带有曲面和结构化工作表面的焊接工具、焊接方法和焊接工件与流程
- 国知局
- 2024-12-06 13:09:52
本发明涉及用于通过摩擦焊焊接工件的工具,尤其是超声波焊极,涉及用于使用这种工件焊接工件的方法并涉及焊接工件。
背景技术:
1、这种超声波焊极的典型应用是焊接电池组件。已知的超声波焊极具有通常构造有压痕的焊接表面。这通常会形成不期望的金属颗粒(所谓的熔渣),例如,这可以导致短路。另一种应用是焊接igbt模块(igbt:绝缘栅双极晶体管)的接触点。金属微粒也会对其造成损害。
技术实现思路
1、本发明的任务就是消除上述缺点。因此,在金属的摩擦焊接,尤其是超声波焊接中,应尽可能防止干扰性金属颗粒的形成。在塑料,尤其是金属化塑料或碳纤维增强塑料的摩擦焊接中,也应消除同样的问题。
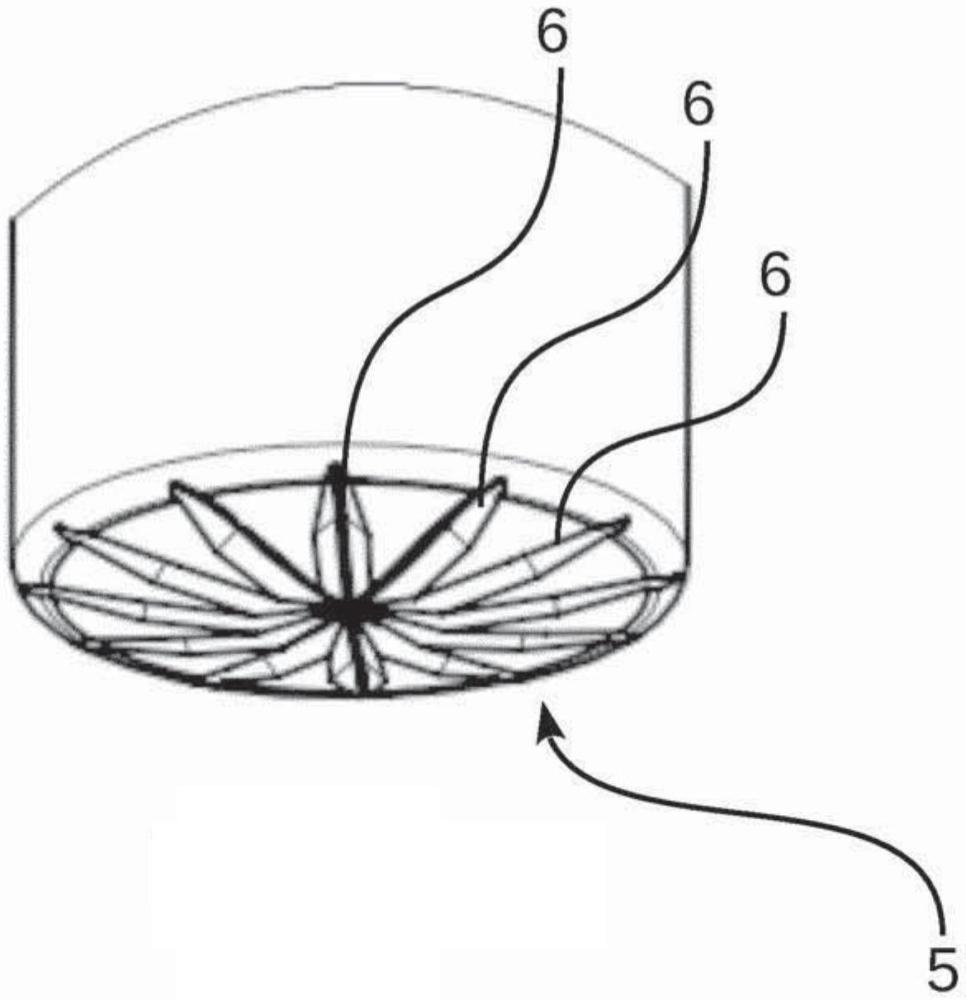
2、在本发明的第一方面,用于通过摩擦焊接,尤其是用于通过超声波焊接工件的工具解决了这一问题。该工具可以是超声波焊极或砧座。工具具有工作表面,尤其是焊接表面。工作表面包括至少一个沟槽。根据本发明,工作表面具有弧弯。如系列试验所示,工作表面的这种几何形状可确保大大减少未并入的金属颗粒或碳颗粒。在不限制本发明的情况下,目前假定在焊接中产生的工件的材料流是沿沟槽的方向引导的。工作表面的弧弯意味着最初只有部分工作表面与工件接触,以使工件上的压力局部增大。这导致塑性变形和材料流动。沟槽引导工件的软化材料远离焊接部位,并形成在焊接期间和焊接后不易剥离的材料股。金属颗粒或碳颗粒被并入至这些材料股中,且无法再脱离。尽管如此,用本发明的方法仍可用于生产承受较高拉拔力的焊接连接。
3、超声波焊极可以具有纵向轴线,相对于该轴线,超声波焊极可以受到扭转超声波振动的激励。工作表面可以对准成大体垂直于纵向轴线。此外,至少一个沟槽可以大体相对于纵向轴线沿径向方向延伸。替代地,它也可以是可以被激励成线性振动的超声波焊极,其中在使用时,焊接表面沿工件的表面振动。在这种情况下,沟槽可以平行或横向于振动方向延伸。
4、在目前的优选实施例中,工作表面至少部分地具有凸弧弯。尤其是,整个工作表面都可以具有凸弧弯。这意味着在焊接中,工作表面的中心部分最初与工件接触,且工件的材料沿沟槽径向向外被引导。优选地,至少一个沟槽延伸至工作表面的中心点。
5、替代地,工作表面也可以至少部分地具有凹弧弯。尤其是,整个工作表面可以具有凹弧弯。在这种变型下,工作表面的外部区域最初与工件接触,且沟槽确保材料沿径向向内流动。为此,优选地至少一个沟槽延伸至工作表面的外周,尤其是沿径向延伸至工作表面的外周。
6、工作表面具有在0.1mm(毫米)至0.3mm范围中的弧形高度。这可以理解为沿纵向轴线投影的弧形高度。
7、替代地或另外地,工作表面可以具有在0.5mm至20mm的范围中的弧形半径。尤其是,在凸弧弯的情况下,弧形半径可以位于6mm到12mm范围中;在凹弧弯的情况下,弧形半径可以位于12mm到20mm范围中。弧形半径也可以等于一半的工作表面直径;那么工作表面就是半球形的。
8、至少一个沟槽可以至少部分地具有在0.2mm到0.5mm范围中的深度。尤其是,在工作表面凸弧弯的情况下,沟槽的深度可位于0.3mm至0.4mm范围中;在工作表面凹弧弯的情况下,沟槽的深度可位于0.4mm至0.5mm范围中。
