一种双工位汽车门板组装生产线
- 国知局
- 2024-11-19 09:48:56
本发明涉及汽车生产,更具体地说,本发明涉及一种双工位汽车门板组装生产线。
背景技术:
1、目前现有的车门加工都是采用机械臂夹持,然后加工装置对车门进行加工,加工之后将车门通过机械臂转移至下一工序,然后机械臂再拾取下一个待加工的车门。虽然可以采用单机械臂完成所有的加工步骤,但是一物一用会导致生产效率大幅降低,例如在机械臂携带车门移动的过程中,加工装置处于待机、未运行的状态,由此会造成设备加工频率不高,生产效率较低的问题,因此如何提高生产效率,提高设备加工频率是本发明要解决的技术问题。
技术实现思路
1、在技术实现要素:部分中引入了一系列简化形式的概念,这将在具体实施方式部分中进一步详细说明。本发明的发明内容部分并不意味着要试图限定出所要求保护的技术方案的关键特征和必要技术特征,更不意味着试图确定所要求保护的技术方案的保护范围。
2、为至少部分地解决上述问题,本发明提供了一种双工位汽车门板组装生产线,包括:第一置物装置,用于放置待加工的工件;
3、第一机械臂,用于工件的加工,以及通过转运装置对工件进行夹持、转运;
4、加工装置,用于对第一机械臂转运的工件进行加工;
5、双工位装置,用于放置、固定经由第一机械臂转运的工件;
6、第二机械臂,用于工件的加工;
7、第二置物装置,用于放置、固定所述转运装置。
8、优选的是,所述双工位装置由通过旋转系统与地台连接的焊接架,以及两个在所述焊接架上对称设置的定位夹持模块组成,所述旋转系统用于控制所述焊接架转动,两个所述定位夹持模块交替对工件进行夹持。
9、优选的是,所述焊接架由与所述旋转系统活动连接的连接板、设置在所述连接板上的支撑架,以及两个对称设置的倾斜的连接框架组成,两个定位夹持模块分别设置在两个连接框架上。
10、优选的是,所述定位夹持模块由与所述焊接架连接的承载件,以及设置在所述承载件上的胎模、若干个夹持件、至少两个定位件组成,所述胎模上设置有至少两个触发装置,当工件与触发装置接触后,所述定位件和所述夹持件对工件进行定位和夹持、固定,所述胎模用于承托工件。
11、优选的是,所述触发装置由与所述胎模连接的第一连接件、用于与工件抵接的触发件,以及与所述触发件连接的检测设备组成,所述检测设备用于检测工件是否抵接在胎模上。
12、优选的是,所述触发件由与所述第一连接件连接的第一套筒、设置在所述第一套筒内的第一抵接件、与所述第一抵接件活动连接的转换件,以及套设在所述第一抵接件上的第一复位件组成,所述第一套筒的开口位于底部,所述第一抵接件的顶部贯穿所述第一套筒的顶部,并与所述第一套筒活动连接,所述转换件通过转动件与所述第一套筒的内壁活动连接,所述检测设备设置在所述转换件的底部,并与所述第一连接件连接。
13、优选的是,所述第一抵接件的底部设置有底面为斜面的滑动柱和第一插槽,所述滑动柱的外侧壁与所述第一套筒的内侧壁相适应,所述第一插槽贯穿所述滑动柱,并延伸至所述第一抵接件的内部,所述转换件为圆柱形,并通过所述第一插槽与所述第一抵接件活动连接,所述转换件的侧壁通过连接轴设置有辊轮,所述辊轮与所述滑动柱的底面抵接,所述第一复位件的一端与所述第一套筒的内顶面抵接,另一端与所述滑动柱的顶面抵接。
14、优选的是,所述第一抵接件和所述转换件位于同一中心轴线上,所述转换件的中心轴线与所述第一套筒的中心轴线平行。
15、优选的是,所述触发件由两个在所述第一连接件上对称设置的、底部开口的第二套筒和第三套筒、通过转动轴与所述第一连接件活动连接的第二连接件,以及与所述第二连接件活动连接的第二抵接件组成,所述第一连接件的顶面设置有三个开口槽,分别为第一槽、第二槽、第三槽,所述第二连接件位于所述第一槽内,所述第二套筒位于所述第二槽内,并通过所述第二套筒内的第二复位件与所述第二槽的内底部抵接,所述第三套筒位于所述第三槽内,并通过所述第三套筒内的第三复位件与所述第三槽的内底部抵接,所述第二套筒的顶部和所述第三套筒的顶部均与所述第二抵接件活动连接。
