一种旋转摩擦焊主轴支撑装置的制作方法
- 国知局
- 2024-11-21 11:49:42
本发明涉及摩擦焊接,具体涉及一种旋转摩擦焊主轴支撑装置。
背景技术:
1、旋转摩擦焊通过旋转和摩擦将两个工件连接在一起。这种技术在不使用填充材料的情况下,利用摩擦生热使接触面塑性化,然后通过轴向压力实现焊接,因此旋转摩擦焊接需要一个可以高速转动的主轴,主轴的支撑装置就是通过轴承稳定主轴的设备;
2、现有的旋转摩擦焊主轴支撑装置例如公开号为cn103084730a的中国专利申请的摩擦焊接电主轴以及公开号为cn105598574a的中国专利申请的搅拌摩擦焊接缝焊与点焊一体化主轴,该主轴在工作时,需要对焊件施加一个轴向的作用力,该作用力会反作用在主轴的支撑轴承上,导致支撑轴承大幅提高了工作负荷,降低了轴承的寿命。
技术实现思路
1、为了克服上述的技术问题,本发明的目的在于提供一种旋转摩擦焊主轴支撑装置,以解决现有技术中,在主轴工作时,需要对焊件施加一个轴向的作用力,该作用力会反作用在主轴的支撑轴承上,使支撑轴承的工作负荷大幅提高,导致了支撑轴承寿命变短的问题。
2、本发明的目的可以通过以下技术方案实现:
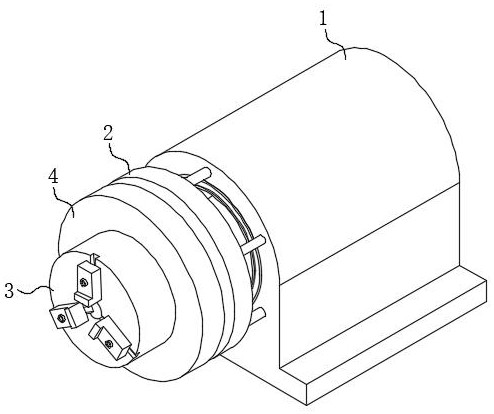
3、具体是提供一种旋转摩擦焊主轴支撑装置,包括主轴支撑座,其内部安装有支撑轴承,主轴支撑座上装载有控制模块,在主轴支撑座的一端安装有磁力控制机构,磁力控制机构与主轴支撑座之间设置有液压缸,在支撑轴承的内侧穿插有主轴本体,主轴本体包括固定轴和移动轴,在移动轴的侧面嵌套有磁力环,控制模块预先收集历史训练数据集合,基于历史训练数据集合,训练出预测磁力控制机构对磁力环施加的磁斥力值的机器学习模型,控制模块基于焊件的直径、主轴本体的转速值以及磁力控制机构对磁力环施加的磁斥力值变化生成焊件的熔合距离变化曲线,控制模块实时采集焊件的直径、主轴本体的转速值和焊件的熔合距离,基于焊件的直径、主轴本体的转速值和焊件的熔合距离使用机器学习模型预测出磁力控制机构对磁力环施加的磁斥力值。
4、作为本发明进一步的方案:所述历史训练数据集合包括n组训练数据,n为正整数,每组训练数据包括特征数据和标签数据,特征数据包括焊件的直径、主轴本体的转速值和焊件的熔合距离;
5、所述焊件的直径为收集每组训练数据时,焊件的摩擦直径;
6、所述主轴本体的转速值为收集每组训练数据时,主轴本体带动焊件的转速值;
7、所述焊件的熔合距离为收集每组训练数据时,焊件焊接前的总长度和焊件焊接后的总长度的差值;
8、所述标签数据为收集每组训练数据时,磁力控制机构对磁力环施加的磁斥力值。
9、作为本发明进一步的方案:所述控制模块训练出预测磁力控制机构对磁力环施加的磁斥力值的机器学习模型的方法为:
10、将每组训练数据中的特征数据转化为特征向量,将特征向量作为机器学习模型的输入,机器学习模型对特征数据预测的磁斥力值作为输出,以特征数据对应的标签数据中的磁斥力值作为预测目标,以最小化所有预测准确度之和作为训练目标,预测准确度的计算公式为ui=(ai-bi)2,其中ui为预测准确度,ai为第i组训练数据的特征数据对应的预测的磁斥力值,bi为第i组训练数据的标签数据中的磁斥力值,对机器学习模型进行训练,直至预测准确度之和达到收敛时停止训练。
11、作为本发明进一步的方案:所述机器学习模型采用循环神经网络模型。
12、作为本发明进一步的方案:所述固定轴靠近移动轴的一端侧面开设有移动槽,移动轴靠近固定轴的一端固定连接有移动柱,移动柱与移动槽相匹配。
