一种大壁厚差多腔壁板铝合金型材成形装置及方法
- 国知局
- 2024-11-18 18:20:31
本发明属于型材挤压成形,具体涉及一种大壁厚差多腔壁板铝合金型材成形装置及方法。
背景技术:
1、公开该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不必然被视为承认或以任何形式暗示该信息构成已经成为本领域一般技术人员所公知的现有技术。
2、近年来,航空航天、高速轨道交通等领域对结构件轻量化要求不断提高。大型多腔壁板类空心铝合金挤压型材,因具有材料轻量化和结构轻量化的双重优势,成为结构件轻量化的主要发展方向。该类型材往往断面大、壁厚差大、形状复杂,同时又要求有较高的尺寸精度和力学性能,还要保证纵向焊缝的界面结合质量,其几何形状的复杂性以及服役环境对成形精度和使用性能的高要求极大增加了模具设计和优化的难度。为了提高型材的尺寸精度和综合性能,挤压过程中需保证型材截面上的各部分金属以尽可能一致的速度、温度和所要求的厚度挤出模孔。然而,当空心型材壁厚差较大、截面形状较复杂时,往往很难保证挤压过程金属流动速度和温度等的均匀性。现有技术中,成型模具一般含有多组分流孔和分流桥,分流孔和分流桥的设计和优化是面临的难题之一。
3、分流孔的大小、形状、分布以及分流桥的走向、沉桥的设置等对入料量和材料流动速度具有直接影响。挤压过程中,局部区域入料过多通常会造成金属流动速度过快,而入料过少又会导致缺乏足够的材料输入,同时入料量的多少对挤压载荷及模具寿命也有重要影响。当型材壁厚差较大、截面形状较复杂时,往往很难协调不同壁厚处入料量和材料流动速度之间的关系,从而造成型材成形困难,或出现变形和开裂等缺陷。
4、另外,挤压模具中焊合室的形状和深度是影响型材纵向焊缝界面结合质量的关键因素,而引流槽、阻流块和工作带的设计对平衡型材截面上各质点流动速度具有重要影响。当型材壁厚差较大时,模具出口处型材截面上金属流动速度和温度等的差异较大。而目前常用的焊合室、引流槽、阻流块和工作带设计及优化方法对金属流动速度的调节幅度较小,难以有效提高模具出口处型材截面上金属流动速度的均匀性,无法保证型材的成形精度。
技术实现思路
1、针对目前大壁厚差多腔壁板类铝合金型材成形困难的技术问题,本发明的目的在于提供一种大壁厚差多腔壁板铝合金型材成形装置及方法,设置多组分流孔、两级焊合室和阶梯状阻流块,阻流块与两级焊合室相连接,以提高型材厚壁侧和薄壁侧金属流动速度的均匀性,避免型材横向偏移和变形、开裂等缺陷,提高型材14成形精度。
2、为了实现上述目的,本发明的技术方案为:
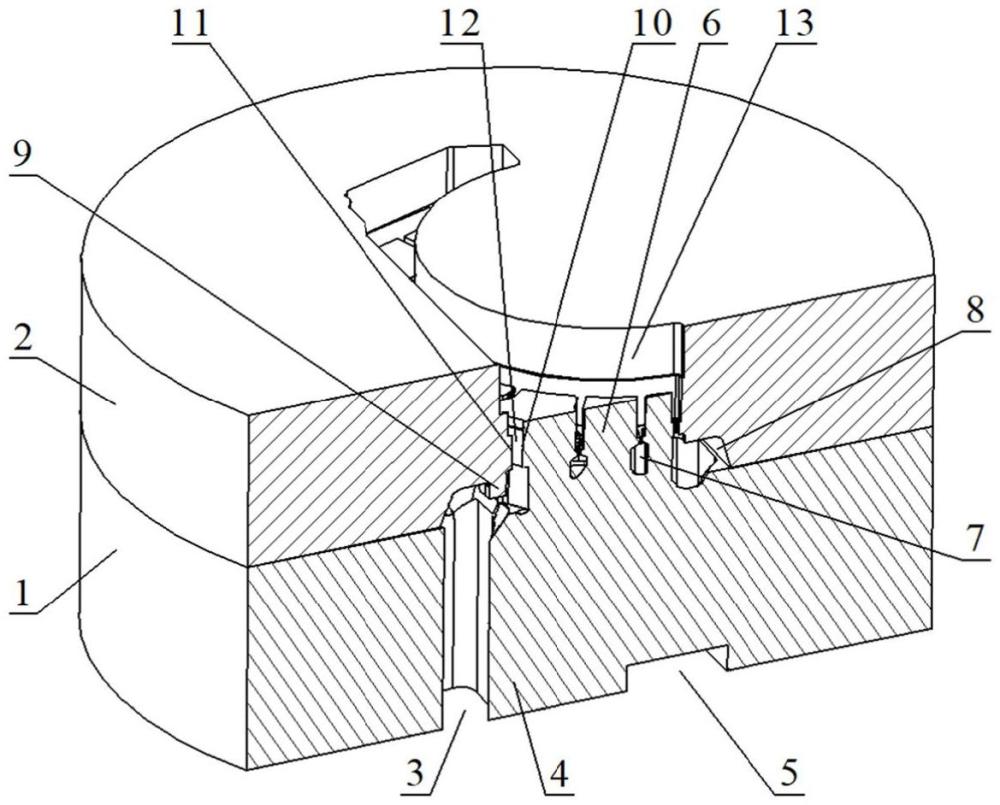
3、第一方面,一种大壁厚差多腔壁板铝合金型材成形装置,包括模具,所述模具包括上模和下模;
4、所述上模的入料处设置内组分流孔和外组分流孔,所述内组分流孔和所述外组分流孔分别包括多个分流孔;所述内组分流孔和所述外组分流孔之间设置有主分流桥,所述主分流桥上设置有向所述下模方向凸出的模芯;所述模芯包括多个子模芯,多个所述子模芯之间设置有引流槽;
