处理;
28、所述反射镜对经过所述扩束处理后的光束进行所述准直处理;
29、所述二分之一波片对经过所述准直处理后的光束进行第一偏振处理;
30、所述四分之一波片对经过所述第一偏振处理后的光束进行第二偏振处理,形成第一激光光束;
31、所述二向色镜将所述第一激光光束完全反射到所述高能飞秒激光长工作距离聚焦镜中。
32、优选的,所述成像模块包括:高分辨率相机;
33、在所述上位机获取工艺程序数据之前,所述方法还包括确定所述聚焦镜位置坐标原点和确定所述平台坐标原点;
34、所述确定所述聚焦镜位置坐标原点具体包括:
35、所述高分辨率相机透过所述高能飞秒激光长工作距离聚焦镜采集到固定在所述运动平台上的所述待加工热敏金属材料的图像,通过图像确定所述待加工热敏金属材料的初始位置信息;所述上位机控制所述飞秒激光器发出飞秒激光光束,所述飞秒激光光束经所述高能飞秒激光长工作距离聚焦镜聚焦后产生空气电离点;所述高分辨率相机对所述空气电离点的光斑图像进行采集,并将所述光斑图像发送给所述上位机,所述上位机对所述光斑图像进行光斑中心的位置坐标提取,并根据提取到的位置坐标得到所述聚焦镜位置坐标原点;
36、所述确定所述平台坐标原点具体包括:所述高分辨率相机透过所述高能飞秒激光长工作距离聚焦镜采集到固定在所述运动平台上的所述待加工热敏金属材料的图像,确定图像中一个像素点为被加工起始点,根据当前加工起始点的位置坐标和光斑图像进行光斑中心的位置坐标计算得到平移距离参数,根据当前所述平台坐标和所述平移距离参数得到所述平台坐标原点。
37、优选的,所述空气间隙聚焦镜的结构为三片式分离结构;
38、所述空气间隙聚焦镜的焦距在50mm-100mm之间;
39、所述空气间隙聚焦镜包括:第一透镜、第二透镜和第三透镜;其中,所述第一透镜和所述第三透镜均为弯月型透镜,所述第二透镜为双凸型透镜;
40、所述第一透镜包括第一曲面和第二曲面,并且所述第一曲面的曲率半径的绝对值大于所述第二曲面的曲率半径的绝对值;
41、所述第二透镜包括第三曲面和第四曲面,并且所述第三曲面的曲率半径的绝对值小于所述第四曲面的曲率半径的绝对值;
42、所述第三透镜包括第五曲面和第六曲面,并且所述第五曲面的曲率半径的绝对值小于所述第六曲面的曲率半径的绝对值;
43、所述第二激光光束依次通过所述第一曲面、所述第二曲面、所述第三曲面、所述第四曲面、所述第五曲面和所述第六曲面,聚焦到所述第一起始位置,用于对所述待加工热敏金属材料进行飞秒激光加工。
44、优选的,在所述上位机获取工艺程序数据之前,所述方法还包括对所述待加工热敏金属材料进行预处理;所述预处理具体包括:将所述待加工热敏金属材料置于无水乙醇中进行超声清洗并干燥;
45、所述方法还包括对所述产品进行后处理;所述后处理具体包括:将所述产品置于无水乙醇中进行超声清洗并干燥。
46、第二方面,本发明实施例提供了一种飞秒激光系统,所述飞秒激光系统包括:飞秒激光器、光学模块、高能飞秒激光长工作距离聚焦镜、运动平台、成像模块、上位机和控制模块;其中,所述高能飞秒激光长工作距离聚焦镜为空气间隙聚焦镜;
47、所述上位机向所述控制模块发出定位指令、物距调整指令和移位指令;
48、所述控制模块根据所述定位指令控制所述运动平台移动,用以待加工热敏金属材料到达平台坐标原点对应的第一起始位置,并且控制所述高能飞秒激光长工作距离聚焦镜移动到聚焦镜位置坐标原点对应的第二起始位置;
49、所述控制模块根据所述物距调整指令控制所述高能飞秒激光长工作距离聚焦镜按照聚焦镜坐标子集中的各坐标进行移动,以调整所述高能飞秒激光长工作距离聚焦镜与所述待加工热敏金属材料之间的距离;
50、所述上位机控制所述飞秒激光器按照飞秒激光束平均功率、激光脉宽、扫描速率和激光脉冲重复频率发出飞秒激光光束;
51、所述光学模块对所述飞秒激光光束进行扩束处理、准直处理、偏振处理之后形成第一激光光束,所述第一激光光束完全反射到所述高能飞秒激光长工作距离聚焦镜中;
52、所述高能飞秒激光长工作距离聚焦镜对所述第一激光光束进行聚焦处理,产生第二激光光束,所述第二激光光束聚焦到所述第一起始位置,用于对所述待加工热敏金属材料进行飞秒激光加工;
53、所述控制模块根据所述移位指令控制所述运动平台根据平台单次进给量依次按照平台路径坐标子集中的各坐标进行移动,用以对所述待加工热敏金属材料进行加工。
54、优选的,所述飞秒激光束平均功率在0.7w-4w之间;
55、所述飞秒激光器的激光脉宽在200飞秒-300飞秒之间;
56、所述扫描速率在1mm/s-10mm/s之间;
57、所述激光脉冲重复频率在50khz-1 mh之间;
58、所述平台单次进给量在20μm-40μm之间;
59、所述飞秒激光光束的波长为1030±10nm;
