使用可振动工具对热塑性塑料的超声和振动焊接的制作方法
- 国知局
- 2024-11-19 09:40:41
本公开涉及使用可振动工具对热塑性塑料的超声和振动焊接、铆接、模锻、成形和去浇口。
背景技术:
1、本部分提供了与本公开相关的背景信息,其不一定是现有技术。
2、超声焊接是一种使用高频超声振动将两个或更多个零件连接在一起的工艺。例如,如图1所示,两个热塑性零件10、12可夹在夹具14(有时称为砧座或嵌套件)与超声变幅杆16(有时称为超声焊极)之间。变幅杆16发射超声能量,该超声能量导致在两个塑料零件10、12的界面处熔融,从而产生焊缝20。
3、除了图1所示的变幅杆16之外,超声焊接机还可包括转换器、换能器和/或增强器(有时统称为超声堆),以及用于在压力下将零件10、12保持在一起的压力机、超声发生器和/或控制器。
4、如图1所示,零件10的上表面22可以是平坦的(即,平面的)。同样地,与零件10的上表面22接触并向其传递超声能量的超声变幅杆16的面24也可以是平坦的。另选地,零件10的上表面22可具有三维轮廓(即,具有一个或多个峰和谷)。在这种情况下,超声变幅杆16的面24可被设置(例如,机加工或铸造)成具有与零件10的上表面22的三维轮廓互补的定制三维轮廓,如图2所示。
5、通常,超声变幅杆联接到压力机上,该压力机在变幅杆与工件接触的伸出位置(例如,如图1所示)和变幅杆与工件间隔开的缩回位置(例如,如图2所示)之间沿竖直方向(由箭头26指示)移动变幅杆。
6、可在超声变幅杆16与零件10的上表面22之间使用焊接膜以充当缓冲件并防止变幅杆16在零件10上产生不期望的可见标记。这些膜通常设置在用于膜进给机构的辊或卷轴上,该膜进给机构在变幅杆与待焊接的每个新零件之间拉动一段新的焊接膜。因为每段焊接膜仅使用一次,所以在超声焊接过程中可能产生不期望量的废料。另外,由于其薄且柔韧的性质,焊接膜易于折叠在其自身上,这会在零件10上产生不期望的可见标记。
技术实现思路
1、本部分提供了本公开的一般概述,并且不是其全部范围或其所有特征的全面公开。
2、根据本公开的教导内容,可振动工具可定位在可振动变幅杆与热塑性工件之间,用于将能量从变幅杆通过可振动工具传递到工件。可振动工具可减少或防止对热塑性工件的标记,并且可长期或无限期地使用,以连续和/或同时处理大量的热塑性工件。可振动工具的上表面可以是平坦的,用于与平坦面变幅杆交接。另选地,可振动工具的上表面可具有与变幅杆的三维轮廓互补的三维轮廓。类似地,可振动工具的下表面可以是平坦的或具有三维轮廓,用于与热塑性工件上的平坦表面或三维轮廓交接。以这种方式,可振动工具可与平坦面或轮廓变幅杆一起使用,用于处理具有与变幅杆面互补或不互补的表面的热塑性工件。
3、根据本公开的一个方面,一种系统包括具有面的可振动变幅杆、热塑性工件和定位在可振动变幅杆与热塑性工件之间的可振动工具。该系统被构造成激励可振动变幅杆,以将能量从可振动变幅杆通过可振动工具传递到热塑性工件,以引起热塑性工件的焊接、铆接、模锻、成形或去浇口。
