低压导叶内机匣加工变形控制方法与流程
- 国知局
- 2024-11-21 11:43:41
本发明涉及航空发动机制造研究领域,具体为低压导叶内机匣加工变形控制方法。
背景技术:
1、低压导叶机匣是压气机部件重要组成部分,导叶机匣设计为左右半环和上下两截共四部分组成的分体式机匣件。零件周向均布的40处精密孔,该零件为外圈整面锥形薄壁流道件,最薄处仅1.8mm;端面均布6处同轴非等径深长通孔,左侧为φ4(+0.04,+0.025)、右侧为φ4(+0.012,0),深度达15.2;零件轴向均布40处通孔、端面均布6处通孔及20处螺纹孔,整体为多孔状弱刚性结构;零件轴向为非均两部分组成,其轴向精密长度尺寸及精密限位端面槽尺寸需在两部分组合后再加工保证,对组合加工工艺要求较高
2、现有的低压导叶机匣在加工流道的过程中,流道去除余量较大,径向去除余量单边最大达15.2mm,易产生加工变形,导致内孔同轴度和孔径超差较多,无法满足设计要求。
技术实现思路
1、本发明提供了一种低压导叶内机匣加工变形控制方法,以解决低压导叶内机匣在加工中易产生变形的技术问题。
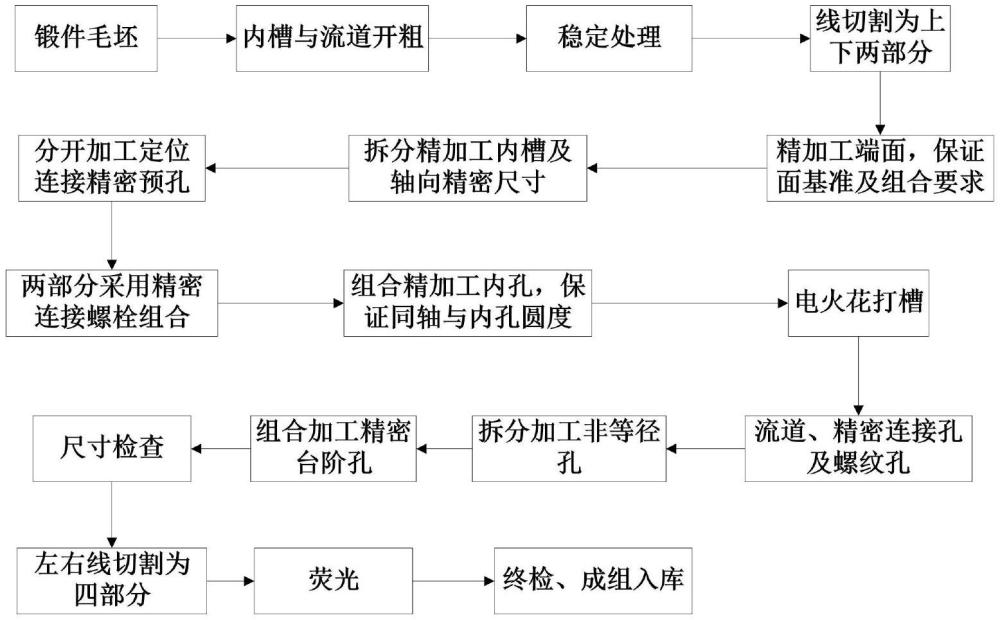
2、根据本发明的一个方面,提供一种低压导叶内机匣加工变形控制方法,包括如下步骤:
3、s100,机匣锻件毛坯制造;
4、s200,机匣内槽与流道开粗;
5、s300,稳定处理;
6、s400,将机匣线切割为上下两部分机匣;
7、s500,将上下两部分机匣拆分加工;
8、s600,加工后的上下两部分机匣组合安装并进行组合加工;
9、s700,将上下两部分机匣拆分,分别加工非等径孔;
10、s800,将上下两部分机匣组合安装,并组合加工精密台阶孔;
11、s900,将组合安装的机匣左右线切割,形成四部分机匣;
12、s100,将机匣荧光处理后进行终检,并将切割的机匣成组入库。
13、可选的,所述将上下两部分机匣拆分加工的步骤s500包括:
14、s510,精加工机匣端面,保证面基准及组合要求;
15、s520,拆分精加工机匣内槽及轴向精密尺寸;
16、s530,拆分加工定位精密连接预孔。
17、可选的,所述将加工后的上下两部分机匣组合安装并进行组合加工的步骤s600包括:
18、s610,将两部分机匣采用精密连接螺栓组合;
19、s620,组合精加工内孔,保证同轴与内孔圆度;
20、s630,电火花打槽;
21、s640,流道、精密连接孔及螺纹孔加工。
22、可选的,所述机匣内槽与流道开粗的步骤中,预留用于后续工序装夹的安装边。
23、可选的,所述机匣内槽与流道开粗的步骤中,机匣采用一侧支靠、另一侧压紧的方式夹紧固定。
24、可选的,所述精加工机匣端面,保证面基准及组合要求的步骤中采用磨削加工,磨削时整面支靠并通过安装边进行压紧,加工时先以平面度较好的面进行支靠,将另一面磨削到位,再以磨削面为支靠,加工另一面至最终尺寸。
25、可选的,所述拆分精加工机匣内槽及轴向精密尺寸的步骤中,由于开粗后零件为倾斜状态,考虑到内槽一次性装夹加工到位会产生压紧变形,将两处精密槽分两道工序进行加工,同时保证找正时的面基准与孔基准一致,加工完第二处精密槽后对前道工序加工的第一处精密槽进行计量,验证加工后精密槽是否有变形。