13、作为本发明进一步的方案:所述磁力控制机构包括电磁环,电磁环上安装有红外感应器,红外感应器用于采集电磁环与磁力环之间的磁间距。
14、作为本发明进一步的方案:所述磁力控制机构对磁力环施加的磁斥力值的计算方法为:
15、f=μ×(m1+m2)/r2;
16、其中,f为磁力控制机构对磁力环施加的磁斥力值,μ为磁导率,m1为磁力控制机构的磁矩,m2为磁力环的磁矩,r为磁间距。
17、作为本发明进一步的方案:所述控制模块生成熔合距离变化曲线的方法为:
18、s1:预先准备直径相同的焊件x1、x2……xn,xn表示第n个焊件;
19、s2:将焊件x1、x2……xn使用主轴本体在相同的转速下进行摩擦焊接;
20、s3:获取焊件x1、x2……xn对应的磁力控制机构对磁力环施加的磁斥力值,分别为f1、f2……fn,其中f1>f2>……>fn;fn表示第n个焊件对应的磁斥力值;
21、s4:使用计算机生成焊件x1、x2……xn的熔合距离d的变化随主轴本体的工作时间t变化曲线 l1 、l2…… l n, ln表示第n个焊件对应的随主轴本体的工作时间t变化曲线;
22、s5:使用计算机将 l1 、l2…… ln生成在同一直角坐标系中,形成熔合距离变化曲线。
23、作为本发明进一步的方案:所述控制模块使用图像采集器采集焊件x1、x2……xn经过熔合距离d的焊接后的高清图片p1、p2……pn,控制模块基于高清图片p1、p2……pn识别出高清图片p1、p2……pn的对称度sy1、sy2……syn,选取其中的最小的对称度symin对应的磁斥力值作为标签数据的磁斥力值,pn表示第n个焊件焊接后的高清图片,syn表示第n个焊件对应的对称度。
24、作为本发明进一步的方案:所述控制模块基于高清图片p1、p2……pn识别出高清图片的对称度方法为:
25、y1:将高清图片转化为灰度图片;
26、y2:基于灰度图片的尺寸将灰度图片分割成2m2个像素区域,m为灰度图片边长上像素区域的数量;
27、y3:以灰度图片中的焊件的中轴线为对称轴,将灰度图片划分为两部分,每部分分别占有m2个像素区域,将两部分内的像素区域进行编号,计算每个对应位置的像素区域的灰度差值:
28、;
29、其中i(i,j)和i’(i,j)是对称轴两侧对应位置的灰度值,i和j为像素区域的编号值。
30、本发明的有益效果:
31、1、本发明中,磁力控制机构可以对磁力环施加磁斥力,即对磁力环会受到远离主轴支撑座一端的作用力,在主轴本体对焊件进行摩擦焊接时,主轴本体需要对焊件施加一定的挤压力,保证焊件在高速旋转的过程中进行摩擦生热,这个时候由移动轴对焊件施加轴向的作用力,而固定轴不对焊件施加轴向的作用力,所以固定轴在高速转动的过程中不会受到轴向作用力,安装固定轴的支撑轴承也不会受到轴向作用力,使支撑轴承在工作的过程中负荷大幅降低,这样就能够延长支撑轴承的使用寿命,磁力控制机构对磁力环施加磁斥力的过程中,磁力控制机构对磁力环不会接触,因此移动轴在带动磁力环高速转动时,磁力控制机构不会影响磁力环的转动,这会大幅降低主轴本体进行摩擦焊接的能耗。
32、2、本发明中,通过控制模块训练的机器学习模型预测磁力控制机构对磁力环施加的磁斥力值,可以保证主轴本体进行摩擦焊接时,全程自动控制,并且保证了移动轴对焊件施加的作用力的精准度,大幅提高了焊件进行摩擦焊接的质量,进一步降低废品率。
本文地址:https://www.jishuxx.com/zhuanli/20241120/332905.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表