雾化组件、雾化组件的制造方法及气溶胶生成装置与流程
- 国知局
- 2024-07-12 11:32:24
本发明涉及电子烟,特别是涉及一种雾化组件、雾化组件的制造方法及气溶胶生成装置。
背景技术:
1、卷烟燃烧的烟雾中含有焦油等有害物质,长期吸入这些有害物质会对人体产生非常大的危害。为了克服卷烟燃烧产生有害物质,出现了烟油电子烟、加热不燃烧电子烟等低危害的卷烟替代品。雾化芯作为电子烟的核心部件,其对电子烟所形成的气溶胶的相关指标起到至关重要的作用。
2、部分传统的电子烟制造雾化芯时会采用蚀刻网芯,然而,蚀刻网芯在与导油棉进行组装生产时较为困难,装配效果较差且装配效率低。
技术实现思路
1、基于此,有必要针对上述问题,提供一种雾化组件、雾化组件的制造方法及气溶胶生成装置。
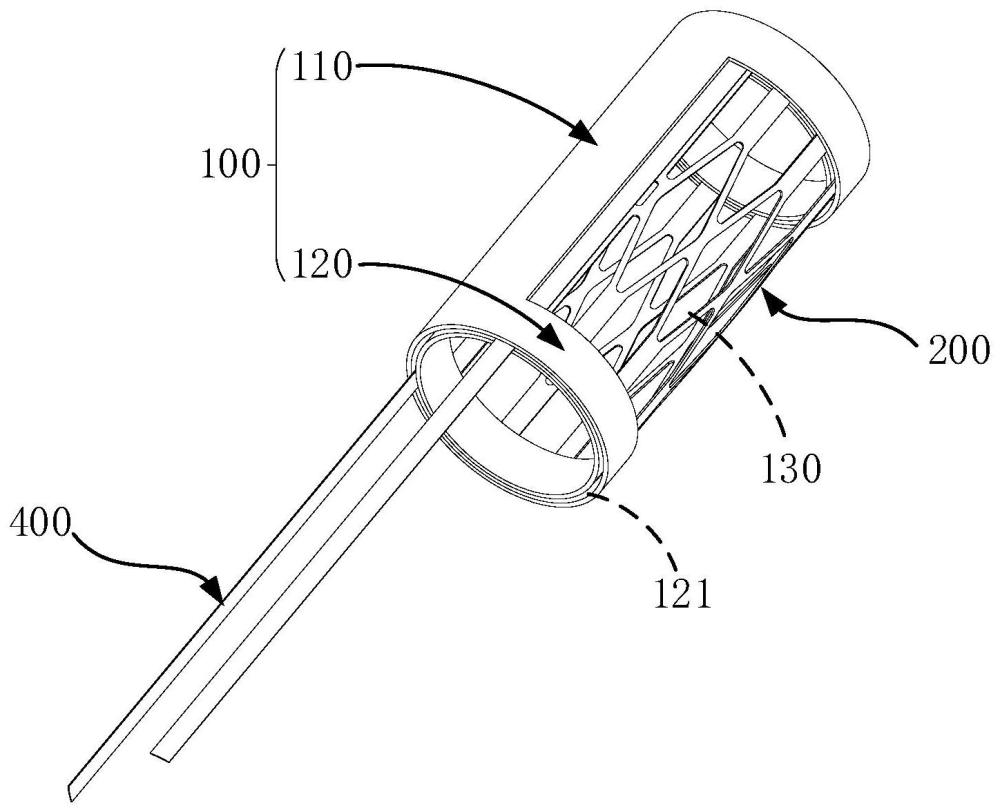
2、一种雾化组件,其特征在于,包括:
3、支撑架,所述支撑架的至少一个侧面开设有至少一个开口;
4、加热网,连接所述支撑架且所述加热网至少部分暴露于所述开口。
5、在描述本技术的实施例所能实现的技术效果之前,需要先行说明的是,部分传统的电子烟制造雾化芯时会采用蚀刻网芯,由于蚀刻网芯的结构使得其在与导油棉进行组装生产时较为困难,故传统的电子烟在装配雾化芯时一般是用一根圆形钢棒辅助支撑,通过将网芯与钢棒贴合在一起,使得网芯压成圆形。而后在该圆形网芯外部包裹一层导油棉。然而,在此类传统的装配方式中,钢棒在整个装配过程中都必须存在,以避免圆形网芯受力过大产生变形,但造成了极大的物料浪费,且该装配方式在生产过程中易受人工或机器的精度影响,蚀刻网芯与钢棒、导油棉之间位置不易固定,装配可定位性差,装配位置参差不齐,难以实现自动化生产,易因装配问题导致电子烟产品出现抽吸口感不一致等状况。
6、面对上述此类问题,本技术的上述雾化组件至少可以实现如下有益效果:增设了支撑架,准备好的加热网可以直接固定在支撑架上,在支撑架的开口暴露的至少部分加热网可以在后续工作中加热雾化介质以生成可供抽吸的气溶胶。需要强调的是,支撑架可以固定加热网,对加热网起到一定的定形作用,方便于后续在支撑架与加热网的整体结构的外侧周包裹导油棉,换言之,仅利用支撑架便可固定加热网并防止加热网变形,无需像传统的装配方式一般还要借助圆形钢棒,可以极大地节省由于使用钢棒而带来的物料浪费,还可以提升装配的精度,有利于自动化生产,还能确保雾化组件最终所生成的气溶胶的品质。
7、在其中一个实施例中,所述支撑架呈圆柱状或截锥状或者圆锥状中的任一种。
8、在其中一个实施例中,所述支撑架通过注塑成型的方式固定所述加热网。例如,可以将准备好的加热网置入模具中,通过注塑成型的方式形成支撑架。
9、在其中一个实施例中,所述支撑架包括主支撑部及连接于所述主支撑部的端部的至少一个次支撑部,所述开口开设于所述主支撑部,所述次支撑部包括内次支撑部与外次支撑部,内次支撑部与外次支撑部之间设置有间隙,所述加热网的部分嵌入所述间隙以固定于所述次支撑部。间隙的内壁对加热网的端部抵接限位,不仅更好地固定了加热网,还有利于稳定加热网的形状。
10、在其中一个实施例中,所述主支撑部为空心的圆柱体,所述内次支撑部与外次支撑部为环状。
11、在其中一个实施例中,所述内次支撑部与所述外次支撑部沿所述主支撑部轴向延伸的宽度不同。
12、在其中一个实施例中,所述外次支撑部与主支撑部为同一空心圆柱体的不同部分,从而在进行注塑成型工艺时,有利于模具的简化;当然,一体化的柱面也有利于提高主支撑部整体的强度。
13、在其中一个实施例中,所述外次支撑部的内径与主支撑部的内径一致,其外径大于或者等于主支撑部的外径。
14、在其中一个实施例中,所述加热网包括加热部,所述加热部沿所述主支撑部长度方向依次为端部以及对应于所述开口的中央部。