26、可选的,所述验证加工后是否有变形的步骤中,精密槽的合格尺寸为φa(+0.052,0),φb(0,+0.057)。
27、综上所述,本申请包括以下至少一种有益技术效果:
28、1.在进行线切割前的工序增加内槽和流道部分开粗内容,去除部分余量,使流道和内槽在后续精加工时所要切削的余量较小,降低变形风险,同时相比于将机匣线切割为两个部分后再进行内槽和流道的粗、精加工,在线切割的工序前,机匣为一个整体、稳定性较好,此时进行内槽和流道的开粗,能够进一步降低加工过程中产生变形的风险;
29、2.考虑到内槽一次性装夹加工到位会产生压紧变形,将两处精密槽分两道工序进行加工,能够提升加工的精度,降低机匣变形的风险;
30、3.通过对工艺路线优化、工序中加工内容更改、磨削方案改进和内孔端面槽切削路线优化等方面进行调整,控制低压导叶机匣组合加工工序工艺变形。
31、除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照图,对本发明作进一步详细的说明。
技术特征:1.低压导叶内机匣加工变形控制方法,其特征在于,
2.根据权利要求1所述的低压导叶内机匣加工变形控制方法,其特征在于,所述将上下两部分机匣拆分加工的步骤s500包括:
3.根据权利要求2所述的低压导叶内机匣加工变形控制方法,其特征在于,所述将加工后的上下两部分机匣组合安装并进行组合加工的步骤s600包括:s610,将两部分机匣采用精密连接螺栓组合;
4.根据权利要求3所述的低压导叶内机匣加工变形控制方法,其特征在于:所述机匣内槽与流道开粗的步骤中,预留用于后续工序装夹的安装边。
5.根据权利要求4所述的低压导叶内机匣加工变形控制方法,其特征在于:
6.根据权利要求2所述的低压导叶内机匣加工变形控制方法,其特征在于:
7.根据权利要求2所述的低压导叶内机匣加工变形控制方法,其特征在于:
8.根据权利要求7所述的低压导叶内机匣加工变形控制方法,其特征在于:
技术总结本发明公开了一种低压导叶内机匣加工变形控制方法,属于,其包括机匣锻件毛坯制造;机匣内槽与流道开粗;稳定处理;将机匣线切割为上下两部分机匣;将上下两部分机匣拆分加工;加工后的上下两部分机匣组合安装并进行组合加工;将上下两部分机匣拆分,分别加工非等径孔;将上下两部分机匣组合安装,并组合加工精密台阶孔;将组合安装的机匣左右线切割,形成四部分机匣;将机匣荧光处理后进行终检,并将切割的机匣成组入库。通过对工艺路线优化、工序中加工内容更改、磨削方案改进和内孔端面槽切削路线优化等方面进行调整,控制低压导叶机匣组合加工工序工艺变形。技术研发人员:肖威红,彭兴,何飞德,周贝,龚环球受保护的技术使用者:中国航发南方工业有限公司技术研发日:技术公布日:2024/11/18本文地址:https://www.jishuxx.com/zhuanli/20241120/332608.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表