极片、电池以及用电设备的制作方法
- 国知局
- 2024-11-21 12:05:31
本申请涉及电池,尤其涉及一种极片、电池以及用电设备。
背景技术:
1、随着电子设备的轻薄化需求日益增强,控制电池体积并提升电池能量密度已成为行业内重点关注的研发方向,在追求电池体积以及电池能量密度时,存在极耳在模切后,容易出现翻折的问题,极片有报废的风险。
技术实现思路
1、本申请实施例提供一种极片、电池以及用电设备,能够解决极耳在模切后,容易出现翻折的问题,极片有报废的风险的技术问题。
2、第一方面,本申请实施例提供了一种极片,包括集流体、活性材料层以及自所述集流体的边缘延伸凸出的极耳片,所述活性材料层沿所述集流体的厚度方向层叠设于所述集流体表面,所述极片还包括加强层,所述加强层沿所述集流体的厚度方向层叠设于所述极耳片表面,且所述加强层与所述极耳片共同形成极耳。
3、基于本申请实施例的极片,加强层与极耳片两者能够相互支撑,相当于提升了极耳的厚度,防止裁切后的极耳出现波浪边,以及防止极片应用于电池中易翻折、撕裂的问题。
4、在其中一些实施例中,沿所述集流体的厚度方向,所述极耳片的厚度为h1、所述加强层的厚度为h2,0.2≤h1/h2≤1,6μm≤h2≤15μm。
5、基于上述实施例,使加强层能够为极耳片提供良好的支撑,防止切割形成的极耳具有波浪边,并使极耳片与加强层两者具有良好的连接稳定性,并在极耳发生弯折后不易断裂。
6、在其中一些实施例中,所述极耳片具有远离所述集流体的第一基材边缘,所述加强层包括第一部分和第二部分,所述第一部分在所述极片的厚度方向与所述极耳片层叠连接,所述第二部分沿所述集流体的宽度方向伸出所述第一基材边缘,且伸出尺寸大于0.1mm。
7、基于上述实施例,不仅能够避免极片在卷绕时极耳发生翻折,同时可以降低用材成本并兼顾电池的能量密度。
8、在其中一些实施例中,沿所述集流体宽度方向,所述加强层的尺寸为l,所述第一部分的尺寸为l1,所述极片满足如下条件中的至少一者:
9、(1)0.06≤l1/l≤0.5;
10、(2)10mm≤l≤50mm;
11、(3)3mm≤l1≤5mm。
12、基于上述实施例,极耳中加强层能够具有足够的长度焊接在一起,保证极片的焊接良率,并保证两者的焊接强度。
13、在其中一些实施例中,所述极耳片具有沿所述集流体的宽度方向远离所述集流体的第一基材边缘;
14、所述加强层具有沿所述集流体宽度方向远离所述集流体的第一加强边缘、沿所述集流体宽度方向,所述第一加强边缘至所述第一基材边缘的间距为a,-0.1mm≤a≤0.1mm。
15、基于上述实施例,在极耳的尺寸在一定范围下时,则加强层与极耳片层叠的区域越大,则裁切后的极耳结构强度,以及整体极耳厚度都有了显著提高,在极片走带经过过辊或卷绕的过程中,极耳更不容易发生翻折、翘曲。
16、在其中一些实施例中,所述加强层具有沿所述集流体的宽度方向远离所述集流体的第一加强边缘、临近所述集流体的第二加强边缘;
17、所述加强层邻近所述第二加强边缘的部分和邻近所述第一加强边缘的部分中的至少一者形成有焊印区,且所述焊印区连接于在所述极片厚度方向与其重叠的所述极耳片。
18、基于上述实施例,加强层不易与极耳片脱离,能够保证裁切后的极耳具有稳定的导电能力。
19、在其中一些实施例中,所述极片还包括绝缘层,所述绝缘层连接于所述加强层背离所述极耳片的一侧,且所述绝缘层覆盖所述焊印区。
20、基于上述实施例,可以避免焊接过程中小球颗粒刺穿隔膜,同时也能增加焊接拉力,以提高加强层与极耳片连接的稳定性。
21、在其中一些实施例中,所述加强层的数量为一层,沿所述集流体的厚度方向,所述加强层层叠设于所述极耳片的一侧,或,
22、所述加强层的数量为两层,沿所述集流体的厚度方向,其中一所述加强层层叠设于所述极耳片的一侧,其中之另一所述加强层层叠设于所述极耳片的另一侧。
23、基于上述实施例,给于用户可以根据实际生产情况选择一层加强层或两层加强层。
24、在其中一些实施例中,沿所述集流体的宽度方向,所述活性材料层与所述加强层间隔设置,且间距为b,0.1mm≤b≤3.0mm。