60、所述成像模块包括高分辨率相机;所述高分辨率相机用于确定所述运动平台的平台坐标原点和所述高能飞秒激光长工作距离聚焦镜的聚焦镜位置坐标原点,并且所述高分辨率相机对所述待加工热敏金属材料生成图像信号,并将图像信号输送到外部显示设备用以显示图像。
61、优选的,所述平台坐标原点和平台路径坐标子集中的每一个坐标包括:x1坐标、y1坐标、δ坐标,其中x1坐标为水平方向的横坐标,y1坐标为水平方向的纵坐标,δ坐标为旋转角度;
62、所述聚焦镜位置坐标原点和聚焦镜坐标子集中的每一个坐标包括:x2坐标、y2坐标、z坐标,其中x2坐标为水平方向的横坐标,y2坐标为水平方向的纵坐标,z坐标为垂直方向的坐标;
63、所述控制模块包括伺服电机、旋转电机和步进电机;所述运动平台包括基台和承载在所述基台上的卡盘;
64、所述伺服电机用于控制所述运动平台按照所述x1坐标和所述y1坐标进行移动,实现所述基台在水平方向上的移动;
65、所述旋转电机用于控制所述运动平台按照所述δ坐标进行移动,实现所述卡盘进行旋转运动;
66、所述步进电机用于控制所述高能飞秒激光长工作距离聚焦镜按照所述x2坐标和所述y2坐标在水平方向上进行移动,按照所述z坐标在垂直方向上进行移动。
67、优选的,所述光学模块包括:可变光束扩束器、反射镜、二分之一波片、四分之一波片和二向色镜;
68、所述可变光束扩束器对所述飞秒激光光束进行所述扩束处理;
69、所述反射镜对经过所述扩束处理后的光束进行所述准直处理;
70、所述二分之一波片对经过所述准直处理后的光束进行第一偏振处理;
71、所述四分之一波片对经过所述第一偏振处理后的光束进行第二偏振处理,形成第一激光光束;
72、所述二向色镜将所述第一激光光束完全反射到所述高能飞秒激光长工作距离聚焦镜中。
73、优选的,所述空气间隙聚焦镜的结构为三片式分离结构;
74、所述空气间隙聚焦镜的焦距在50mm-100mm之间;
75、所述空气间隙聚焦镜包括:第一透镜、第二透镜和第三透镜;其中,所述第一透镜和所述第三透镜均为弯月型透镜,所述第二透镜为双凸型透镜;
76、所述第一透镜包括第一曲面和第二曲面,并且所述第一曲面的曲率半径的绝对值大于所述第二曲面的曲率半径的绝对值;
77、所述第二透镜包括第三曲面和第四曲面,并且所述第三曲面的曲率半径的绝对值小于所述第四曲面的曲率半径的绝对值;
78、所述第三透镜包括第五曲面和第六曲面,并且所述第五曲面的曲率半径的绝对值小于所述第六曲面的曲率半径的绝对值。
79、进一步优选的,所述空气间隙聚焦镜还包括平板镜;所述平板镜设置在所述第六曲面的出射光的一侧,用于保护所述高能飞秒激光聚焦。
80、本发明实施例提供的飞秒激光加工热敏金属材料的方法及系统,利用飞秒激光光束的高斯分布,通过高能飞秒激光长工作距离聚焦镜将呈高斯分布的飞秒激光光束聚焦到热敏金属材料表面或内部的任何位置,实现在激光聚焦区域非常小的范围内对热敏金属材料进行加工,即在突破衍射极限的指定位置处进行高精度加工,并具有空间分辨率高等特点。
81、本发明实施例提供的飞秒激光加工热敏金属材料的方法及系统,选用脉冲范围在200~300飞秒之间的飞秒激光器,将该飞秒激光器产生的飞秒激光束,依次经过光学模块的扩束、准直、偏振处理之后完全反射到高能飞秒激光长工作距离聚焦镜中进行聚焦,聚焦后的飞秒激光束入射至待加工热敏金属材料样品的表面,飞秒激光束与样品按预先设定的路径做相对移动进行加工,由于产品切口位置在飞秒激光作用下,材料产生相爆炸后均以气化的形式去除,因此不会产生碎屑积聚现象,加工后的热敏金属材料样品的陡直度接近理想角度,产品切割断面粗糙度较小,精度较高,产品加工质量的一致性较好。
82、本发明实施例提供的飞秒激光加工热敏金属材料的方法及系统,采用高能飞秒激光长工作距离聚焦镜,其可以承受较高的激光功率,并且将其优化到衍射极限,可以得到非常小的聚焦光斑,从而缩小激光聚焦区域提高加工精度;此外,由于本发明的高能飞秒激光长工作距离聚焦镜采用三片式分离结构设计,还有效避免普通聚焦物镜存在的在高能激光作用下容易损坏从而影响加工的问题。
83、本发明实施例提供的飞秒激光加工热敏金属材料的方法及系统,基于三维高精度运动平台,采用自下而上以及旋转的进给方式对热敏金属材料进行加工,可在材料任何位置进行作用,可以适用于较小管壁厚度的热敏金属材料(例如镍钛合金微管),另外将加工路径程序化,通过上位机控制运动平台实现加工,操作方便,具有一定的普适性和可重复性。
84、本发明实施例提供的飞秒激光加工热敏金属材料的方法及系统,搭建飞秒激光系统中应用高分辨率相机作为成像模块,方便观察并确定待加工热敏金属材料和飞秒激光焦点的位置,保证加工起始点的准确性,同时可以避免操作人员直视激光,具有一定的安全保护作用
本文地址:https://www.jishuxx.com/zhuanli/20241021/319377.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表