16、优选的是,所述第二连接件的顶部设置有第二插槽,所述第二抵接件为t形结构,所述第二抵接件的底部位于所述第二插槽内,并与所述第二插槽活动连接,所述第二抵接件的顶面设置有第三插槽,所述第三插槽内设置有螺钉,所述螺钉的螺纹段贯穿所述第三插槽的内底面和第二插槽的内底面,与所述第二连接件的转动轴螺纹连接,所述第二套筒上设置有倾斜的第一滑槽,第三套筒上设置有与所述第一滑槽对称的第二滑槽,所述第二抵接件上设置有第一滑杆和第二滑杆,所述第一滑杆贯穿所述第一滑槽,所述第二滑杆贯穿所述第二滑槽。
17、相比现有技术,本发明至少包括以下有益效果:
18、第一机械臂用于转运工件以及工件的加工,而第二机械臂仅对双工位装置上的工件进行加工,在工件加工进入收尾阶段之后,第一机械臂不再进行加工,而是开启下一工件的加工流程,在第二机械臂加工结束之后,不需要再依靠第一机械臂将工件取下,而是直接更换空闲的工位,用于下一个工件的安置,而加工好的工件,只需要在双工位装置再次转动前取下即可,由此能够大幅减少生产时间,并提高生产效率,双工位装置的旋转模式能够有效的将加工完的工件从加工的氛围中剥离,从而使得无论是人工取件,还是机械取件,其余设备均不会对取件产生干扰。
19、本发明所述的双工位汽车门板组装生产线,本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
技术特征:1.一种双工位汽车门板组装生产线,其特征在于,包括:
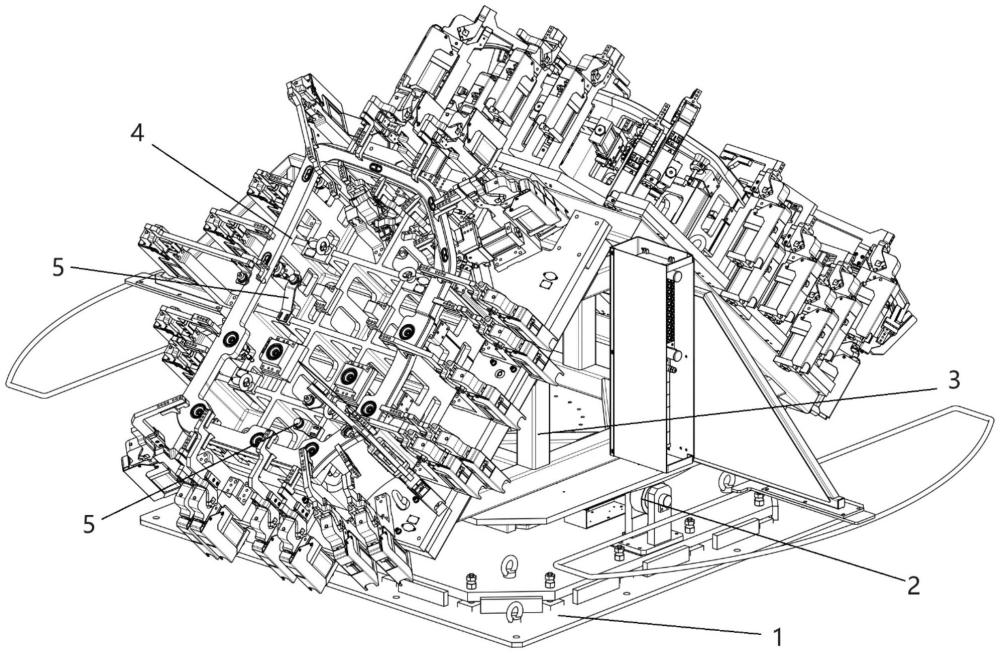
2.根据权利要求1所述的双工位汽车门板组装生产线,其特征在于,所述双工位装置(400)由通过旋转系统(2)与地台(1)连接的焊接架(3),以及两个在所述焊接架(3)上对称设置的定位夹持模块(4)组成,所述旋转系统(2)用于控制所述焊接架(3)转动,两个所述定位夹持模块(4)交替对工件(800)进行夹持。
3.根据权利要求2所述的双工位汽车门板组装生产线,其特征在于,所述焊接架(3)由与所述旋转系统(2)活动连接的连接板(31)、设置在所述连接板(31)上的支撑架(32),以及两个对称设置的倾斜的连接框架(33)组成,两个定位夹持模块(4)分别设置在两个连接框架(33)上。
4.根据权利要求2所述的双工位汽车门板组装生产线,其特征在于,所述定位夹持模块(4)由与所述焊接架(3)连接的承载件(41),以及设置在所述承载件(41)上的胎模(42)、若干个夹持件(43)、至少两个定位件(44)组成,所述胎模(42)上设置有至少两个触发装置(5),当工件(800)与触发装置(5)接触后,所述定位件(44)和所述夹持件(43)对工件(800)进行定位和夹持、固定,所述胎模(42)用于承托工件(800)。
5.根据权利要求4所述的双工位汽车门板组装生产线,其特征在于,所述触发装置(5)由与所述胎模(42)连接的第一连接件(51)、用于与工件(800)抵接的触发件(52),以及与所述触发件(52)连接的检测设备(53)组成,所述检测设备(53)用于检测工件(800)是否抵接在胎模(42)上。
6.根据权利要求5所述的双工位汽车门板组装生产线,其特征在于,所述触发件(52)由与所述第一连接件(51)连接的第一套筒(61)、设置在所述第一套筒(61)内的第一抵接件(62)、与所述第一抵接件(62)活动连接的转换件(63),以及套设在所述第一抵接件(62)上的第一复位件(64)组成,所述第一套筒(61)的开口位于底部,所述第一抵接件(62)的顶部贯穿所述第一套筒(61)的顶部,并与所述第一套筒(61)活动连接,所述转换件(63)通过转动件(68)与所述第一套筒(61)的内壁活动连接,所述检测设备(53)设置在所述转换件(63)的底部,并与所述第一连接件(51)连接。