4、根据本公开的另一方面,一种系统包括具有面的可振动变幅杆,热塑性工件,以及用于在可振动变幅杆与热塑性工件之间不接触的情况下将能量从可振动变幅杆传递到热塑性工件以引起热塑性工件的焊接、铆接、模锻、成形或去浇口的装置。
5、根据本公开的另一方面,一种方法包括:将可振动工具定位在可振动变幅杆与热塑性工件之间,该可振动工具具有上表面和下表面;以及使可振动变幅杆和热塑性工件中的至少一者相对于另一者移动,使得可振动工具的下表面接触热塑性工件的上表面,同时可振动工具的上表面接触可振动变幅杆的面。该方法还包括激励可振动变幅杆,以将能量从可振动变幅杆通过可振动工具传递到热塑性工件,以引起热塑性工件的焊接、铆接、模锻、成形或去浇口。
6、另外或另选地,该方法可包括多次使用该工具来处理多个热塑性工件,以及/或者使用该工具来同时处理多个热塑性工件。
7、另外或另选地,热塑性工件可包括第一部分和第二部分,并且该方法可包括使用可振动工具以引起第一部分和/或第二部分的焊接、铆接、模锻、成形或去浇口。
8、另外或另选地,热塑性工件可包括流道,并且该方法可包括使可振动变幅杆和热塑性工件中的至少一者相对于另一者移动,使得可振动工具的下表面接触流道,同时可振动工具的上表面接触可振动变幅杆的面。
9、另外或另选地,该方法可包括以超声频率激励可振动变幅杆。
10、另外或另选地,该方法可包括激励可振动变幅杆以在热塑性工件中产生焊缝,该焊缝平行或垂直于可振动变幅杆的振荡方向延伸。
11、另外或另选地,可振动工具的下表面可与热塑性工件的上表面互补,以允许在激励期间可振动工具的下表面与热塑性工件的上表面之间基本上均匀的接触。
12、另外或另选地,热塑性工件的上表面可具有三维轮廓,并且可振动工具的下表面可具有与热塑性工件的上表面的三维轮廓互补的三维轮廓。
13、另外或另选地,可振动变幅杆的面可具有三维轮廓,并且可振动工具的上表面可具有与变幅杆面的三维轮廓互补的三维轮廓。
14、另外或另选地,可振动变幅杆的面可以是基本上平面的。
15、另外或另选地,可振动工具可包括一种或多种金属、热塑性塑料和/或热固性塑料。
16、另外或另选地,该方法可包括使用增材制造或减材制造工艺来生产可振动工具。
17、另外或另选地,该方法可包括在激励期间用夹具支撑可振动工具和/或热塑性工件。此外,夹具可包括一个或多个可调节对准构件。
18、另外或另选地,可振动工具可联接到变幅杆。
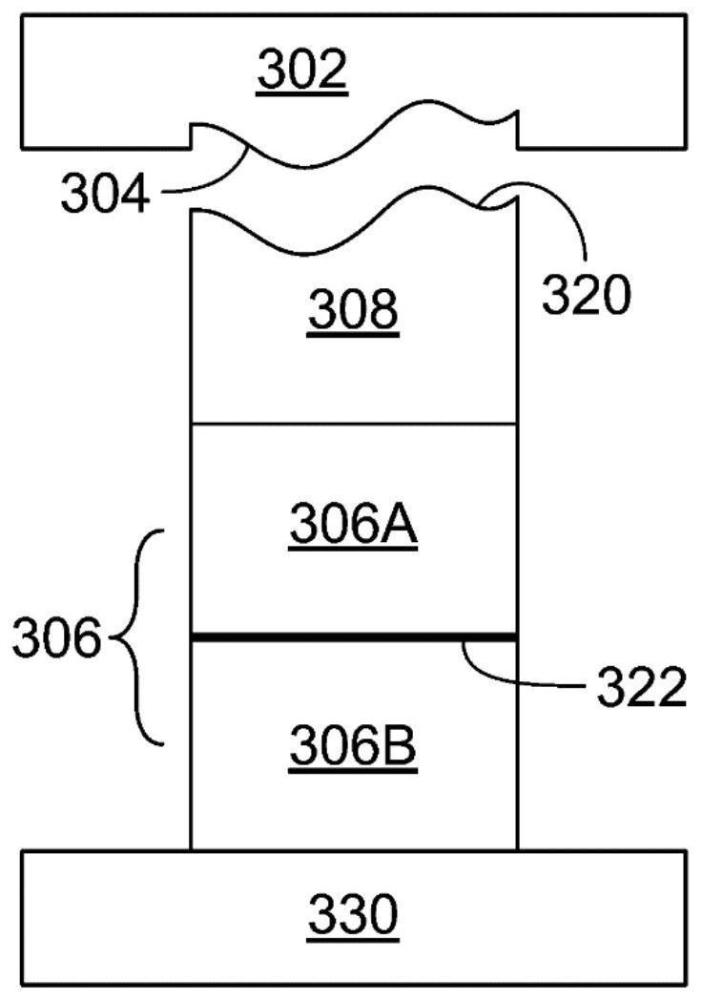
19、根据本公开的另一方面,用于热塑性工件的超声焊接系统包括具有面的超声变幅杆以及包括至少第一部分和第二部分的热塑性工件。第一部分和第二部分各自具有上表面和下表面。第一部分的上表面具有三维轮廓,并且第一部分的下表面在一个或多个位置处接触第二部分的上表面。该系统还包括定位在超声变幅杆的面与热塑性工件的第一部分的上表面之间的可振动工具。可振动工具包括上表面和下表面。可振动工具的下表面具有与热塑性工件的第一部分的上表面的三维轮廓互补的三维轮廓。该系统被构造成激励超声变幅杆,以将能量从超声变幅杆传递通过可振动工具并传递到所述一个或多个位置,以将热塑性工件的第一部分超声焊接至热塑性工件的第二部分。