25、基于上述实施例,间距大于0.1,加强层不易挤压活性材料层,能够保证电池使用时的稳定性,间距小于3mm,使得间距的设置不会影响太多能量密度。
26、在其中一些实施例中,所述极片包括一层所述活性材料层,且所述活性材料层与所述加强层同侧设于所述集流体表面;或,
27、所述极片包括两层所述活性材料层,两层所述活性材料层分设于所述集流体相对的两侧。
28、基于上述实施例,可以根据实际生产情况选择单层活性材料层以及双层活性材料层。
29、第二方面,本申请实施例提供了一种电池,包括:
30、隔膜;
31、壳体;及
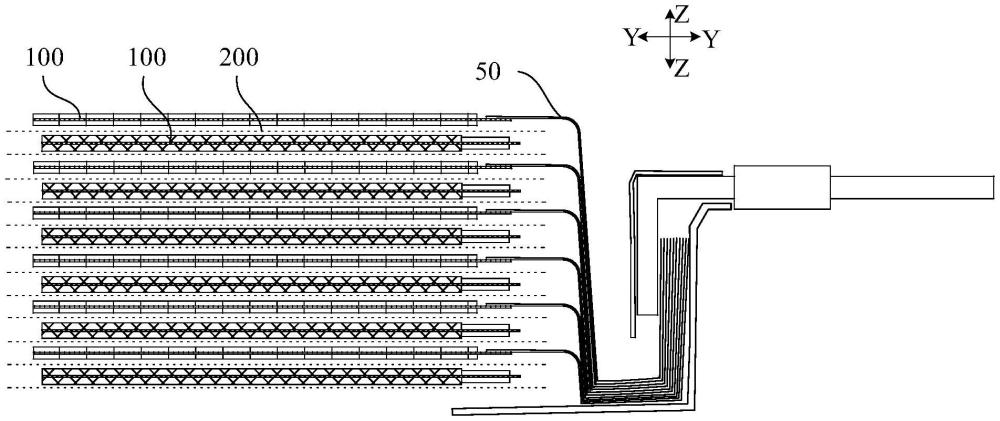
32、如上述中的极片,设于所述壳体内,所述极片的数量为多个,所述隔膜设于极性相反的两个所述极片之间,其中,极性相同的所述极片的所述极耳于同一区域相对所述集流体弯折并电性连接。
33、第三方面,本申请实施例提供了一种用电设备,包括:
34、上述中的电池。
35、基于本申请实施例的极片、电池以及用电设备,极片包括集流体、活性材料层以及自集流体的边缘延伸凸出的极耳片,活性材料层沿集流体的厚度方向层叠设于集流体表面,极片还包括加强层,加强层沿集流体的厚度方向层叠设于极耳片表面,且加强层与极耳片共同形成极耳,在为了满足提升电池能量密度减薄集流体导致极耳片厚度较薄时,加强层与极耳片两者能够相互支撑,相当于提升了极耳的厚度,防止裁切后的极耳出现波浪边,以及防止极片应用于电池中易翻折、撕裂的问题。
技术特征:1.一种极片,包括集流体、活性材料层以及自所述集流体的边缘延伸凸出的极耳片,所述活性材料层沿所述集流体的厚度方向层叠设于所述集流体表面,其特征在于,所述极片还包括加强层,所述加强层沿所述集流体的厚度方向层叠设于所述极耳片表面,且所述加强层与所述极耳片共同形成极耳。
2.根据权利要求1所述的极片,其特征在于,沿所述集流体的厚度方向,所述极耳片的厚度为h1、所述加强层的厚度为h2,所述极片满足如下条件中的至少一者:
3.根据权利要求1所述的极片,其特征在于,所述极耳片具有沿所述集流体的宽度方向远离所述集流体的第一基材边缘,所述加强层包括第一部分和第二部分,所述第一部分在所述极片的厚度方向与所述极耳片层叠连接,所述第二部分沿所述集流体的宽度方向伸出所述第一基材边缘,且伸出尺寸大于0.1mm。
4.根据权利要求3所述的极片,其特征在于,沿所述集流体宽度方向,所述加强层的尺寸为l,所述第一部分的尺寸为l1,所述极片满足如下条件中的至少一者:
5.根据权利要求1所述的极片,其特征在于,所述极耳片具有沿所述集流体的宽度方向远离所述集流体的第一基材边缘;
6.根据权利要求1所述的极片,其特征在于,所述加强层具有沿所述集流体的宽度方向远离所述集流体的第一加强边缘、邻近所述集流体的第二加强边缘;
7.根据权利要求6所述的极片,其特征在于,所述极片还包括绝缘层,所述绝缘层连接于所述加强层背离所述极耳片的一侧,且所述绝缘层覆盖所述焊印区。
8.根据权利要求1所述的极片,其特征在于,
9.根据权利要求1所述的极片,其特征在于,沿所述集流体的宽度方向y,所述活性材料层与所述加强层间隔设置,且间距为b,0.1mm≤b≤3.0mm。
10.根据权利要求9所述的极片,其特征在于,
11.一种电池,其特征在于,包括:
12.一种用电设备,其特征在于,包括:
技术总结本申请公开了一种极片、电池以及用电设备,极片包括集流体、活性材料层以及自集流体的边缘延伸凸出的极耳片,活性材料层沿集流体的厚度方向层叠设于集流体表面,极片还包括加强层,加强层沿集流体的厚度方向层叠设于极耳片表面,且加强层与极耳片共同形成极耳,在为了满足提升电池能量密度减薄集流体导致极耳片厚度较薄时,加强层与极耳片两者能够相互支撑,相当于提升了极耳的厚度,防止裁切后的极耳出现波浪边,以及防止极片应用于电池中易翻折、撕裂的问题。技术研发人员:蔡正煌受保护的技术使用者:宁德新能源科技有限公司技术研发日:技术公布日:2024/11/18本文地址:https://www.jishuxx.com/zhuanli/20241120/334246.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表