一种基于航空发动机低压涡轮转子叶片叶冠的修复方法与流程
- 国知局
- 2024-10-21 14:49:49
本发明属于发动机叶片修复,具体涉及一种基于航空发动机低压涡轮转子叶片叶冠的修复方法。
背景技术:
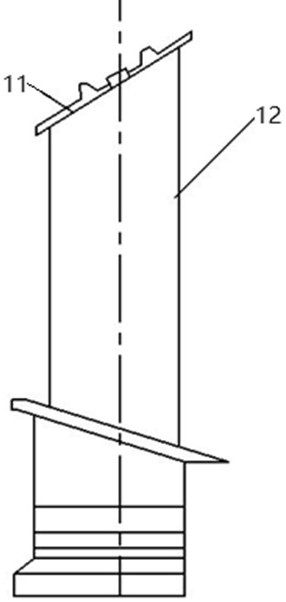
1、航空发动机低压涡轮叶片设计为带锯齿冠结构,其安装位置位于发动机燃烧室之后,服役时可利用叶冠间的限幅或摩擦阻尼,改变叶片的频率,削弱发动机的振动。由于涡轮叶片为热端部件,经受离心力、高温烧蚀、氧化腐蚀等外来因素影响,服役条件十分恶劣,且涡轮叶片在旋转过程中会受到来自相邻叶片叶冠的挤压、磨损、碰撞,因此在叶片叶冠非啮合面部位,因此服役一段时间后存在磨损、变形等现象。
2、当前的航空发动机维修领域,只是针对叶冠啮合面的修复,而对于非啮合面并不进行修复,通常选择直接装配或者更换叶片。但未修复叶片在装配时,由于叶冠非啮合面的磨损、变形,既可能导致叶片装配至最后一件叶片时装配空间不足,装配失败,也可能导致相邻叶片叶冠间存在间隙和偏转,致使发动机在服役中出现振动,影响发动机性能安全。而直接更换叶片虽然避免了装配失败,但会增加巨大的成本损失。
技术实现思路
1、本发明提出了一种基于航空发动机低压涡轮转子叶片叶冠的修复方法,其可实现叶冠非啮合面的修复,降低叶片装配失败和叶片更换带来的工作效率低下与成本损失。
2、本发明的目的是通过以下技术方案来实现的:
3、本发明公开一种基于航空发动机低压涡轮转子叶片叶冠的修复方法,包括以下步骤:
4、对待修复叶片的榫头和叶冠进行定位,分别磨削叶冠叶盆非啮合面和叶背非啮合面以去除叶冠非啮合面的磨损和变形区域的基体材料;
5、对叶冠非啮合面磨损和变形区域周围的区域进行抛修以露出金属光泽;
6、采用氩弧焊对叶冠非啮合面的磨损和变形区域进行堆焊,使得单面堆焊层厚度大于等于3mm,双面堆焊层厚度大于等于6mm;
7、进行热处理以去除焊接热应力;
8、对待修复叶片的榫头和叶冠进行定位,对堆焊区域进行磨削使叶片叶盆、叶背尺寸分别达到预定尺寸;
9、进行热处理以去除磨削应力。
10、本发明的有益效果是:
11、本发明通过去除叶冠非啮合面的磨损和变形区域的基体材料,再进行堆焊,对堆焊后的叶片进行整体的真空热处理,保证叶片在焊接后的应力去除,并通过数控磨床进行磨削,确保叶片叶冠非啮合面恢复至修理工艺规定的原始尺寸,符合发动机使用性能要求,避免叶片装配失败,减小叶片更换,降低成本损失。
技术特征:1.一种基于航空发动机低压涡轮转子叶片叶冠的修复方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种基于航空发动机低压涡轮转子叶片叶冠的修复方法,其特征在于,所述对叶冠非啮合面磨损和变形区域周围的区域进行抛修包括:
3.根据权利要求1所述的一种基于航空发动机低压涡轮转子叶片叶冠的修复方法,其特征在于,所述采用氩弧焊对叶冠非啮合面的磨损和变形区域进行堆焊包括:
4.根据权利要求1所述的一种基于航空发动机低压涡轮转子叶片叶冠的修复方法,其特征在于,所述进行热处理以去除焊接热应力包括:
5.根据权利要求1所述的一种基于航空发动机低压涡轮转子叶片叶冠的修复方法,其特征在于,所述进行热处理以去除磨削应力之后还包括:
技术总结本发明公开了一种基于航空发动机低压涡轮转子叶片叶冠的修复方法,包括以下步骤:对待修复叶片的榫头和叶冠进行定位,分别磨削叶冠叶盆非啮合面和叶背非啮合面以去除叶冠非啮合面的磨损和变形区域的基体材料;对叶冠非啮合面磨损和变形区域周围的区域进行抛修以露出金属光泽;采用氩弧焊对叶冠非啮合面的磨损和变形区域进行堆焊,使得单面堆焊层厚度大于等于3mm,双面堆焊层厚度大于等于6mm;进行热处理以去除焊接热应力;对待修复叶片的榫头和叶冠进行定位,对堆焊区域进行磨削使叶片叶盆、叶背尺寸分别达到预定尺寸;进行热处理以去除磨削应力。其可实现叶冠非啮合面的修复,降低叶片装配失败和叶片更换带来的工作效率低下与成本损失。技术研发人员:赵雷鸣,刘瑞,何思逸,肖雨豪受保护的技术使用者:国营川西机器厂技术研发日:技术公布日:2024/10/17本文地址:https://www.jishuxx.com/zhuanli/20241021/319460.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表