15、在其中一个实施例中,沿所述主支撑部长度方向依次为端部、对应于所述开口的中央部、端部。
16、在其中一个实施例中,沿所述主支撑部长度方向依次为对应于所述开口的中央部、端部。
17、在其中一个实施例中,所述加热网的端部的至少部分嵌入所述间隙以固定于所述次支撑部,所述加热网的端部产生的热量小于所述加热网对应所述开口位置所产生的热量。这样的结构设置可以避免加热网嵌入间隙的端部温度过高,避免支撑架高温变形。
18、在其中一个实施例中,所述加热网还包括与其加热部连接的焊接部,所述雾化组件还包括导电引脚,所述导电引脚焊接于所述焊接部。
19、在其中一个实施例中,所述加热部与所述开口相适配。这样的设置可以认为是中央部,或者中央部与部分加热网的端部与开口的形状尺寸相同,使加热网的中央部减少甚至不与注塑成型的支撑架接触,避免加热网的高温让支撑架变形。
20、在其中一个实施例中,所述导电引脚经所述间隙穿设于所述次支撑部以与所述加热网焊接。这样的结构设置可以认为是间隙沿支撑架的轴向贯穿设置,则间隙为导电引脚的穿过提供了空间,且间隙的内壁客观上也能对导电引脚起到一定的限位作用,令整个雾化组件的结构连接更为可靠。
21、在其中一个实施例中,所述雾化组件还包括导油棉,所述导油棉套设于所述支撑架的一个侧面并覆盖所述开口。
22、本技术还涉及一种雾化组件的制造方法,用于制造上述任一实施例所述的雾化组件,所述雾化组件的制造方法包括如下步骤:
23、将加热网置入模具内;
24、在所述模具内注塑以形成支撑架;
25、在所述模具内注塑以形成支撑架的步骤之后还包括:将导油棉包裹于所述支撑架的至少一个侧面。
26、上述雾化组件的制造方法至少可以实现如下有益效果:可以将准备好的加热网置入模具中,通过注塑成型的方式形成支撑架,即支撑架固定于加热网上,对加热网起到一定的定形作用,方便于后续在支撑架与加热网的整体结构的外侧周包裹导油棉,换言之,仅利用支撑架便可固定加热网并防止加热网变形,无需像传统的装配方式一般还要借助圆形钢棒,可以极大地节省由于使用钢棒而带来的物料浪费,还可以提升装配的精度,有利于自动化生产,还能确保雾化组件最终所生成的气溶胶的品质。
27、在其中一个实施例中,将加热网置入模具内的步骤包括:将加热网弯折成开口环状后再置入模具内,将加热网环形弯折后置入模具内的步骤之前还包括如下步骤:将导电引脚焊接于所述加热网。
28、本技术还涉及一种气溶胶生成装置,其包括上述任一实施例所述的雾化组件。
29、在其中一个实施例中,所述气溶胶生成装置为分体式电子烟。换言之,气溶胶生成装置可以认为是可换弹式电子烟,雾化组件可以是安装至在烟弹内,烟弹可以与带有电源的烟杆可拆卸地插拔。
30、在其中一个实施例中,所述气溶胶生成装置为一体式电子烟。换言之,气溶胶生成装置可以认为是一体式电子烟,即一次性电子烟。
31、上述气溶胶生成装置,其内可设置有上述各实施例所述的雾化组件,因此,气溶胶生成装置亦至少包括如下的有益效果:由于增设了支撑架,准备好的加热网可以直接固定在支撑架上,在支撑架的开口暴露的至少部分加热网可以在后续工作中加热雾化介质以生成可供抽吸的气溶胶。需要强调的是,支撑架可以固定加热网,对加热网起到一定的定形作用,方便于后续在支撑架与加热网的整体结构的外侧周包裹导油棉,换言之,仅利用支撑架便可固定加热网并防止加热网变形,无需像传统的装配方式一般还要借助圆形钢棒,可以极大地节省由于使用钢棒而带来的物料浪费,还可以提升装配的精度,有利于自动化生产,还能确保雾化组件最终所生成的气溶胶的品质。
本文地址:https://www.jishuxx.com/zhuanli/20240614/93504.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。