一种铝流体压铸模具及其压铸工艺的制作方法
- 国知局
- 2024-12-06 12:21:26
本发明涉及压铸,尤其涉及一种铝流体压铸模具及其压铸工艺。
背景技术:
1、传统的铝压铸成形工艺,是将铝水热熔720℃左右,利用压铸机螺杆的注射力,将铝水推射入模腔中。铝水在注射过程中,铝水的射程越远,流性越差,注射力越小,会造成缺陷:
2、1、进料口需要有进料包;
3、2、产品厚度不能低于0.5㎜或大于10mm,产品形状也不能过长;
4、3、产品表面由于密度不高,会显得粗糙,合模线的飞边严重;
5、4、铝压铸机的能耗大,班产量低。
6、故需要对上述问题做出改进。
技术实现思路
1、本发明针对现有技术中存在的需要有进料包、尺寸限制大、粗糙和飞边严重、能耗大和班产量低等缺陷,提供了新的一种铝流体压铸模具及其压铸工艺。
2、为了解决上述技术问题,本发明通过以下技术方案实现:
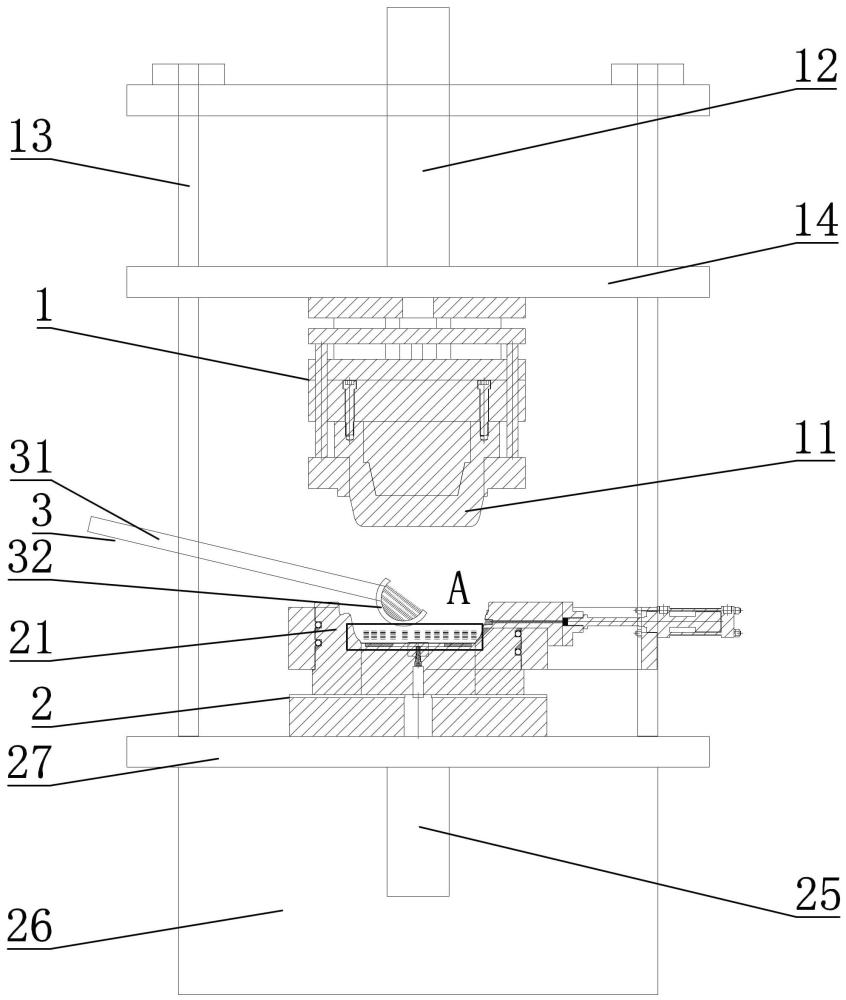
3、一种铝流体压铸模具,包括凸模组件、凹模组件、自动勺,所述凸模组件与所述凹模组件配合,所述自动勺与所述凹模组件配合。
4、凸模组件用于向下压铸,与凹模组件配合进行合模。凹模组件用于承载铝水配合压铸。自动勺用于精确、定量在凹模组件添加铝水。
5、本发明通过上述设计,使压铸产品表面光亮、高密度、无飞边,而且尺寸限制小、无需进料包、能耗更低、班产量更高。
6、作为优选,上述所述的一种铝流体压铸模具,所述凹模组件设置有凹模部,所述凹模部内设置有铝流体区域。
7、凹模部内设置的铝流体区域允许铝水在控制的区域内流动和成型,从而确保产品的几何形状和尺寸精度,减少材料浪费。凹模部的设计有助于确保每次压铸过程中铝水的注入量和流动路径一致,从而提高产品的一致性。
8、作为优选,上述所述的一种铝流体压铸模具,所述凹模部的底部设置有底片,所述底片与所述铝流体区域配合,所述底片的下侧设置有强磁圈,所述强磁圈与所述底片配合。
9、底片用于镶嵌到产品底部。强磁圈用于吸住底片,防止铝水入灌。强磁圈提供了一种强力且可靠的固定方式,确保底片在压铸过程中不会移动或偏移。
10、作为优选,上述所述的一种铝流体压铸模具,所述凹模组件还设置有下缸,所述下缸与所述底片配合。
11、下缸用于压铸完成后顶起压铸产品,辅助底片的脱模过程,使得压铸后的成品更容易从模具中取出。下缸的存在为底片提供了额外的支撑,确保了在压铸过程中底片的稳定性。
12、作为优选,上述所述的一种铝流体压铸模具,所述凹模组件还设置有工作台,所述工作台上设置有工作面板,所述凹模部连接于所述工作面板上。
13、工作台和工作面板的设置提供了一个稳定的平台,使得凹模部可以牢固地连接,从而提高整体模具的稳定性。工作面板为操作人员提供了一个方便的作业区域,便于进行模具的安装、调整和维护。
14、作为优选,上述所述的一种铝流体压铸模具,所述自动勺包括自动机械手、定量勺部,所述自动机械手与所述定量勺部连接,所述定量勺部与所述凹模组件配合。