9、至少一个沟槽可以至少部分地具有在0.4mm到0.6mm范围中的宽度。尤其是,在工作表面凸弧弯的情况下,沟槽的宽度可位于0.4mm至0.5mm范围中,在工作表面凹弧弯的情况下,沟槽的宽度可位于0.45mm至0.55mm范围中。
10、至少一个沟槽可以具有在15°至75°范围中的夹角,优选地可以位于30°至60°范围中。
11、在至少一个沟槽的端部的区域中,尤其是在焊接表面的中心点和/或外周上,沟槽的深度和/或宽度可以小于其中心区域。
12、例如,可以用铣刀在工作表面中切割沟槽,并使其向端部逐渐变细。
13、例如,工作表面可以具有8至12个沟槽,尤其是10至12个沟槽。沟槽优选地沿周向在整个周部均匀分布。如试验所示,在凸弧弯的情况下材料流动的影响比在凹弧弯的情况下更小。因此,建议在凸弧弯的情况下更多的沟槽数量。
14、工作表面可以具有垂直于纵向轴线测量的在1mm至8mm范围中的直径,优选地是在1.5mm至6mm范围中的直径。
15、不过也可以考虑带有弧形和相应沟槽的砧座,以便将存在于砧座侧的颗粒并入。
16、工具,尤其是超声波焊极,例如可以由钢、钛或硬质合金制成。
17、本发明的另一方面涉及用于通过超声波用具有弧形工作表面的工具,但也可以用具有结构特征的三维表面的工件焊接工件的方法,这些结构特征允许软化过的材料的流动。该方法尤其使用上述工具,尤其是如上所述的超声波焊极。该方法包括步骤,其中工具的工作表面与工件接触,且工具,尤其是超声波焊极被激励振动,以使工件被焊接,尤其是焊接至另一第二工件。根据该方法,工件材料在焊接中软化,并沿工件表面的沟槽或结构特征被挤出。由于这种材料流动的结果,电位颗粒被并入由熔融的材料沿沟槽的通道或沿结构特征移动而形成的材料堆积中,尤其是材料股中。
18、实施这种方法导致上述优点。
19、工件可以由金属。如由铝制成。尤其是h14型铝。示出的是,由于材料特性,且尤其是流动特性,与其他类型的铝材相比,用这种铝材可以获得更好的效果。替代地,金属例如也可以是铜。为了提高材料的流动效果,可以用屈服强度较低的软铜。在另一变型中,工件也可以由塑料制成,尤其是由带有金属或碳颗粒的塑料。
20、在某些应用中,工件是端子触点,而第二工件则是电池的容座,端子触点将被焊接至电池插座。替代地,第二工件可以是电容器或半导体元件,例如igbt(绝缘栅双极晶体管)。
21、第三方面,本发明还涉及通过焊接由多个部件组成的工件,通过上述方法获得或可以获得该工件。因此,焊接工件具有几何形状与工具的工作表面的几何形状一致的焊接部位。因此,组装工件,尤其是焊接部位,含有其中并入金属颗粒(尤其是熔渣)或其他颗粒的材料堆积。这些材料堆积尤其是沿径向延伸的肋条。如前所述,根据本发明焊接的工件在表面含有明显更少的未并入的颗粒,尤其是金属颗粒。
22、工件可以由金属,例如由铝,尤其是h14型铝或铜制成。
技术特征:1.一种用于摩擦焊接、尤其是用于超声焊接工件(21)的工具(10),其中工具(10)具有包含至少一条、优选多条沟槽(6)的工作表面(5),其特征在于,
2.根据权利要求1所述的工具(10),
3.根据权利要求2所述的超声波焊极(10),
4.根据权利要求3所述的超声波焊极(10),
5.根据权利要求1至4中任一项所述的、尤其是超声波焊极(10)的工具(10),其中工作表面(5)至少部分地、尤其是整个工作表面(5)带有凸弧弯。
6.根据权利要求1至4中任一项所述的、尤其是超声波焊极(10)的工具(10),其中工作表面(5)至少部分地、尤其是整个工作表面(5)带有凹弧弯。