5、所述下模设置有贯通的模孔,所述模孔外周设置有焊合室,所述焊合室包括一级焊合室和二级焊合室,所述一级焊合室与所述模孔之间设置所述二级焊合室,且所述二级焊合室的底面低于所述一级焊合室的底面,型材厚壁侧的所述二级焊合室底面向上凸起至高于一级焊合室底面的位置,形成阻流块;
6、所述引流槽连通模芯分别与两侧模孔之间的间隙。
7、可选的,所述主分流桥沿型材的多个内腔的分布方向设置。
8、可选的,所述内组分流孔和所述外组分流孔中,组内的分流孔之间设置有次分流桥,所述主分流桥宽度大于所述次分流桥。
9、可选的,所述主分流桥与所述次分流桥连通。
10、可选的,型材薄壁侧入料处的分流孔之间的分流桥设置为沉桥,沉桥两侧的分流孔设置为沉孔。
11、可选的,所述分流孔沿型材外壁的分布方向设置。
12、可选的,所述引流槽沿型材内部的腔壁分布方向设置。
13、可选的,所述阻流块为阶梯状,阶梯状是指:阻流块在靠近型材厚壁侧的壁厚相对较大处的高度增高,在靠近型材厚壁侧的壁厚相对较小处的高度降低。
14、可选的,所述阻流块的高度大于二级焊合室的深度,所述二级焊合室的深度为所述二级焊合室和所述一级焊合室底面的距离,所述阻流块与一级焊合室的底面连接。
15、可选的,所述模孔外围设置有所述二级焊合室,型材厚壁侧的所述二级焊合室底面设置所述阻流块,所述二级焊合室和/或所述阻流块外围设置所述一级焊合室。
16、可选的,所述模孔和所述模芯的表面设置工作带。
17、第二方面,一种大壁厚差多腔壁板铝合金型材成形方法,利用上述的大壁厚差多腔壁板铝合金型材成形装置,包括以下步骤:
18、s1、制备设定长度的挤压用坯料并加热保温,加热所用模具并保温;
19、s2、坯料通过分流孔被挤压进入模具,被分流桥分为多股金属流,并在一级焊合室内焊合;
20、s3、金属流从一级焊合室向模孔与模芯之间的间隙流动,厚壁侧金属流的流动受到阻流块的限制而流速降低,薄壁侧的金属流中,一部分流入引流槽,剩余部分流入二级焊合室;
21、s4、金属流由模孔与模芯之间的间隙挤出,与通过引流槽流出的金属流成形为大壁厚差多腔壁板铝合金型材。
22、可选的,s1中,挤压用坯料为铝或铝合金材质。
23、可选的,s2中,坯料被分流桥和沉桥分为多股金属流,金属流通过分流孔或沉孔进入一级焊合室。
24、可选的,s4中,金属流由工作带之间的通道挤出。
25、可选的,还包括步骤:
26、s5、将s4中挤出的型材进行在线风冷淬火和时效处理。
27、本发明的有益效果为:
28、1.本发明公开的成型装置中,成型模具针对大壁厚差多腔壁板类铝合金型材成形困难的问题,设计根据型材壁厚合理分布的多组分流孔和分流桥,对入料口的材料进行合理流量分配,并改善金属流动速度均匀性;针对型材薄壁侧金属流动速度较慢、而厚壁侧金属流动速度较快的问题,设置两级焊合室,在型材厚壁侧二级焊合室底面设置阶梯状阻流块,以平衡型材厚壁侧和薄壁侧的金属流动,避免型材发生横向偏移和局部翘曲。通过多方面的优化手段提高型材成形质量。
29、2.本发明公开的成型装置中,将分流桥设为一个主桥和多个分桥协调搭配的形式,并在主桥上设置模芯,在型材薄壁侧设置沉桥;阻流块外侧位于一级焊合室底面,即阻流块与两级焊合室同时相连接的设计,能够在改善金属流动速度均匀性的同时,平衡模具受力,延长模具使用寿命。