7.根据权利要求6所述的双工位汽车门板组装生产线,其特征在于,所述第一抵接件(62)的底部设置有底面为斜面的滑动柱(65)和第一插槽,所述滑动柱(65)的外侧壁与所述第一套筒(61)的内侧壁相适应,所述第一插槽贯穿所述滑动柱(65),并延伸至所述第一抵接件(62)的内部,所述转换件(63)为圆柱形,并通过所述第一插槽与所述第一抵接件(62)活动连接,所述转换件(63)的侧壁通过连接轴(66)设置有辊轮(67),所述辊轮(67)与所述滑动柱(65)的底面抵接,所述第一复位件(64)的一端与所述第一套筒(61)的内顶面抵接,另一端与所述滑动柱(65)的顶面抵接。
8.根据权利要求7所述的双工位汽车门板组装生产线,其特征在于,所述第一抵接件(62)和所述转换件(63)位于同一中心轴线上,所述转换件(63)的中心轴线与所述第一套筒(61)的中心轴线平行。
9.根据权利要求5所述的双工位汽车门板组装生产线,其特征在于,所述触发件(52)由两个在所述第一连接件(51)上对称设置的、底部开口的第二套筒(72)和第三套筒(73)、通过转动轴(74)与所述第一连接件(51)活动连接的第二连接件(75),以及与所述第二连接件(75)活动连接的第二抵接件(76)组成,所述第一连接件(51)的顶面设置有三个开口槽,分别为第一槽(711)、第二槽(712)、第三槽(713),所述第二连接件(75)位于所述第一槽(711)内,所述第二套筒(72)位于所述第二槽(712)内,并通过所述第二套筒(72)内的第二复位件(721)与所述第二槽(712)的内底部抵接,所述第三套筒(73)位于所述第三槽(713)内,并通过所述第三套筒(73)内的第三复位件(731)与所述第三槽(713)的内底部抵接,所述第二套筒(72)的顶部和所述第三套筒(73)的顶部均与所述第二抵接件(76)活动连接。
10.根据权利要求9所述的双工位汽车门板组装生产线,其特征在于,所述第二连接件(75)的顶部设置有第二插槽,所述第二抵接件(76)为t形结构,所述第二抵接件(76)的底部位于所述第二插槽内,并与所述第二插槽活动连接,所述第二抵接件(76)的顶面设置有第三插槽,所述第三插槽内设置有螺钉(77),所述螺钉(77)的螺纹段贯穿所述第三插槽的内底面和第二插槽的内底面,与所述第二连接件(75)的转动轴(74)螺纹连接,所述第二套筒(72)上设置有倾斜的第一滑槽,第三套筒(73)上设置有与所述第一滑槽对称的第二滑槽,所述第二抵接件(76)上设置有第一滑杆(761)和第二滑杆(762),所述第一滑杆(761)贯穿所述第一滑槽,所述第二滑杆(762)贯穿所述第二滑槽。
技术总结本发明公开了一种双工位汽车门板组装生产线,包括:第一置物装置,用于放置待加工的工件;第一机械臂,用于工件的加工,以及通过转运装置对工件进行夹持、转运;加工装置,用于对第一机械臂转运的工件进行加工;双工位装置,用于放置、固定经由第一机械臂转运的工件;第二机械臂,用于工件的加工;第二置物装置,用于放置、固定所述转运装置。在第二机械臂加工结束之后,不需要再依靠第一机械臂将工件取下,由此能够大幅减少生产时间,并提高生产效率,双工位装置的旋转模式能够有效的将加工完的工件从加工的氛围中剥离,从而使得无论是人工取件,还是机械取件,其余设备均不会对取件产生干扰。技术研发人员:胡学敏,薛友宗,邓青松,曾兴豪,朱冬庭受保护的技术使用者:盐城工学院技术研发日:技术公布日:2024/11/14本文地址:https://www.jishuxx.com/zhuanli/20241118/330344.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表