7.根据前述权利要求中任一项所述的、尤其是超声波焊极(10)的工具(10),其中至少一条沟槽(6)延伸至工作表面(9)的中心点(7)。
8.根据前述权利要求中任一项所述的、尤其是超声波焊极(10)的工具(10),其中至少一条沟槽(6)延伸至工作表面(5)的外周(8)。
9.根据前述权利要求中任一项所述的、尤其是超声波焊极(10)的工具(10),其中工作表面(5)具有优选地沿周向均匀分布的8至16条、尤其是10至12条沟槽(6)。
10.根据前述权利要求中任一项所述的、尤其是超声波焊极(10)的工具(10),其中工作表面(5)具有垂直于纵向轴线(l)测得的在1毫米至8毫米范围中的直径、优选地在1.5毫米至6毫米范围的直径。
11.根据前述权利要求中任一项所述的、尤其是超声波焊极(10)的工具(10),其中工作表面(5)具有在0.1毫米至0.3毫米范围中的弧弯高度(h)。
12.根据前述权利要求中任一项所述的、尤其是超声波焊极(10)的工具(10),其中工作表面(5)具有在0.5毫米至20毫米范围中的弧弯半径。
13.根据前述权利要求中任一项所述的、尤其是超声波焊极(10)的工具(10),其中至少一条沟槽(6)至少部分地具有在0.2毫米至0.5毫米范围中的深度(t)。
14.根据前述权利要求中任一项所述的、尤其是超声波焊极(10)的工具(10),其中至少一个沟槽(6)至少部分地具有在0.4毫米至0.6毫米范围中的宽度。
15.根据前述权利要求中任一项所述的、尤其是超声波焊极(10)的工具(10),其中至少一个沟槽(6)具有在15°至75°范围中的夹角(α)、优选地位于30°至60°范围中。
16.根据前述权利要求中任一项所述的超声波焊极(10),其中超声波焊极(10)具有带用于耦合入超声波振动的耦合输入面(3)的主体(1)和沿纵向轴线(l)延伸的带有焊接表面(5)的加工杆(2)。
17.根据权利要求16所述的超声波焊极(10),其中加工杆(2)具有在1.5毫米至6毫米范围中的直径(d)。
18.一种焊接工件(21)的方法、尤其是用超声波焊接工件的方法,
19.根据权利要求18所述的方法,其中工件(21)由铝、尤其是h14型铝、或铜等金属制成。
20.根据权利要求18和19中任一项所述的方法,其中工件(21)是电池的端子触点,另一工件是电池的容座。
21.一种焊接工件(21),其是根据权利要求18至20中任一项所述方法获得或能获得的。
22.根据权利要求21所述的焊接工件(21),其中工件(21)由铝、尤其是h14型铝,或铜等金属制成。
23.一种具有焊接部位的焊接工件(21)、尤其是根据权利要求21或22所述的工件(21),其中工件(21)且尤其是焊接部位具有其中并入金属颗粒的材料堆积,其中材料堆积优选为沿径向延伸的肋。
技术总结本发明涉及一种用于通过摩擦焊接,尤其是用于通过超声波焊接的工件(21)工具(10),其中工具(10)具有包含至少一个,优选多个沟槽(6)的工作表面(5)。工作表面(5)具有弧形。本发明还涉及焊接工件和焊接工件的方法。技术研发人员:S·穆斯塔法维受保护的技术使用者:远程声波控股公司技术研发日:技术公布日:2024/12/2本文地址:https://www.jishuxx.com/zhuanli/20241204/343336.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表