20、根据本公开的另一方面,用于热塑性工件的超声焊接系统包括具有面的超声变幅杆以及包括至少第一部分和第二部分的热塑性工件。超声变幅杆的面具有三维轮廓。热塑性工件的第一部分和第二部分各自具有上表面和下表面。第一部分的下表面在一个或多个位置处接触第二部分的上表面。该系统还包括定位在超声变幅杆与热塑性工件的第一部分的上表面之间的可振动工具。可振动工具包括上表面和下表面。可振动工具的上表面具有与超声变幅杆的面的三维轮廓互补的三维轮廓。该系统被构造成激励超声变幅杆,以将能量从超声变幅杆传递通过可振动工具并传递到所述一个或多个位置,以将热塑性工件的第一部分超声焊接至热塑性工件的第二部分。
21、根据本公开的又一方面,一种超声焊接方法包括将可振动工具定位在具有面的超声变幅杆与具有至少第一部分和第二部分的热塑性工件之间。热塑性工件的第一部分具有上表面,该上表面具有三维轮廓。可振动工具具有上表面和下表面,该下表面具有与热塑性工件的第一部分的上表面的三维轮廓互补的三维轮廓。该方法还包括:使超声变幅杆和热塑性工件中的至少一者相对于另一者移动,使得可振动工具的下表面接触热塑性工件的第一部分的上表面,同时可振动工具的上表面接触超声变幅杆的面;以及激励超声变幅杆,以将能量从超声变幅杆通过可振动工具传递到热塑性工件,以在热塑性工件的第一部分与第二部分之间形成焊缝。
22、根据本公开的再一方面,一种超声焊接方法包括将可振动工具定位在具有面的超声变幅杆与具有至少第一部分和第二部分的热塑性工件之间。超声变幅杆的面具有三维轮廓。可振动工具具有下表面和上表面,该上表面具有与超声变幅杆的面的三维轮廓互补的三维轮廓。该方法还包括:使超声变幅杆和热塑性工件中的至少一者相对于另一者移动,使得可振动工具的下表面接触热塑性工件的第一部分的上表面,同时可振动工具的上表面接触超声变幅杆的面;以及激励超声变幅杆,以将能量从超声变幅杆通过可振动工具传递到热塑性工件,以在热塑性工件的第一部分与第二部分之间形成焊缝。
23、根据本文提供的描述,更多的适用方面和领域将变得显而易见。应当理解,本公开的各种方面可个别地实施或与一个或多个其他方面组合实施。还应当理解,本文的描述和具体示例旨在仅用于说明的目的,而不旨在限制本公开的范围。根据本文提供的描述,更多的适用领域将变得显而易见。本技术实现要素:中的描述和具体示例旨在仅用于说明的目的,而不旨在限制本公开的范围。
本文地址:https://www.jishuxx.com/zhuanli/20241118/329750.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表