15、通过自动机械手和定量勺部的配合,实现了铝水注入的自动化,定量勺部可以精确控制每次注入铝水的量,从而确保产品质量的一致性,减少浪费。自动化的铝水注入过程可以显著减少生产周期时间,提高整体的生产效率。自动化操作减少了人为操作错误的可能性,提高了生产过程的可靠性。
16、作为优选,上述所述的一种铝流体压铸模具,所述凸模组件设置有挤压头部,所述挤压头部与所述凹模组件配合。
17、挤压头部与凹模组件的配合确保了铝水在压铸过程中的精确成型,提高了产品的几何精度。挤压头部的设计有助于减少产品的缺陷,如气泡、缩孔、翘曲、裂纹,从而提高产品质量。挤压头部的设计可以分散模具在使用过程中受到的压力,延长模具的使用寿命。
18、作为优选,上述所述的一种铝流体压铸模具,所述凸模组件还设置有上缸,所述上缸与所述挤压头部配合。
19、上缸为挤压头部提供压力,有助于更精确地控制压铸过程中的压力。上缸的设置有助于确保挤压头部与凹模组件之间的精确配合,从而提高合模精度。上缸可以快速响应压力变化,缩短合模和分离的周期时间,提高生产效率。
20、作为优选,上述所述的一种铝流体压铸模具,还包括支架,所述上缸固定于所述支架上,所述凸模组件还设置有下行横板,所述挤压头部连接于所述下行横板的下侧,所述下行横板与所述支架滑动连接。
21、支架为上缸和凸模组件提供了稳定的固定点,有助于保持整体模具的稳定性。下行横板与支架的滑动连接设计可以加快模具的合模和分离速度,提高生产效率。支架的设计可以与自动化设备兼容,实现自动化的压铸过程。
22、作为优选,上述所述的一种铝流体压铸模具的压铸工艺,包括以下步骤:
23、s1:取底片,将底片放入凹模组件的凹模部底部,底片下侧的强磁圈通电后吸住底片,自动勺的定量勺部将600℃~640℃液态铝水倒入凹模部的铝流体区域;
24、s2:凸模组件的挤压头部向下与凹模部合模,合模后等待3秒~4秒,再用400pa压力挤压至限位;
25、s3:挤压头部复位,强磁圈断电,凹模组件的下缸从底片位置顶起,得到压铸产品。
26、步骤s1用于注入铝水。使用强磁圈吸住底片,确保底片在凹模部中的精确定位,从而提高压铸产品的尺寸精度。自动勺的定量勺部实现了铝水注入的自动化,减少了人工操作,提高了生产效率。降低了铝水的温度范围,同时保障了铝水的流动性和压铸质量。
27、步骤s2用于压铸。合模后等待3秒至4秒允许铝水在凹模部内流动和部分冷却,有助于模具更好地填充,减少内部缺陷。使用400pa的压力挤压有助于提高压铸产品的材料密度,从而实现无毛刺、无蜂窝、表面光亮的产品。
28、步骤s3用于取出产品。下缸从底片位置顶起的动作有助于实现产品快速脱模,提高生产效率。精确控制脱模过程有助于保持产品的完整性,避免因脱模不当造成的产品缺陷。
29、本发明更节能、高效,铝水温度从720℃左右降至620℃左右,能耗更低,无需进料包,班产量从传统800模班产量提升到2000模班产量。
30、本发明的产品表面光亮,无毛刺,无需人工表面抛光。
31、本发明的产品厚度和形状的限制小,厚度可低于0.5mm,可大于10mm,形状可超长,压铸模具能装就行。