30、3.本发明公开的成型方法中,材料依次通过模具的分流孔、一级焊合室、二级焊合室和工作带;在焊合室中,厚壁侧材料的流动受到阻流块的阻碍而挤出速度降低,而薄壁侧的部分材料流入引流槽成为型材内部的腔壁。通过对分流孔、焊合室、引流槽、阻流块和工作带多方面的综合考虑和优化设计,能够改善型材厚壁侧和薄壁侧金属流动速度均匀性,提高型材成形精度。
技术特征:1.一种大壁厚差多腔壁板铝合金型材成形装置,包括模具,其特征在于,所述模具包括上模和下模;
2.如权利要求1所述的大壁厚差多腔壁板铝合金型材成形装置,其特征在于,所述主分流桥沿型材的多个内腔的分布方向设置;
3.如权利要求1所述的大壁厚差多腔壁板铝合金型材成形装置,其特征在于,型材薄壁侧入料处的分流孔之间的分流桥设置为沉桥,沉桥两侧的分流孔设置为沉孔。
4.如权利要求1所述的大壁厚差多腔壁板铝合金型材成形装置,其特征在于,所述分流孔沿型材外壁的分布方向设置。
5.如权利要求1所述的大壁厚差多腔壁板铝合金型材成形装置,其特征在于,所述引流槽沿型材内部的腔壁分布方向设置。
6.如权利要求1所述的大壁厚差多腔壁板铝合金型材成形装置,其特征在于,所述阻流块为阶梯状,阶梯状是指:阻流块在靠近型材厚壁侧的壁厚相对较大处的高度增高,在靠近型材厚壁侧的壁厚相对较小处的高度降低;
7.如权利要求1所述的大壁厚差多腔壁板铝合金型材成形装置,其特征在于,所述模孔外围设置有所述二级焊合室,型材厚壁侧的所述二级焊合室底面设置所述阻流块,所述二级焊合室和/或所述阻流块外围设置所述一级焊合室。
8.如权利要求1所述的大壁厚差多腔壁板铝合金型材成形装置,其特征在于,所述模孔和所述模芯的表面设置工作带。
9.一种大壁厚差多腔壁板铝合金型材成形方法,其特征在于,利用如权利要求1-8任一所述的大壁厚差多腔壁板铝合金型材成形装置,包括以下步骤:
10.如权利要求9所述的大壁厚差多腔壁板铝合金型材成形方法,其特征在于,s1中,挤压用坯料为铝或铝合金材质;
技术总结本发明涉及一种大壁厚差多腔壁板铝合金型材成形装置及方法,属于型材挤压成形技术领域。装置包括上模和下模;上模的入料处设置内组分流孔、外组分流孔和主分流桥,主分流桥上设置有向模孔凸出的模芯;模芯包括多个子模芯,多个子模芯之间设置有引流槽;下模的模孔外周设置一级焊合室,一级焊合室与模孔之间设置二级焊合室,且所述二级焊合室的底面低于所述一级焊合室的底面,型材厚壁侧的所述二级焊合室底面上凸至高于一级焊合室底面的位置,形成阻流块。本发明根据型材壁厚合理分布多组分流孔和分流桥,对入料口的材料进行合理流量分配;并设置两级焊合室和阻流块,以平衡型材厚壁侧和薄壁侧的金属流动,通过多方面的优化手段提高型材成形质量。技术研发人员:赵国群,孙璐受保护的技术使用者:山东大学技术研发日:技术公布日:2024/11/14本文地址:https://www.jishuxx.com/zhuanli/20241118/328287.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表