32、本发明的覆底,即底片安装,与压铸工艺合并进行,降低了覆底成本,提高了生产效率。底片的附着力更高,产品铝锅底部导热性更好。
33、本发明的强磁圈吸住底片,防止铝水入灌,保障产品质量。
技术特征:1.一种铝流体压铸模具,其特征在于:包括凸模组件(1)、凹模组件(2)、自动勺(3),所述凸模组件(1)与所述凹模组件(2)配合,所述自动勺(3)与所述凹模组件(2)配合。
2.根据权利要求1所述的一种铝流体压铸模具,其特征在于:所述凹模组件(2)设置有凹模部(21),所述凹模部(21)内设置有铝流体区域(22)。
3.根据权利要求2所述的一种铝流体压铸模具,其特征在于:所述凹模部(21)的底部设置有底片(23),所述底片(23)与所述铝流体区域(22)配合,所述底片(23)的下侧设置有强磁圈(24),所述强磁圈(24)与所述底片(23)配合。
4.根据权利要求3所述的一种铝流体压铸模具,其特征在于:所述凹模组件(2)还设置有下缸(25),所述下缸(25)与所述底片(23)配合。
5.根据权利要求4所述的一种铝流体压铸模具,其特征在于:所述凹模组件(2)还设置有工作台(26),所述工作台(26)上设置有工作面板(27),所述凹模部(21)连接于所述工作面板(27)上。
6.根据权利要求1所述的一种铝流体压铸模具,其特征在于:所述自动勺(3)包括自动机械手(31)、定量勺部(32),所述自动机械手(31)与所述定量勺部(32)连接,所述定量勺部(32)与所述凹模组件(2)配合。
7.根据权利要求1所述的一种铝流体压铸模具,其特征在于:所述凸模组件(1)设置有挤压头部(11),所述挤压头部(11)与所述凹模组件(2)配合。
8.根据权利要求7所述的一种铝流体压铸模具,其特征在于:所述凸模组件(1)还设置有上缸(12),所述上缸(12)与所述挤压头部(11)配合。
9.根据权利要求8所述的一种铝流体压铸模具,其特征在于:还包括支架(13),所述上缸(12)固定于所述支架(13)上,所述凸模组件(1)还设置有下行横板(14),所述挤压头部(11)连接于所述下行横板(14)的下侧,所述下行横板(14)与所述支架(13)滑动连接。
10.根据权利要求1所述的一种铝流体压铸模具的压铸工艺,其特征在于:包括以下步骤:
技术总结本发明公开了一种铝流体压铸模具及其压铸工艺,包括凸模组件、凹模组件、自动勺,凸模组件与凹模组件配合,自动勺与凹模组件配合。凸模组件用于向下压铸,与凹模组件配合进行合模。凹模组件用于承载铝水配合压铸。自动勺用于精确、定量在凹模组件添加铝水。本发明通过上述设计,使压铸产品表面光亮、高密度、无飞边,而且尺寸限制小、无需进料包、能耗更低、班产量更高。技术研发人员:翁华泽,何其岩受保护的技术使用者:永康市翁氏科技有限公司技术研发日:技术公布日:2024/12/2本文地址:https://www.jishuxx.com/zhuanli/20241204/340876.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表